



【例2-50】 一台数控三工位铣床开机回参考点不动。
数控系统:西门子3TT系统。
故障现象:这台机床在开机回参考点时,轴不动,手动也不走。
故障检查与分析:根据故障现象分析,可能是总的伺服使能没有加上。根据系统工作原理,PLC输出Q66.7是二工位(NCI)伺服使能,Q76.7(NC2)为三工位伺服使能。利用系统PC功能的状态显示功能,检查这两个PLC输出都为“0”,说明确实是伺服使能没有加上。
因为伺服使能条件是PLC的用户程序通过采集现场反馈信号进行逻辑判断的,所以应该根据梯形图进行分析。关于总进给使能Q66.7和Q76.7的梯形图如图2-24所示,检查标志位的状态,发现标志位F112.3为“0”是总使能不能为“1”的原因。
标志位F112.3是伺服释放的条件,关于F112.3的梯形图如图2-25所示。检查各个元件的状态,发现标志位F114.0的状态为“0”是F112.3的状态为“0”的原因。
关于标志位F114.0的梯形图如图2-26所示。根据这个梯形图进行检查,发现标志位F89.6的状态为“1”使标志位F114.0的状态为“0”。
关于标志位F89.6的梯形图如图2-27所示。检查各个元件的状态,发现F123.5的状态为“0”使F89.6没有复位。
关于F123.5的梯形图如图2-28所示。检查发现PLC输入I9.5和I9.6的状态都为“0”。PLC输入I9.5和I9.6各连接一个接近开关,检查二、三工位的分度装置是否归位,如为“0”说明没有归位,检查分度装置确实没有归位。
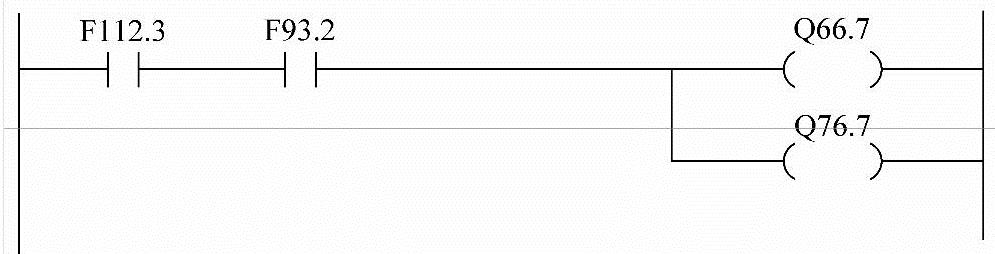
图2-24 总进给使能Q66.7和Q76.7的梯形图
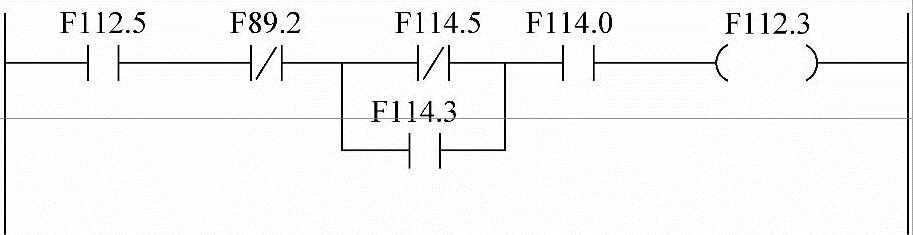
图2-25 标志位F112.3的梯形图

图2-26 标志位F114.0的梯形图
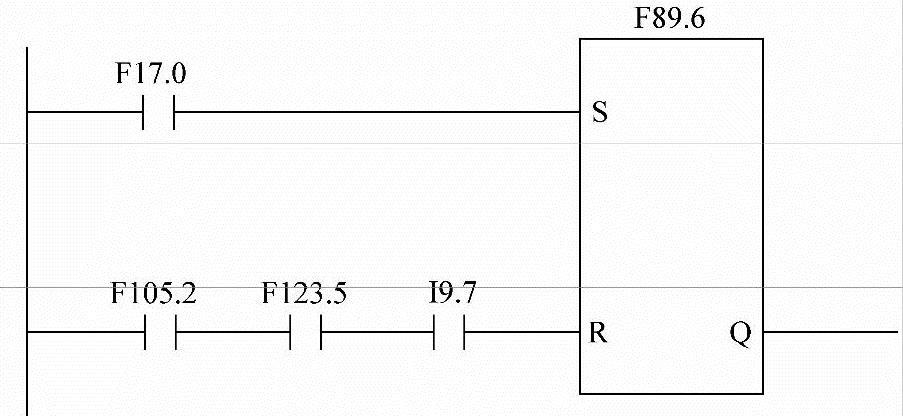
图2-27 标志位F89.6的梯形图
根据机床控制原理,分度装置是由液压系统驱动的,电磁阀Y1.5控制分度装置返回,如图2-29所示,检查电磁阀Yl.5线圈没有电压,而观察PLC输出Ql.5的状态为“1”没有问题,说明可能中间继电器K1.5损坏,检查发现确实是其线圈烧断。

图2-28 标志位F123.5的梯形图
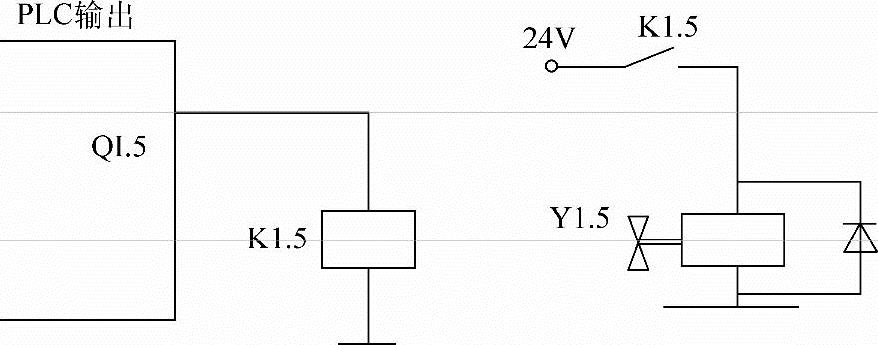
图2-29 分度装置返回控制原理图
故障处理:更换继电器后,分度装置归位,这时机床正常返回参考点没有问题。
【例2-51】 数控球道铣床,出现F61报警。
数控系统:西门子3TT系统。
故障现象:机床在正常加工时,出现报警F61“CYCLE TIME PART INDEXUP”(分度升起超速),自动循环中止。
故障检查与分析:报警指示分度装置分度有问题,手动分度也不执行。根据机床分度装置的工作原理,在分度时首先使分度装置浮起,然后再进行分度。报警指示分度没有浮起,检查分度装置,确实没有浮起。根据机床控制原理,如图2-30所示,电磁阀Y80控制分度装置浮起,PLC输出Q8.0,通过一直流继电器K80控制电磁阀Y80的动作。在起动分度时,使用系统PC功能检查PLC输出Q8.0的状态,为1,没有问题。而检查电磁阀Y80线圈,却没有电压,说明继电器K80损坏,检查K80,其线圈已烧断。
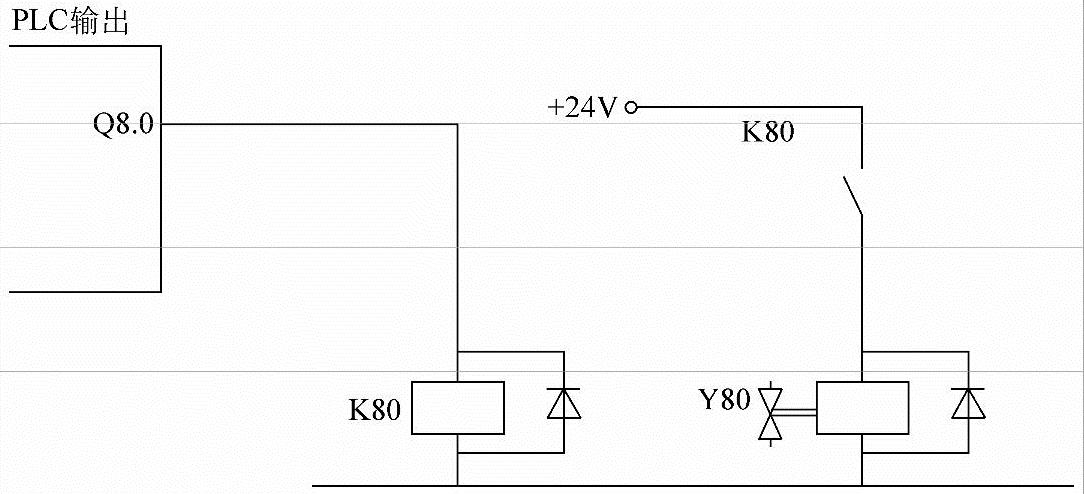
图2-30 分度器落下机床控制原理图
故障处理:更换继电器后,机床恢复正常。
【例2-52】 一台数控铣床工作台不旋转。
数控系统:西门子3TT系统。
故障检查与分析:这台机床在刚投入使用的时候,有一次出现工作台不旋转的问题,并有F22报警,将该报警信息调出,显示信息为“Index required to startgroove(分度到起始槽)”。分析机床的工作原理,发现这个问题与分度装置有关。为了安全起见,只有分度装置在起始位置时,该机床的工作台才能旋转。为此对分度装置进行操作,使其停在起始位置,这时工作台旋转正常进行。这是因为操作人员对机床操作不熟悉所致。
【例2-53】 数控球道铣床,分度装置不工作。
数控系统:西门子3TT系统
故障现象:机床分度装置不分度,没有报警显示。
故障检查与分析:分析机床的工作原理,分度装置分度时,首先将分度的齿板与齿轮啮合,这个动作是由液压装置完成的,是由PLC输出Q1.4控制电磁阀Y1.4来执行的。利用NC系统PC菜单的PLCSTATUS功能,实时查看Q1.4的状态,发现其状态为0。控制PLC输出Q1.4的梯形图见图2-31,根据该梯形图继续检查,发现F123.0的状态为0是Q1.4状态为0的原因。根据图2-32关于F123.0的梯形图继续检查各元件的状态,发现F105.2为0是F123.0的状态为0的原因。根据图2-33所示的关于F105.2的梯形图查找原因,发现PLC输入I10.2为0是F105.2的状态为0的原因。根据机床的控制原理,PLC输入I9.3、I9.4,I10.2、I10.3分别连接四个无触点检测开关,检测分度齿板和齿轮是否啮合,这四个无触点开关都应该闭合。现在I10.2连接的检测开关没有闭合,有可能是机械部分或者开关有问题。检查机械机构,没有问题,而无触点开关已损坏。

图2-31 Q1.4的梯形图
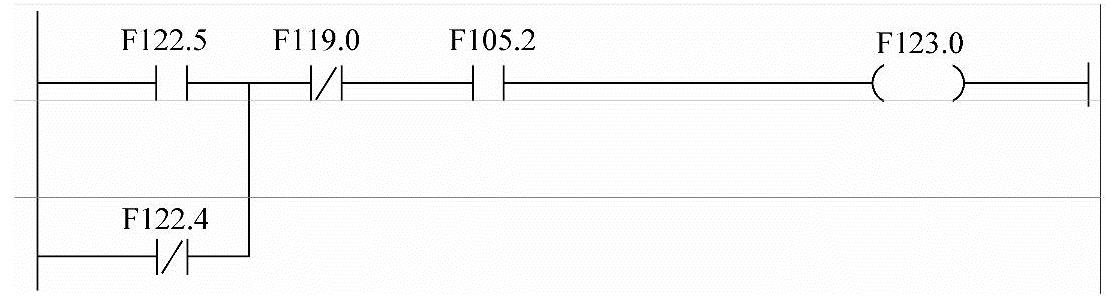
图2-32 标志位F123.0的梯形图

图2-33 标志位F105.2的梯形图
故障处理:更换无触点开关,机床故障排除。
【例2-54】 数控铣床,工作台旋转时出现F50报警。(https://www.xing528.com)
数控系统:西门子3TT系统。
故障现象:机床旋转工作台时,旋转不停,出现报警F50“CYCLE TIME TURN FORW.ROT TABLE”(工作台向前旋转超时)。
故障检查与分析:这是一台三工位的数控铣床,一工位装、卸工件;二工位粗铣;三工位精铣。在一工位,工件卡装到旋转工作台的卡具上后,旋转到粗铣工位,开始加工。在出现故障时,旋转工作台开始旋转之后不停,从而出现F50报警,手动旋转也不停。根据机床工作原理,工作台的旋转是液压控制的,向前旋转是PLC输出Q1.6控制电磁阀Y1.6来完成的,利用系统PC菜单下的PCSTATUS功能检查PLC输出Q1.6的状态,一直为1,所以旋转不停。检查这部分的梯形图,Q1.6的梯形图在PB10的15段中,见图2-34。

图2-34 关于PLC输出Q1.6的梯形图
根据机床控制原理,标志位F121.3是自动操作方式的标志,F100.1是手动操作方式的标志。因为手动、自动旋转都不正常,所以,问题肯定出在标志位F141.2上。检查F141.2的状态,一直为1,所以工作台一直旋转不停。图2-35是关于F141.2的梯形图,检查每个元件的状态,F105.5、F121.6、I4.4的状态为1,Q66.7、Q76.7、I4.3的状态为0、使F141.2的状态为1。根据机床工作原理,其他状态都是正确的,只有F121.6的状态在工作台到位时应该变为0。标志位F121.6的梯形图见图2-36,其中标志位F121.2是工作台旋转的停止条件,其状态一直为0,所以使F121.6的状态一直为1。F121.2的梯形图见图2-37,检查梯形图各元件的状态,F91.1的状态一直为1,而PLC输入I5.0却一直为0,没有变化。根据如图2-38所示的机床电气原理图,PLC输入I5.0连接检测工作台到达停止位置的检测开关S5.0,其状态一直为0,说明开关可能有问题。打开机床保护罩,对开关进行检查,发现旋转工作台停止检测的碰块松动,已经串位,压不上检测开关,所以工作台一直旋转不停。

图2-35 标志位F141.2的梯形图
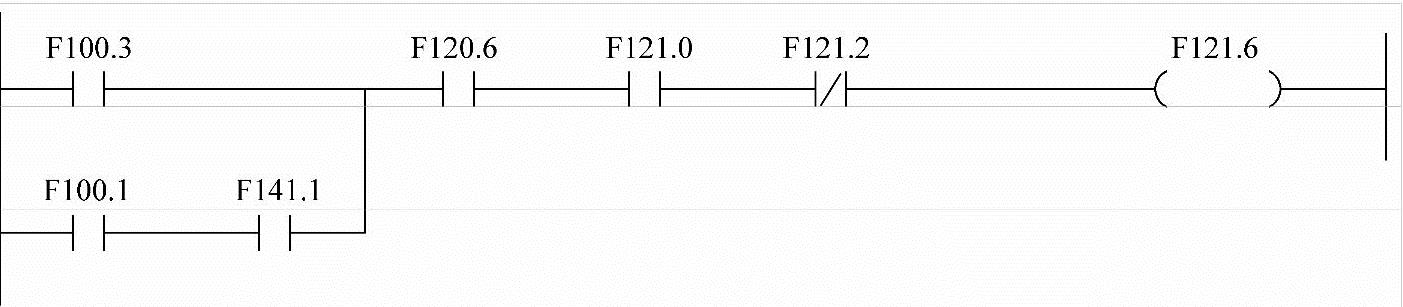
图2-36 标志位F121.6的梯形图

图2-37 标志位F121.2的梯形图
故障处理:将碰块移回原位,并紧固,工作台旋转恢复正常。
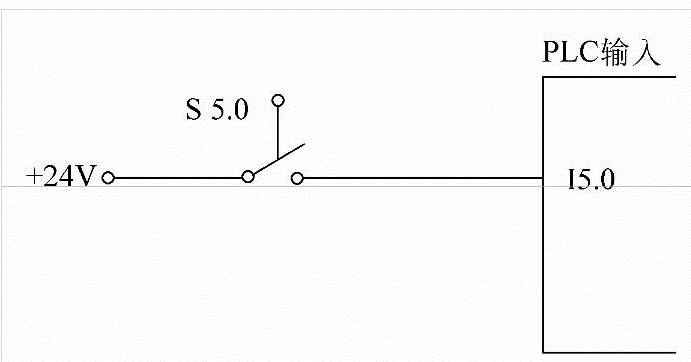
图2-38 PLC输入I5.0连接图
【例2-55】 一台数控球道铣床工作台不旋转。
数控系统:西门子3TT系统。
故障现象:旋转工作台不旋转。
故障检查与分析:这台机床是一台三工位的数控铣床,在一工位装、卸工件;二工位粗铣;三工位精铣,工作台可以旋转。根据工作台的控制原理,旋转时首先将工作台浮起,这个动作是气动控制的,浮起之后才能由液压系统控制旋转。工作台浮起是气动电磁阀Y1.2由PLC输出Q1.2控制,利用系统PC功能下的PL CSTATUS(PLC状态)功能检查PLC输出Q1.2的状态,在旋转时为“0”没有变为“1”。为此以Q1.2为线索,利用机外编程器在线跟踪相关梯形图的运行状态。
梯形图在线跟踪:将编程器PG685连接到数控系统上,查找关于Q1.2的梯形图,Q1.2的梯形图在PB20的第2段中(见图2-39),标志位F97.0的触点没有闭合是PLC输出Q1.2没电的原因。

图2-39 工作台浮起控制的梯形图
继续观察PB20的9段中关于标志位F97.0的梯形图(见图2-40),发现标志位F120.6的触点没有闭合,使F97.0没有置位。继续观察PB20的3段中关于F120.6的梯形图(见图2-41),发现标志位F120.6没电是因为标志位F120.4的触点没有闭合。
故障根本原因尚未找到,继续跟踪梯形图PB20的3段(见图2-42),发现工作台旋转的先决条件标志位F120.3的触点没有闭合是标志位F120.4没电的原因。向下查看PB15的5段中关于F120.3的梯形图(见图2-43),标志位F122.3和F121.5触点都未闭合,导致F120.3没电。
根据机床工作原理,标志位F121.5是工作台到位信号,断开是正常的,只有分度头都在起始位置的标志位F122.3触点没有闭合影响F120.3得电。
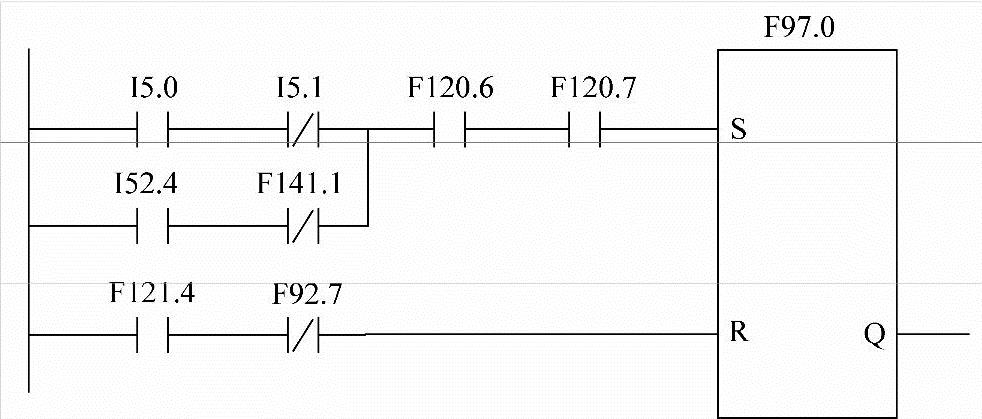
图2-40 标志位F97.0的梯形图
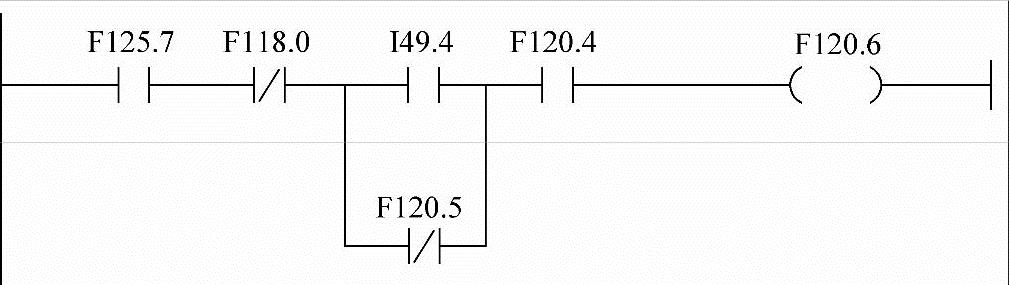
图2-41 标志位F120.6的梯形图

图2-42 标志位F120.4的梯形图
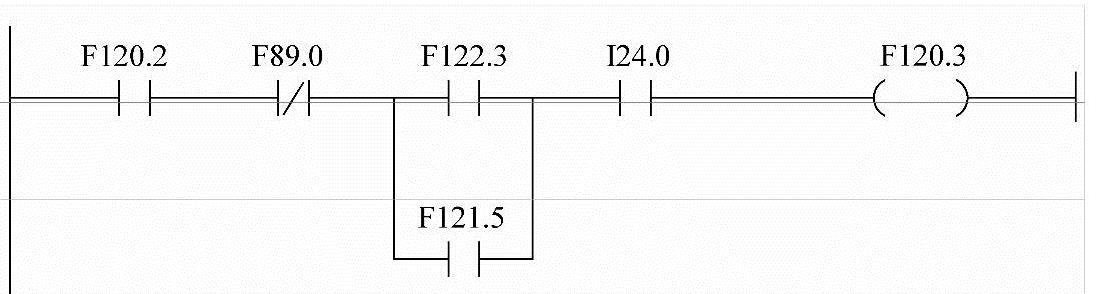
图2-43 标志位F120.3的梯形图
因机床安全的要求,只有两个加工工位的分度头都在起始位置时,工作台才能旋转。但分度头无论怎样分度,这个标志都为“0”,为此继续跟踪PB21的4段关于F122.3的梯形图(见图2-44),发现PLC输入I9.7的触点没有闭合,故标志位F122.3总是没电。PLC输入I9.7和I10.6连接的接近开关用来检测反映二、三工位分度头是否在起始位置,正常情况下二者应该同步动作,但分度时I9.7和I10.6状态总是相反,进一步检查发现三工位分度头产生机械错位,是机械问题引起机床不能正常工作。
故障处理:调整三工位分度机械机构,使两个工位分度同步进行,这时机床恢复正常使用。

图2-44 标志位F122.3的梯形图
【例2-56】 一台数控铣床旋转工作台出现故障。
数控系统:西门子3TT系统。
故障现象:旋转工作台旋转时不落下。
故障检查与分析:根据PLC的梯形图进行检查,发现故障原因是标志位F97.0的状态为“1”,利用机外编程器在线观察图2-45所示的梯形图,发现标志位F97.0置位的条件已经撤销,但没有进行复位,所以状态一直为“1”,而没有复位的原因是标志位F121.4的状态为“0”,检查F121.4的梯形图,发现因为出现故障后断电重开,已无法变为“1”。
故障处理:利用系统的PC功能调出标志位F97.0的状态显示,然后强行输入“0”,使标志位F97.0复位,这时机床恢复了正常使用。
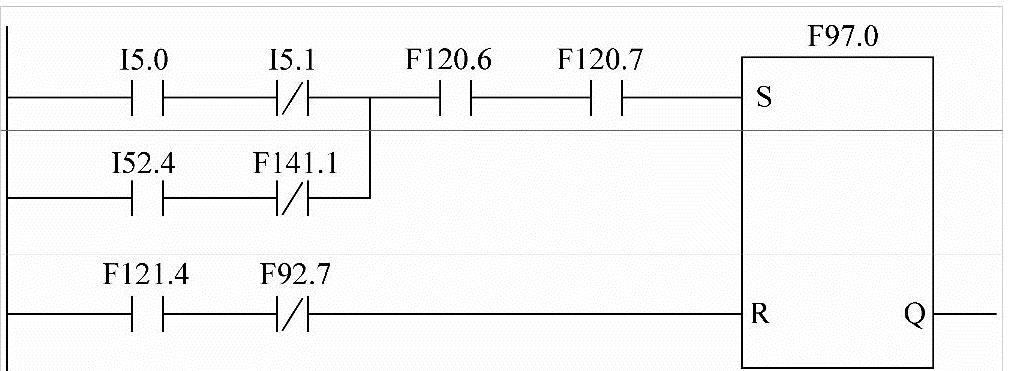
图2-45 标志位F97.0的梯形图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。