



热加工的目的是通过升高加工对象的温度来提高应变能,使其容易变形。即热加工是利用高温时呈现熔融状态或软化状态,以及低温时又表现为高强度或高硬度状态的金属晶体结构的变化,也就是利用相变特性进行加工的方法。这些用于热加工的模具材料称为热作模具材料或简称为热作模具钢。
热加工可大致分为压铸、热锻及热挤压,其相应损伤形式如图4-16所示。压铸时,由于模具表面与铝或镁等金属液反复接触,即经过反复受热和冷却而产生热龟裂,而且还会以此为起点造成开裂。作为压铸对象的金属熔液发生的熔蚀是压铸模所特有的损伤形式。
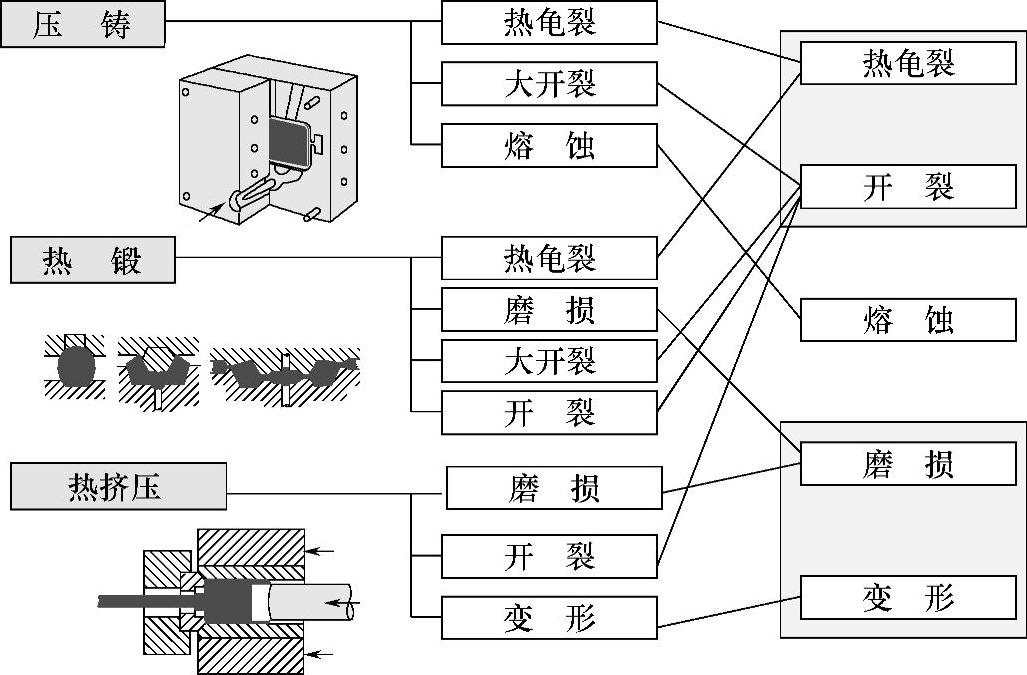
图4-16 热作模具的损伤形式
热锻模在使用时,加工对象的加热温度高达1200℃左右,因此除了热龟裂之外,高温磨损也比较严重。另外,多用于铝制品成形的热挤压模,其主要损伤形式是由于与成形坯料接触而产生的滑动磨损和变形。
1.热龟裂(Heat Checking)
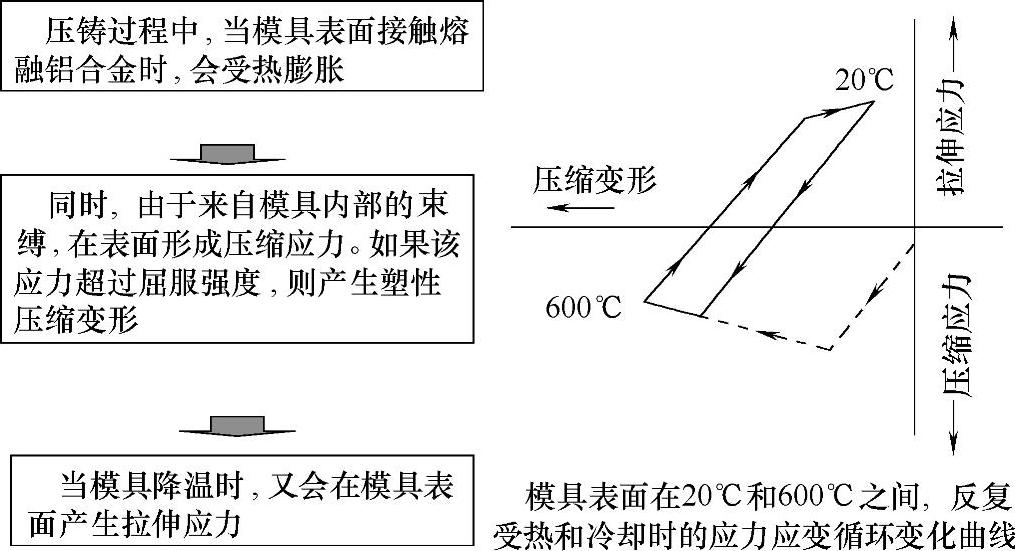
热龟裂是热作模具表面经反复加热和冷却所导致的热疲劳现象之一,是产生于热作模具表面的龟甲状裂纹,如图4-17所示。热龟裂的形成机理如图4-18所示。当金属熔液接触模具时,模具表面部分受热膨胀,同时因来自模具内部的束缚而形成压缩应力。当该压缩应力超过高温屈服强度时便发生塑性变形,变形部分冷却后则产生拉伸应力。这仅是一个循环周期,经过反复加热、冷却,便会产生疲劳现象,最终导致龟裂发生。一个循环周期当中的作用力可以表示为
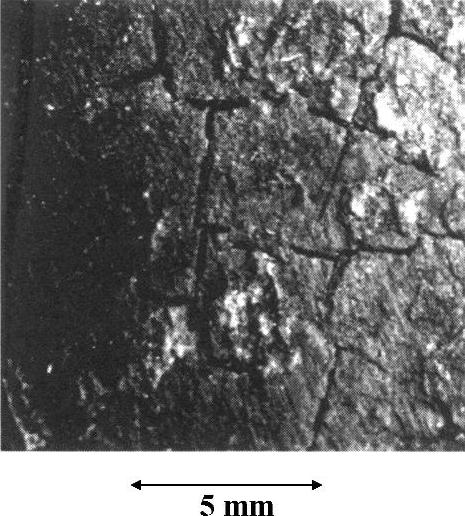
图4-17 热龟裂实例
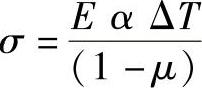
式中 σ——作用力;
E——弹性模量;
α——热膨胀系数;
ΔT——温度梯度;
μ——泊松比。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-18 热龟裂的形成机理(概念图)
由于热作模具钢的弹性模量及热膨胀系数几乎相同,因此应通过缩小温度梯度或提高热强度(屈服应力)使其不易产生屈服来减小塑性变形。
此外,由于材料的显微偏析(组织不均匀)助长了初期裂纹的发展,所以无偏析的均质材料较为理想。有关热作模具钢的热龟裂性还有一些共同研究结果,也欢迎参考[19]。
2.开裂(Crack)
引起开裂的原因有多种,比如由热龟裂为起点扩展所致,在冲击载荷作用下因应力集中引起的开裂,由交变应力造成的疲劳等。如裂纹持续扩展,最终会导致以此为起点的断裂,造成模具失效,因此一般都尽快实施模具修补。
3.高温磨损(Elevated Temperature Wear)
用于热锻压和热成形等锻模的表面温度有时会因加工对象的温度高达1200℃,且加工时会产生变形热而超过模具钢的相变点(约800℃)。高温磨损的形成机理如图4-19所示。模具表面的反复受热和冷却引起热龟裂;同时最表层在相变温度附近受热软化会出现塑性流动,该塑性流动一旦受阻则会被摩擦力带走,或者与热龟裂相连造成局部剥离,此类磨损和剥离即为高温磨损的一般形式[20]。另外,当最表层温度超过相变点时,会在冷却时产生二次淬火层。
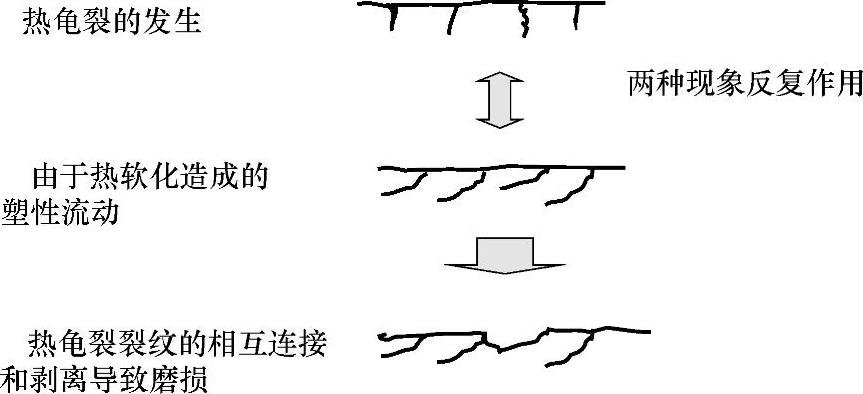
图4-19 高温磨损的形成机理
4.熔蚀
熔蚀是指铝在压铸时,模具表面与铝液接触,形成铁和铝的合金并从表面剥离、脱落而造成的损伤现象,如图4-20所示。
避免模具与铝直接接触是最为有效的解决方法,例如在表面堆焊不易形成合金的金属层,或增加耐熔蚀性镀层等。
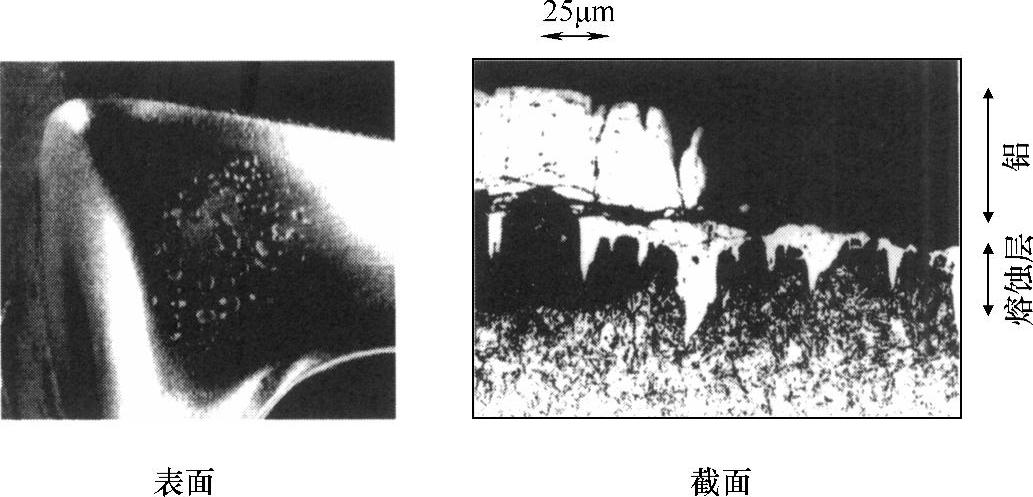
图4-20 熔融铝对压铸模的熔蚀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。