



【例5-96】 G18-CNC-1000数控磨床U轴失控故障的修复。
故障现象:机床一开机各部分功能均正常运转,但是运行大约1h左右电箱温度升到32℃时(说明书规定在0~45℃间均能正常运行)。进给轴U轴出现失控现象。具体表现在按下进给或归零按键能听到“咔嗒、咔嗒”断续的进给伺服电动机转动声音,但不能正常进给或归零,操作其他功能正常,只是不能进行吃刀加工。
故障检查与分析:G18-CNC-1000磨床为美国MOORE公司生产,采用G3472数控系统。因为该机床U轴独立控制,并且能从现象上明确判断非机械故障,因此把故障隔离仅局限在U轴控制各部位。U轴控制原理框图如图5-109所示。
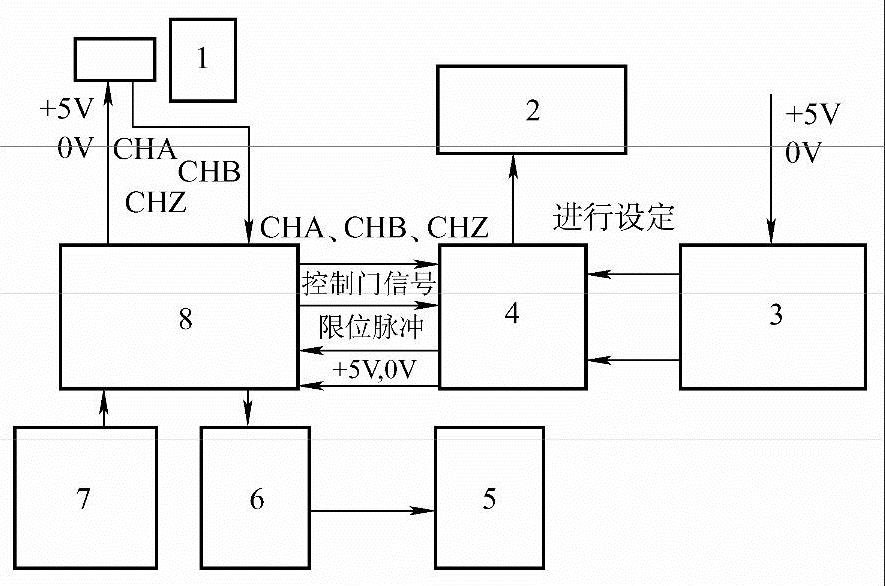
图5-109 U轴控制原理框图
1—编码器 2—显示 3—轮形设定开关板 4—显示驱动比较电路控制板 5—伺服电动机 6—前级驱动 7—按钮控制站 8—逻辑控制板
U轴工作过程,一开机自动复位归零。按下进给键。逻辑板接收到该命令后发出信号起动伺服电动机,同时打开光栅测量计的通道送到显示及比较印制电路板,进行计数显示。并且给出一门控信号使显示比较电路提取设定数据进行比较,当达到预定值时,给出限位脉冲,通过逻辑控制伺服电动机停止进给,归零工作过程基本相似。在分析清楚工作过程后与故障现象对应起来进行分析,因该故障不能正确显示又不能正常运转,因此故障应在与显示和运转都有关联的部位——编码器、逻辑控制板和显示比较控制板部分。再者故障在电箱升温后才出现,因而有足够的时间进行信号对比测量检查。
故障外理:通过分析,对怀疑部位进行由浅入深的排除法诊断,通过比较编码器输出的CHA、CHB、CHZ信号,故障前后无不同现象,故可初步排除此部位,进一步对逻辑控制板处理后的CHA、CHB、CHZ进行对比检查发现其测量结果不一样。因此,该板为初步怀疑对象,从出现故障的情况看,温升是一个很重要的影响因素。因此为证实初步判断,我们用电风扇对着逻辑板吹,进行冷却,结果能延长正常运转时间,至此可以肯定该板上元件有问题。因为没有详细线路图。要做到片级修理比较困难,但是电箱温度范围在0~45℃,现只到32℃就出现故障。因此,我们用触摸比较温升来确定不良元件。通过触摸发现有两块同一型号的芯片温度相差很大。我们给温升高的一块表面搽涂酒精进行降温,果然能延长正常开机时间,后查为uPB82878总线发送器故障,更换该芯片,故障排除。
【例5-97】 美国BRYANT公司的数控外圆磨床X轴振动故障的处理。
故障现象:这台机床使用3年以后,X轴运动产生的振动越来越大,而且运动的速度越快,产生的振动越大,影响了机床的加工精度。
故障检查与分析:美国BRYANT公司的数控外圆磨床采用该公司自己的TEACHABLE III控制系统。分析认为:①如果X轴导轨或滚珠丝杠出现问题,则会引起这个故障。对机械装置进行检查,没有发现问题,并且导轨润滑也很正常,机械问题被排除了;②速度环出现问题也是引起振动的主要原因,为此我们首先更换了伺服系统的补偿板和放大板,都没能解决问题,然后检查了速度环的增益,如果增益过大,会造成系统振荡,从而使轴向运动产生振动,但测量的增益值与原始设定值并无区别,降低增益设定值,也未能消除振动;③这台机床伺服控制装置采用的直流控制系统,是美国KOLLMORGEN、INDUS TRIAL DRIVES公司的产品,为SBD/X系列P.W.M直流伺服电动机控制系统,直流伺服电动机也是采用这个公司的产品。如果直流测速电动机电刷接触不良,测速机输出电压不稳定,引起速度环反馈电压不稳,也会造成速度环振荡。为此我们测量了测速电动机绕组电阻,阻值较大,达数百欧姆,比标准值高出几倍,标准值为一百欧姆。并且随着转动角度不同,阻值也不相同。肯定测速电动机电刷出现了问题。将电动机拆开检查,发现测速电动机电刷已被腐蚀,原来这台电动机通有压缩空气,因为冬季含水量超标,致使电刷损坏。(https://www.xing528.com)
故障处理:将测速电动机的电刷更换后,机床的故障被排除,机床恢复了正常使用。为了避免类似问题的再次发生,将压缩空气管路增加过滤干燥装置,清洁压缩空气,减少水分和其他杂质。使问题得到了解决。
【例5-98】 一台数控外圆磨床砂轮主轴不转。
数控系统:美国BRYANT公司的TEACHABLE Ⅲ系统。
故障现象:这台磨床一次出现故障,起动砂轮主轴后,出现报警“Wheel RPM:nofeed Back”(砂轮速度:没有反馈),指示主轴速度没有反馈。
故障检查与分析:因为报警指示主轴速度没有反馈,但在起动主轴时观察砂轮主轴,发现主轴没有旋转,说明不是反馈问题。
根据机床工作原理,砂轮主轴是由ALLEN BRADLEY公司的变频器控制的,观察变频器不论是否起动主轴,变频器始终显示F02--,没有变化,据此分析问题可能出在起动控制方面。
根据图5-110所示的电气原理图进行检查,PLC的输出Q26起动主轴,在起动主轴时其状态为“1”,没有问题,它控制的继电器4CR线圈上也有控制电压,但其动合触点却没有闭合,测量其线圈,发现已开路,说明继电器4CR损坏。
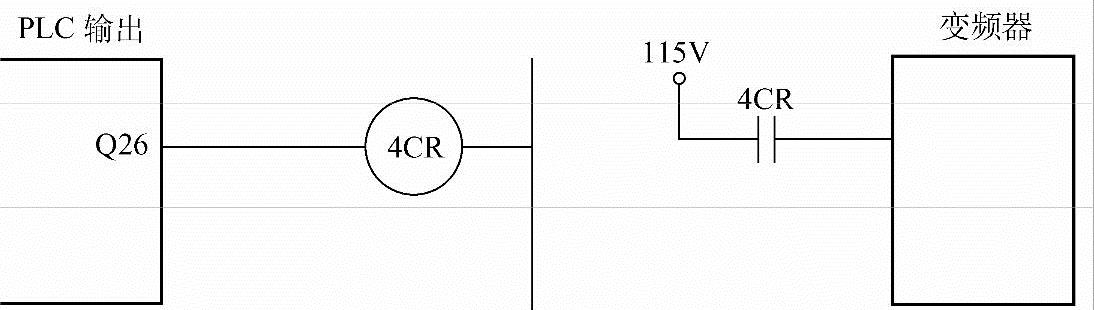
图5-110 砂轮主轴电气原理图
故障处理:更换新的继电器,机床恢复正常。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。