



分度头是一种重要的铣床附件,也是钳工在生产中常用的工具,特别是在划线操作时需经常用到。分度头按其结构不同,一般可分为直接分度头、机械分度头和光学分度头三种。机械分度头又分为万能型分度头(FW)和半万能型分度头(FB)两种类型,通常使用较多的是万能分度头。万能分度头的规格主要是以其夹持工件的最大直径来表示,如FW250型万能分度头,F表示分度头、W表示万能型、250表示其夹持工件的最大直径为250mm。钳工常用的万能分度头的型号有FW200、FW250和FW320三种。
1.万能分度头的结构
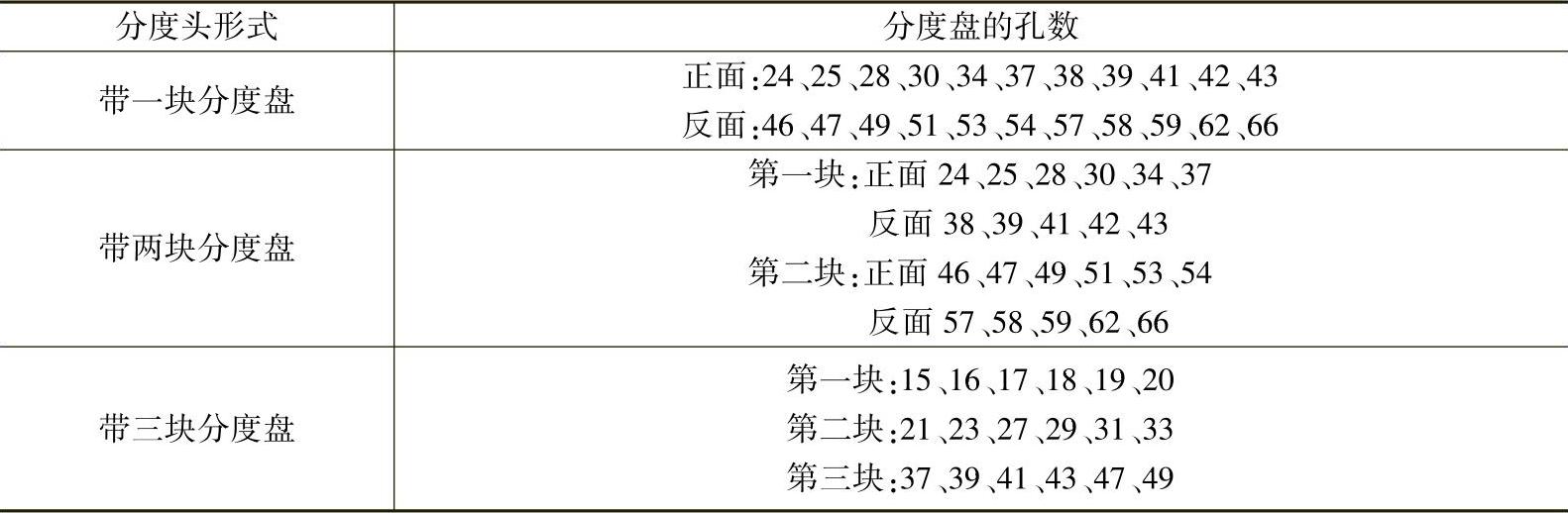
万能分度头的结构如图3-45所示。基座11是分度头的主体,回转体9可沿基座11作水平轴线回转,同时也可以在垂直方向的-10°~110°范围内任意转动。刻度环2套在主轴10上,刻度环2上刻有0°~360°的刻度,用来直接分度。分度盘4的正反面上都有若干圈不同等分的小孔,可在分度定位时使用。不同形式的分度头配备的分度盘块数也不同,如有配备一块、两块和三块的。各种分度盘的孔数见表3-8。
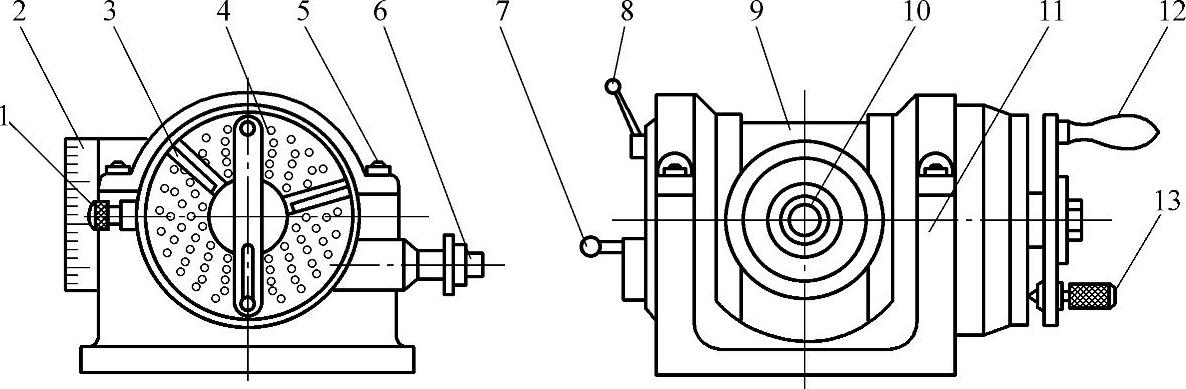
图3-45 FW250型万能分度头的结构
1—分度盘锁紧螺钉 2—刻度环 3—分度叉 4—分度盘 5—锁紧螺栓 6—交换齿轮轴 7—蜗杆脱落手柄 8—主轴紧固手柄 9—回转体 10—主轴 11—基座 12—分度手柄 13—定位插销
表3-8 各种分度盘的孔数
2.万能分度头的传动系统
万能分度头的传动系统一般有三条传动路线,如图3-46所示。
第一条传动路线:当分度手柄10转动时,通过一对圆柱齿轮(i=1)和蜗杆副(i=1/40)使主轴1转动。
第二条传动路线:动力由交换齿轮6侧轴12输入,经过一对交错轴斜齿轮7(i=1),使它与斜齿轮固定在一起的分度盘11旋转。若定位插销9插在分度盘孔中,则可带动分度手柄10按照第一条传动路线使主轴1转动。
第三条传动路线:主轴1后端装有交换齿轮6心轴,用交换齿轮6与主轴1连接。转动分度手柄10,使主轴1按照第一条传动路线转动,若同时又经过交换齿轮6按照第二条传动路线使主轴1转动,则主轴1的实际转数就是这两种传动的合成。
3.万能分度头的分度原理
由图3-46所示万能分度头的传动系统可知,分度手柄转过40转,分度头主轴转过1转,即传动比为40∶1(40称为分度头的定数,定数是分度头内蜗杆蜗轮副的传动比)。因此,分度手柄转过的转数n的计算公式为
式中n——分度手柄转过的转数;
40——分度头定数;
Z——工件等分数。
4.万能分度头的分度方法
万能分度头可用来对各种等分数及非等分数进行分度。分度的方法有简单分度法、角度分度法和差动分度法等。
(1)简单分度法 简单分度法又称为单式分度法,是最常用的分度方法。用这种方法分度时,分度盘固定不动,转动分度手柄,通过蜗杆蜗轮副带动主轴和工件转过一定的转(度)数。简单分度法有下列两种情况:
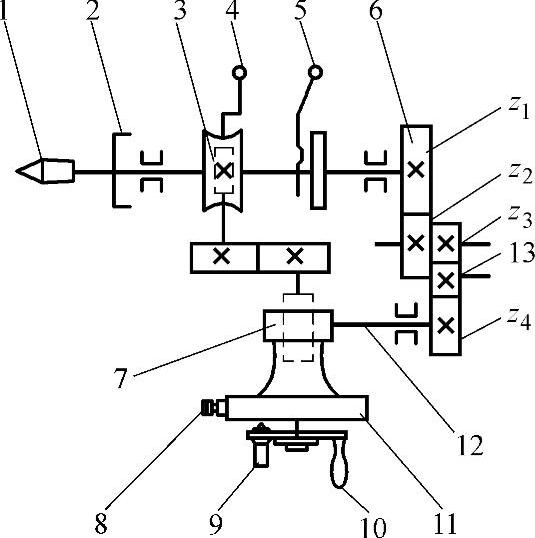
图3-46 FW250型万能分度头的传动系统
1—主轴 2—刻度环 3—蜗杆 4—蜗杆脱落手柄 5—主轴紧固手柄 6—交换齿轮 7—交错轴斜齿轮 8—分度盘锁紧螺钉 9—定位插销 10—分度手柄 11—分度盘 12—侧轴 13—中间齿轮
1)当工件的等分数为定数40的整除数时,由于分度手柄转过40r,分度头主轴转过1r,即传动比为40∶1,所以分度手柄转过的转数可由公式n=40/Z确定。
2)当计算的转数不为整数而是分数时,可采用分度盘上相应孔圈进行分度。具体方法是选择分度盘上某孔圈,其孔数为分母的整倍数,然后将该分数的分子、分母同时增大到整倍数,利用分度叉实现非整转数部分的分度。
(2)角度分度法 角度分度法是简单分度的另外一种形式,只是计算的依据不同。简单分度法是以工件的等分数作为计算分度的依据,而角度分度法是以工件所需转过的角度θ作为计算分度的依据。由于分度手柄转过40r,主轴带动工件转过1r,即360°,所以分度手柄每转过1r,工件转过9°。因此,可得出角度分度法的计算公式为
角度分度法有下列两种情况:
1)当工件的等分角度为9的整除数时,可由公式 确定。(https://www.xing528.com)
确定。(https://www.xing528.com)
2)当工件的等分角度不为9的整除数时,可利用分度叉实现非整转数部分的分度。
(3)差动分度法 分度时遇到的等分数是用简单分度法难以解决的质数(如61、67等)时,就要采用差动分度法来进行分度。差动分度法的分度头传动路线是前述的第三条传动路线。
在分度头的主轴后锥孔中装上交换齿轮心轴,通过交换齿轮使分度头主轴与分度盘连接起来。此时,必须松开分度盘的紧固螺钉,转动分度手柄,经过一系列传动使主轴转动。主轴转动,经交换齿轮和一对交错轴的斜齿轮使分度盘转动。分度盘通过手柄上的定位销,带动手柄同向或反向转动一个角度。手柄的实际转数是手柄相对于分度盘的转数与分度盘的转数的代数和。进行差动分度时,首先选取一个与所要求的等分数接近,而又能在分度盘的孔圈中找得到的等分数Z0,并设实际等分数为Z1,则主轴每转过1/Z0,就比1/Z1多转或少转了一个较小的角度。这个角度就要通过交换齿轮使分度盘正向或反向转动来得到。由此可得差动分度的计算公式如下:
式中Z1——工件实际等分数;
Z0——工件假设等分数;
i——交换齿轮传动比。
若式中的i值为负值,则表示分度盘手柄转向相反。转向的调整可通过交换齿轮的中介齿轮来解决。
5.分度操作实例
根据分度头的传动系统可知,简单分度法的原理是:当手柄转过一圈,分度头的主轴便转过1/40周。如果要求主轴上装夹的工件Z等分,即每次分度时主轴应转过1/Z周,则手柄每次分度时应转的转数为:n=40/Z。
如要在一圆盘端面上划出六边形,每划一条线后,划下一条线手柄的操作可按以下方法进行:
由于此处Z=6
故分度头手柄摇转的圈数n=40/Z=40/6=(6+2/3)即手柄应转过 周,圆盘(工件)才转过
周,圆盘(工件)才转过 ,操作时可按下式完成:
,操作时可按下式完成:
40/Z=a+P/Q
式中a——分度手柄的整转数;
Q——分度盘某一孔圈的孔数;
P——手柄孔数为Q的孔圈上应转过的孔距数。
手柄转6周后,还要转2/3周。为了准确达到2/3周,此时可将分母扩大到分度盘上有合适孔数的倍数值,如分母扩大为24,则2/3就成了16/24,即在24孔的孔圈上转过16个孔距数。也可以扩大为42/63,即在63孔的孔圈上转过42个孔距数。一般选用孔数较多的孔圈较好。
若按角度分度法计算,则分度手柄的转数n应当是: 。
。
此处, ,
,
因此, ,
,
即手柄转6周后,还要在63孔的孔圈上转过42个孔距数。
6.分度头划线注意事项
采用分度头划线时,主要应注意以下事项:
1)为了保证分度准确,分度手柄每次转动必须按照同一个方向进行。
2)由于分度头蜗杆副在传动中会产生一定的间隙,为保证分度精度,在划线前,可先将分度手柄反向转过半圈左右以消除间隙。
3)当分度手柄将要转到预定孔位时,注意不要让它转过了头,定位插销要正好插入孔内。若已经转过了头,则必须反向转过半圈左右消除间隙后再重新谨慎地转到预定孔位。
4)在使用分度头时,每次分度前必须先松开分度头侧面的主轴紧固手柄,分度完毕后再锁紧主轴,以防止在划线过程中主轴出现松动。
5)选择分度盘时,应尽可能选择使分数部分的分母倍数较大的分度盘孔数,以提高分度精度。
6)划线完毕,应将分度头擦拭干净,并按照要求定期加注润滑油。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。