



【摘要】:为了解决这些问题,对制件进行适当的后处理。退火是为了消除或降低制件成型后的残余应力。调湿处理是一种调整制件含水量的后处理工序,主要用于吸湿性很强,且又容易氧化的聚酰胺等塑料制件。但应指出,并非所有塑料制件都要进行后处理,通常,只用于带有金属嵌件、使用温度变化较大、尺寸精度要求高和壁厚大的制件。表3-2 部分热塑性塑料的后处理工艺条件
由于成型过程中塑料熔体在温度和压力作用下的变形流动行为非常复杂,再加上流动前塑化不均以及充模后冷却速度不同,制件内经常出现不均匀的结晶、取向和收缩,导致制件内产生相应的结晶、取向和收缩应力,脱模后除引起时效变形外,还会使制件的力学性能、光学性能及表观质量变坏,严重时还会开裂。为了解决这些问题,对制件进行适当的后处理。常用的后处理方法有退火和调湿两种。
退火是为了消除或降低制件成型后的残余应力。对于结晶型塑料制件,利用退火能对它们的结晶度大小进行调整,或加速二次结晶和后结晶的过程。此外,退火还可以对制件解除取向,并降低制件硬度和提高韧性。生产中的退火温度一般都在制件的使用温度以上10~20℃至热变形温度以下10~20℃之间进行选择和控制。保温时间与塑料品种和制件厚度有关,如无数据资料,也可按1mm厚度约需0.5h的原则估算。退火冷却时,冷却速度不宜过快,否则还有可能重新产生温度应力。
调湿处理是一种调整制件含水量的后处理工序,主要用于吸湿性很强,且又容易氧化的聚酰胺等塑料制件。调湿处理所用的加热介质一般为沸水或醋酸钾溶液(沸点为121℃),加热温度为100~121℃,保温时间与制件厚度有关,通常约取2~9h。
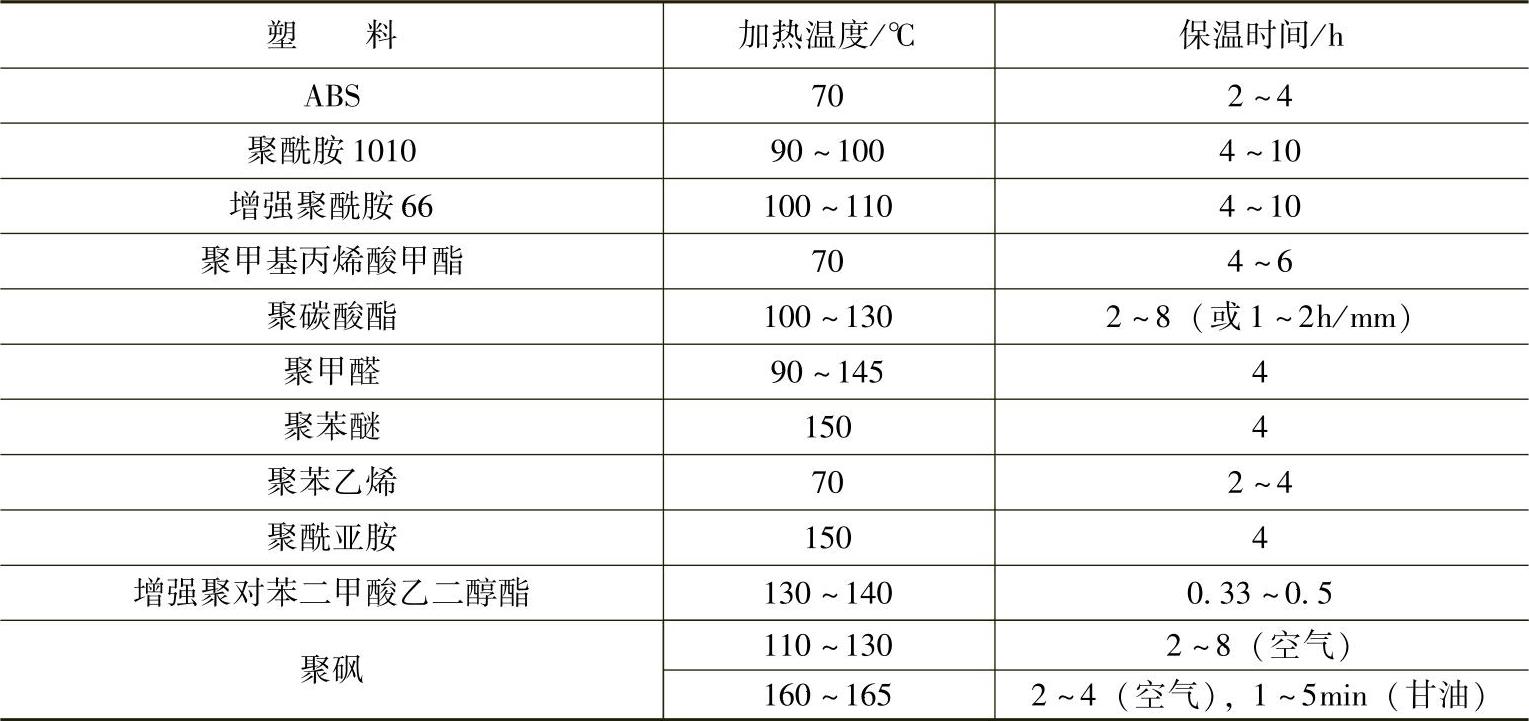
表3-2列出了部分热塑性塑料后处理工艺条件。但应指出,并非所有塑料制件都要进行后处理,通常,只用于带有金属嵌件、使用温度变化较大、尺寸精度要求高和壁厚大的制件。(https://www.xing528.com)
表3-2 部分热塑性塑料的后处理工艺条件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。