



常用的直接划线工具有:划线平台、划针、划规、长划规、特殊圆规、定心规、划线尺架、高度游标卡尺、直角尺、划针盘和样冲等。
1.划线平台
划线平台(又称划线平板)是划线工作的基准工具,它是一块经过精刨和刮削等精加工的铸铁平板。工作面的精度分为6个等级,有000、00、0、1、2和3级。一般用来划线的平板精度为3级,000、00、0、1和2级用作质量检验。
由于平板表面的平整性直接影响划线的质量,因此要求平板水平放置,平稳牢靠。平板的各个部位要均匀使用,以免局部地方磨凹,而且不得碰撞和在平板上锤击工件。平板要经常保持清洁,用毕应擦拭干净、涂油防锈,并应按规定定期检查、调整和研修(局部),使其保持水平状态,保证平面度不低于国家标准规定的3级精度。
2.划针
划针是用来在钢板表面划出凹痕线段的工具,如图3-1a所示。划针通常采用直径为4~6mm、长为200~300mm的弹簧钢丝或高速钢制成。划针的尖端必须经过淬火,以提高其硬度,或者在划针尖端处焊一段硬质合金,然后刃磨,以保持锋利。
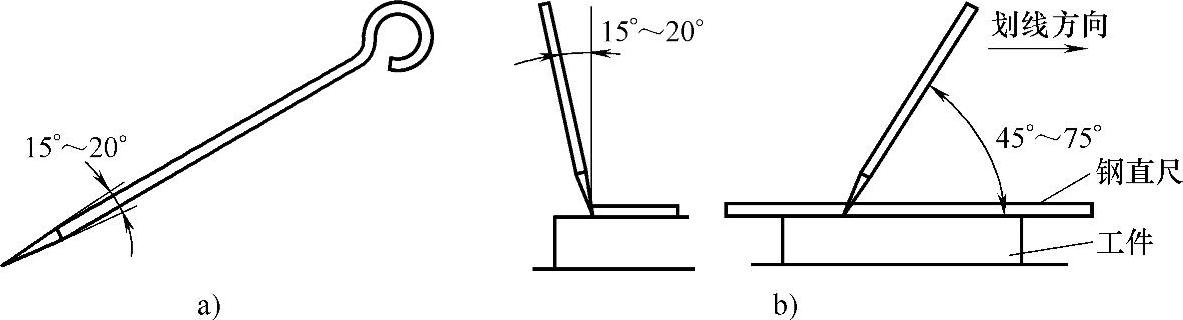
图3-1 划针及其使用
a)划针的结构 b)划针的使用
划针的刃磨角度为15°~20°(见图3-1a)。用钢丝制成的划针用钝后需要重磨,重磨时要边磨边用水冷却,以防针尖过热退火而变软。使用时,用右手握持划针,使针尖与直尺底边接触,针杆向外倾斜15°~20°,同时向划线方向倾斜45°~75°,如图3-1b所示。
划线时,应使用均匀的压力使针尖沿直尺移动划线,线条应一次完成,不要反复划,否则线条变粗、不重合或模糊不清,会影响划线质量。
3.划规
划规是用于在钢板表面划圆弧、求圆心、划垂线或分段测量长度的工具。常用的有普通划规(见图3-2a)、扇形划规(见图3-2b)和弹簧划规(见图3-2c)等几种。
1)普通划规。普通划规张开、闭合调节比较方便,适用于量取变动的尺寸。
2)扇形划规。扇形划规由于刚性较好,故常用于分段测量毛坯的尺寸。为避免工作中受振动而使扇形划规张开的角度发生变化,使用时可用锁紧螺母将两脚固定。
3)弹簧划规。弹簧划规张开的角度是用螺母进行调节的,两脚尖的张开角度在工作中不易变动,常在分段测量光坯的尺寸时使用。
划规一般采用45钢制成,其两脚要保证长短一致,脚尖能合拢靠紧,以便能划较小的圆或圆弧。为了保证脚尖锋利,可对其进行热处理淬火,或者在两脚端部焊上一段硬质合金,以提高其耐磨性。
使用普通划规时,右手大拇指与其他四指相对捏住划规上部即可,如图3-2d所示。划圆或圆弧时,需将作为旋转中心的一个脚尖插在作为圆心的孔眼(或样冲眼)内定心,并施加较大的压力,另一脚则以较轻的压力在材料表面划出圆或圆弧,这样可保证中心不会移动,如图3-2e所示。
用划规划圆时,应通过钢直尺量出所划圆或圆弧的半径,先试划一小段圆弧,再用钢直尺检查圆弧半径值:如果半径值正确,就可以接着划圆和圆弧;如果不正确,就要调整半径值。为安全起见,每次只按顺时针划出1/4(90°)圆的圆弧段,然后对工件或划规作一个角度的调整,接着再划出后续1/4圆弧段,分4次逐段划出整个圆,如图3-2f所示。
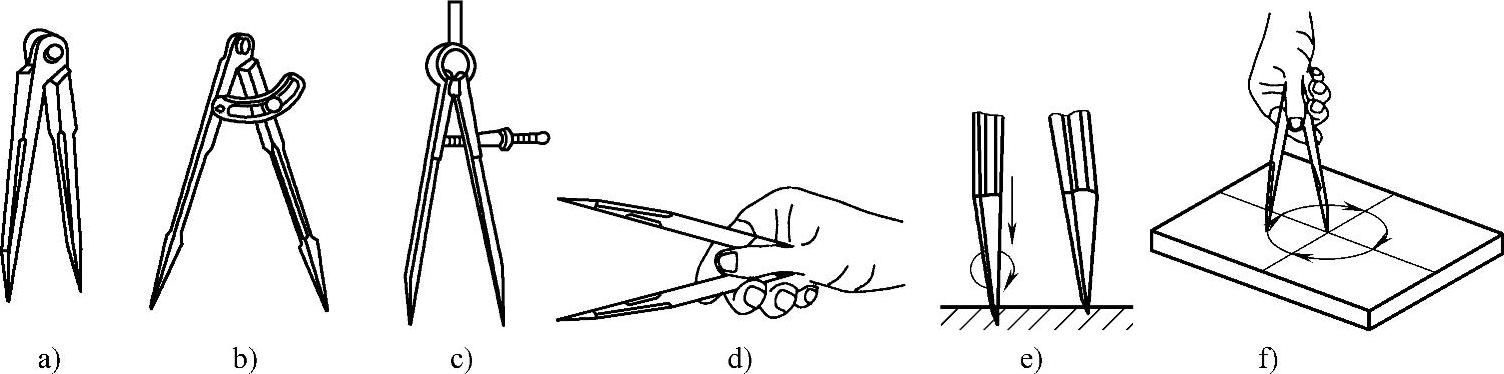
图3-2 划规及其使用
a)普通划规 b)扇形划规 c)弹簧划规 d)普通划规的使用 e)、f)划圆或圆弧的操作
4.长划规及特殊圆规
长划规俗称梁圆规、长杆划规等,是划大圆、大圆弧、垂线或分段测量长线段的工具。长划规以硬质木板(厚度为12~20mm,宽为30~40mm,长为1000~3000mm)或表面光洁的钢管作长杆,在长杆上套两只可以移动并调节的圆规脚,圆规脚上安装有锁紧用的紧固螺钉,如图3-3所示。
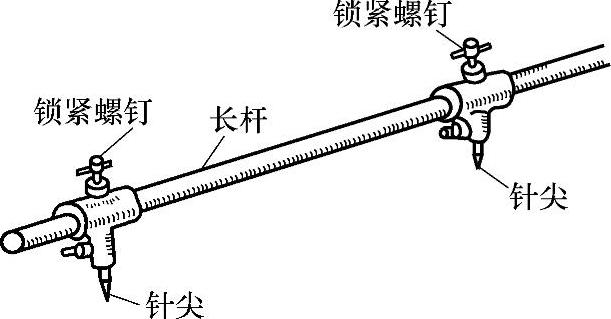
图3-3 长划规
用圆规划圆时,圆规两针尖要在同一平面上,如果两针尖不在同一平面上,则针尖间的距离就不是所划圆的半径。如果由于零件形状的限制,圆规两针尖不能在同一平面内时,这时若要划出半径为r的圆,则两针尖的距离应调整为R=r2+h2,其中h为两阶梯表面的垂直距离(参见图3-4)。
当h较大时,由于圆规定心针尖不能顶在样冲眼的中心,所以划出的圆是有误差的。此时,可采用图3-5所示的特殊圆规划圆。这种圆规的一只脚可调节长短,两脚间距可平行移动。
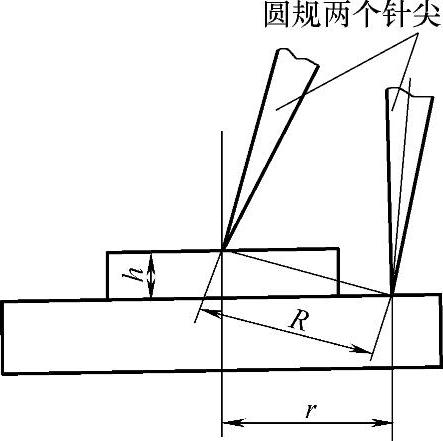
图3-4 在阶梯表面上划圆
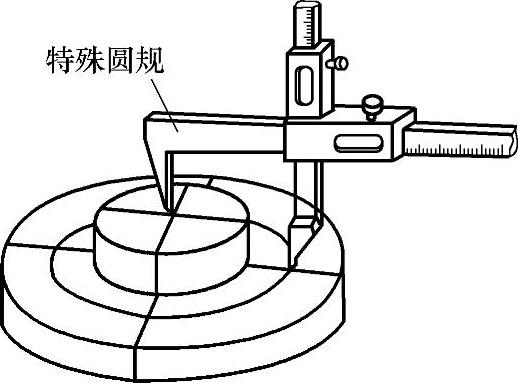
图3-5 特殊圆规
5.定心规
定心规是用来确定孔、轴类工件中心线的划线工具。定心规与直角尺或V形铁、方箱配合可划出工件的十字中心线。定心规结构如图3-6a所示,其划线操作如图3-6b所示。
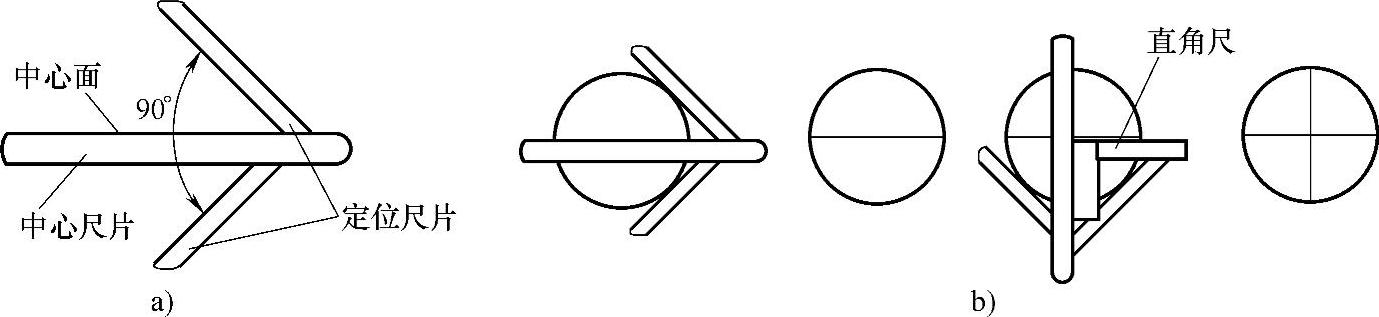
图3-6 定心规的结构及其划线操作
a)定心规的结构 b)定心规的划线操作
用定心规划轴中心线,关键的是要将定心规相邻的两工作面靠住所划工件轴的外圆(见图3-6b),用划针沿定心规直尺划一条线,再将中心规转过90°划一条线,这时工件两端面上的两个交点的连线,即为轴中心线。
6.划线尺架
划线尺架是用来夹持钢直尺的划线辅助工具,有固定尺架和可调尺架两种。图3-7所示为可调尺架的结构。
划线尺架是与划针盘配合使用的工具,其划线精度为±0.2mm,主要用于毛坯的划线。用划针盘进行划线时,要在划线尺架上度量出所需要的高度尺寸。使用划线尺架时,首先要保证钢直尺的底部端面一定要与平台工作面接触,然后拧紧锁紧螺钉固定钢直尺。
7.高度游标卡尺(https://www.xing528.com)
高度游标卡尺(又称为高度划线尺)实际上是高度尺和划针盘的组合,它是用来测量高度和划线的量具,其结构如图3-8所示,技术参数见表3-1。
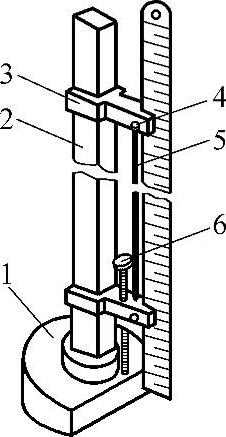
图3-7 可调尺架
1—底座 2—立杆 3—滑块 4—粗调螺钉 5—连接杆 6—微调螺钉
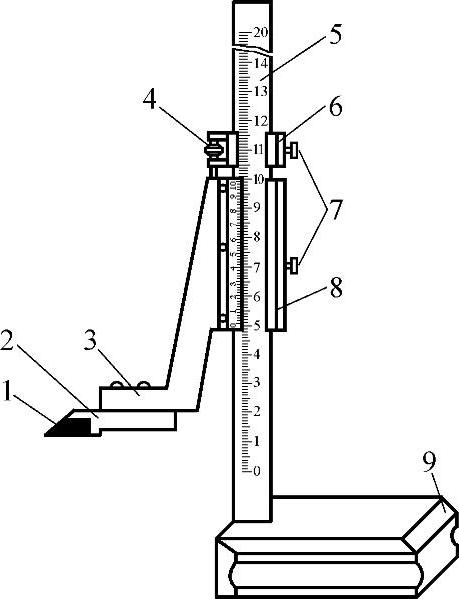
图3-8 高度游标卡尺的结构
1—硬质合金刀尖 2—刀体 3—尺脚 4—微调手轮 5—尺身 6—微调装置 7—锁紧螺钉 8—游标 9—尺座
表3-1 高度游标卡尺的技术参数(单位:mm)

使用高度游标卡尺进行划线操作时,首先应进行尺寸调整。调整时,左手的大拇指与其他四指相对,捏住尺座底部,尺身呈水平状态并与视线相垂直(见图3-9a)。调整方法是:首先旋松游标和微调装置上的锁紧螺钉,右手移动游标粗调尺寸,然后拧紧微调装置上的锁紧螺钉,通过微调手轮移动游标精调尺寸,最后拧紧游标上的锁紧螺钉。
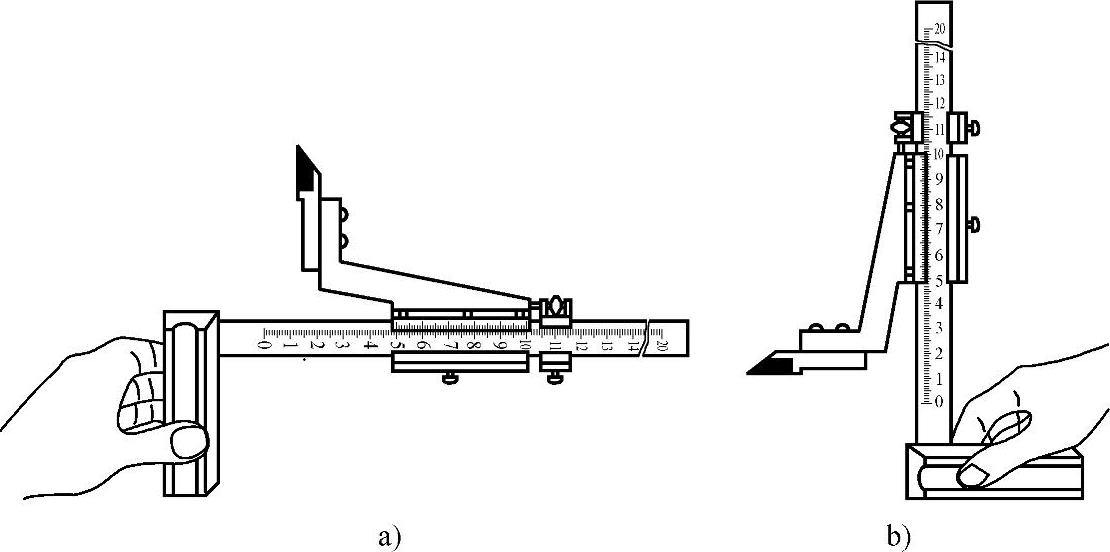
图3-9 高度游标卡尺的握法
a)调整尺寸时的握法 b)划线时的握法
划线操作时,用右手的大拇指与其他四指相对,捏住底座两侧(见图3-9b),使刀尖与被划工件表面的夹角呈45°左右,并要自前向后地拖动尺座进行划线,同时还要适当用力压住尺座,防止出现尺座摇晃和跳动。
精密划线时,还应检查刀尖和游标的零位是否准确。检查方法是:首先移动游标下降,使刀体的下刀面与平台工作面接触(见图3-10),然后观察游标的零位与尺身的对齐状况,如果误差较大,则要通过尺座的尺身调整装置对尺身进行相应调整。
应该说明的是,高度游标卡尺是一种精密工具,主要用于半成品划线,不得用于毛坯划线。当刀尖用钝后,需要进行刃磨。刃磨时注意只能刃磨上刀面(斜面),两个侧面和下刀面(基准面)不要刃磨,如图3-11所示。
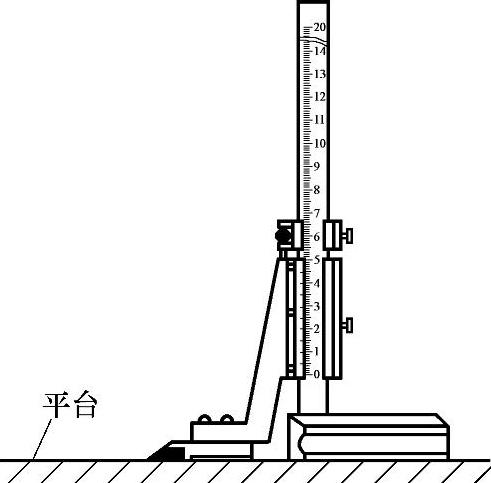
图3-10 检查刀尖和游标的零位
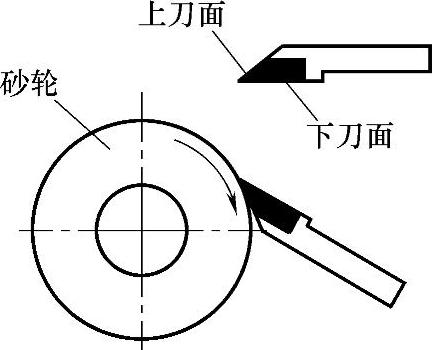
图3-11 刃磨刀尖
若使用时,不小心碰坏了硬质合金划线脚的一角,可细心地用碳化硅砂轮修磨其侧面,以保持划线脚的锋利。高度游标卡尺不用时应涂好防锈油妥善保管。
8.直角尺
直角尺既可用来检验工件装配角度的准确性,也可用作划线的导向工具。划线时,可先用钢直尺和划针确定出尺寸位置(划一段短线),然后再用直角尺和划针配合划出完整线段。注意要以尺座的内基准面紧贴工件的一个基准面,这样才能保证划线时的导向准确性,如图3-12所示。
9.划针盘
划针盘是用来进行立体划线和找工件位置的工具,分为普通式(见图3-13a)和可调式(见图3-13b)两种,由底座、支杆、划针和夹紧螺母等组成。划针盘的直头端常用来划线,弯头端常用来校正工件的位置。
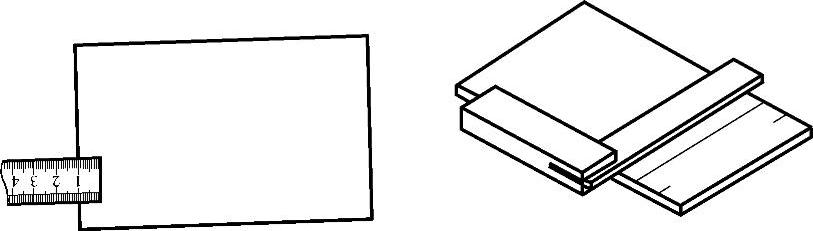
图3-12 直角尺划线操作
划线时,用右手的大拇指与其他四指相对,捏住底座两侧,并应使划针尽量处于水平位置,不要倾斜太大角度;划针伸出的部分应尽量短些,这样划针的刚度较好,不易抖动;划针要夹紧,避免尺寸在划线过程中变动。在移动底座时,一方面要将针尖靠紧工件,并使划针与工件的划线面之间沿划线方向倾斜一定角度;另一方面应使底座与平台台面紧紧接触,无摇晃或跳动现象。因此,要求底座与平台的接触面应平整、干净。
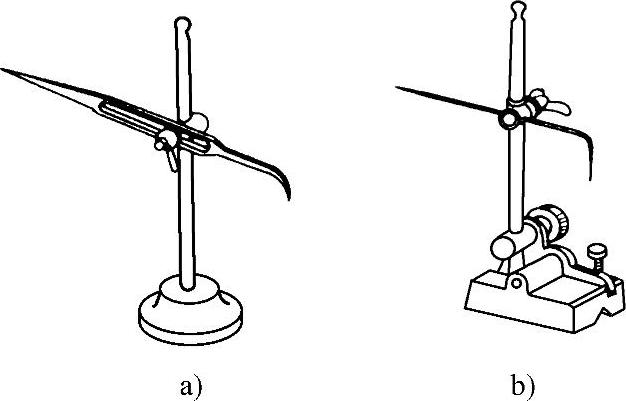
图3-13 划针盘
a)普通式 b)可调式
10.样冲
样冲是用于在钢板上冲眼的工具。为使钢板上所划的线段能保存下来,作为加工过程中的依据和检查标准,需在划线后用样冲沿线冲出小眼作为标记。在使用划规划圆弧前,也要用样冲先在圆心上冲眼,作为划规脚尖的定心。
样冲用高碳钢制成,呈圆柱形,其尖端磨成45°~60°的锐角,并经过淬火(顶端不淬火)处理。
使用样冲时,应用左手大拇指与食指、中指和无名指相对捏住冲身(见图3-14a)。冲点时,先将样冲尖端置于所划的线或圆心上,使样冲倾斜一定角度(见图3-14b),然后将样冲竖直,用锤子轻击顶端,冲出孔眼。冲眼在直线段上可冲得稀些,曲线段上应冲得密些;在粗糙面上应冲得密些、锥坑直径大些,在光面上可冲得稀些、锥坑直径小些。具体可参考表3-2操作。
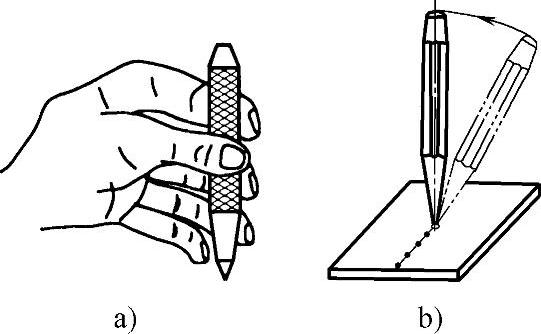
图3-14 样冲的操作
a)样冲的握法 b)样冲的冲点
表3-2 冲眼操作的技术参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。