



铰孔的操作,按其操作动力源的不同,可分为手工铰孔和机动铰孔;按所铰削孔种类的不同,可分为铰削圆锥孔和铰削定位圆柱销孔。
1.手工铰孔的操作方法
手工铰孔是利用手用铰刀配合手工铰孔工具,利用人力进行的铰孔方法。常用的手工铰孔工具有铰杠、活扳手等,如图6-86所示。
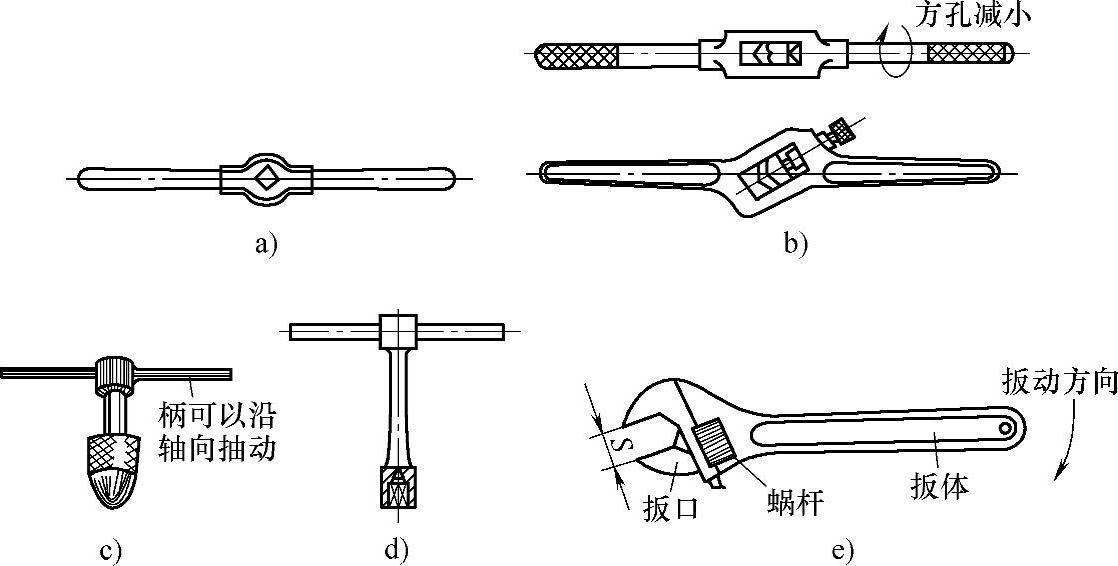
图6-86 手工铰孔的工具
a)固定铰杠 b)可调节铰杠 c)活把丁字铰杠 d)丁字铰杠 e)活扳手
其中,铰杠是装夹铰刀和丝锥并扳动铰刀和丝锥的专用工具,常用的有固定式、可调节式、固定丁字式和活把丁字式四种。其中,可调节式铰杠只要转动右边手柄或调节螺旋钉,即可调节方孔大小,并在一定尺寸范围内装夹多种铰刀和丝锥;丁字铰杠适用于工件周围没有足够空间,即铰杠无法整周转动时使用。
活扳手一般是在铰杠的转动受到阻碍而又没有活把丁字铰杠时使用。活扳手的大小要与铰刀的大小相适应,一般大扳手不宜用于小铰刀,否则容易折断铰刀。
一般说来,采用手工铰孔得不到较高的表面质量,因为手工铰孔为断续切削,铰刀的每次停歇都可能在加工表面留下痕迹,进给量也不容易控制均匀,而且铰削速度较低。
手工铰孔操作时,为了获得比较理想的表面质量,除了按照手工铰孔的注意事项进行操作外,还要对铰刀结构和几何角度等方面加以改进。
(1)手工铰孔的注意事项 手工铰孔时,应注意按以下方面的要求进行操作:
1)工件要夹正,对薄壁零件的夹持力不能用力过大,以免零件变形,使铰孔后产生圆度误差。
2)铰刀的中心要与孔的中心尽量重合,特别是铰削浅孔时,若对中不良,铰刀发生歪斜,很容易将孔铰偏。
3)选用适当的切削液。铰孔前先涂一些切削液在孔表面及铰刀上。铰削时,铰刀不得左右摇摆,以免在孔进口处出现喇叭口,或孔径扩大。
4)进给时,不要用力压铰杠,要随铰刀的旋转轻轻加力,这样才能进给均匀,使铰刀缓慢地引伸进孔内,得到较高的表面质量。铰孔时,两手用力要均匀,只准顺时针方向转动。
5)在铰削过程中,铰刀被卡住时,不要猛力扳转铰杠,以防铰刀折断,应将铰刀取出,清除切屑,检查铰刀是否崩刃。如果有轻微磨损或崩刃,可对其进行研磨,再涂上切削液继续铰削。
6)注意变换铰刀每次停歇的位置,以消除铰刀常在同一处停歇所造成的振痕。
7)铰削的工件孔在水平位置时,为了不使铰刀在铰杠的压力下产生偏斜,应用手轻轻地托住铰杠,使铰刀中心与孔中心保持重合。
8)当一个孔快铰完时,不能让铰刀的校准部分全部露出孔外,以免将孔的下端划伤。
9)铰刀退出时不能反转,应正转退出。
10)铰刀使用完毕后要清理干净,再涂上机械油(全损耗系统用油),最好装在塑料袋内,以免混放时碰伤刃口。
(2)手用铰刀的改进措施 为使手工铰孔获得较高的表面质量,可对手用铰刀进行以下的改进:
1)将铰刀切削部分的刃口用油石研磨成0.1mm左右的小圆角,如图6-87所示。
工作时,可先用粗铰刀将孔粗铰一下,留余量0.04~0.08mm,然后用图6-87所示的铰刀进行精铰。由于刃口经过修圆,切力大大减弱,因此精铰时主要是对金属进行挤压,使加工面获得较小的表面粗糙度值。为了防止所加工孔经挤压后出现收缩的现象,上述铰刀(见图6-87)可用一般规格的废铰刀修磨而成,其直径应比所铰孔大0.02mm左右,以抵消收缩。使用这种铰刀,铰孔的表面粗糙度值Ra可以稳定在3.2~6.3μm之间。
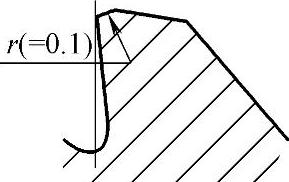
图6-87 手用铰刀切削 刃口的研磨
2)在塑性较大的金属上铰孔时,为了避免出现“扎刀”(见图6-88)以后将金属一层一层地撕裂下来,降低加工表面质量的情况,可在铰刀切削部分的刃口前面用细油石研磨出0.5mm宽的棱带,并形成-2°~-3°的前角,保留刃带宽度为原有刃带宽度的2/3(见图6-89),以减弱刃口的锋利程度,使切削刃形成刮削状态,从而获得较小的孔表面粗糙度值。经过这样修磨的铰刀,由于其刀尖角加大了,改善了散热条件,因此不容易崩裂,而且还可提高孔的表面质量。使用这种铰刀,铰孔的表面粗糙度值Ra可保证在3.2~6.3μm之间。

图6-88 刀齿“扎刀”情况
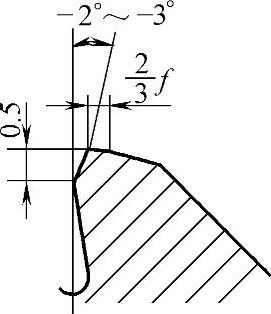
图6-89 手用铰刀切削刃口前面的刃磨(https://www.xing528.com)
注:f为韧带宽度。
2.机动铰孔的操作方法
机动铰孔时,应注意按以下方面的要求进行操作:
1)钻床主轴锥孔中心线的径向圆跳动及主轴中心线对工作台平面的垂直度均不得超差。
2)装夹工件时,应保证待铰孔的中心线垂直于钻床工作台平面,其在100mm长度内的误差不大于0.002mm。铰刀中心与工件预钻孔中心需重合,误差不大于0.02mm。
3)开始铰削时,为了引导铰刀,可先采用手动进给,在铰进孔内2~3mm后再使用机动进给,以获得均匀的进给量。
4)采用浮动夹头夹持铰刀时,在未吃刀前,最好用手扶正铰刀并慢慢引导铰刀并接近孔边缘,以防止铰刀与工件发生撞击。
5)在铰削过程中,特别是铰不通孔时,可分几次不停车退出铰刀,以清除铰刀上粘的切屑和孔内切屑,防止切屑刮伤孔壁,同时也便于输入切削液。
6)在铰削过程中,输入的切削液要充分,其成分应根据工件的材料进行选择。
7)铰刀在使用时要注意保护两端的中心孔,以备刃磨时使用。
8)铰孔完毕,应不停车退出铰刀,否则会在孔壁上留下刀痕。
9)铰孔时铰刀不能反转。因为铰刀有后角,反转会使切屑堆塞在铰刀刀齿后面与孔壁之间,将孔壁划伤,破坏已加工表面,同时铰刀也容易磨损,严重的会使刀刃断裂。
3.铰削圆锥孔的操作方法
铰削圆锥孔时,可按以下方面的要求进行操作:
1)铰削尺寸比较小的圆锥孔。先按圆锥孔小端直径并留铰削余量钻出圆柱孔,对孔口按圆锥孔大端直径锪45°的倒角,然后用圆锥铰刀铰削。铰削过程中要注意经常用相配的锥销来检查孔径尺寸。
2)铰削尺寸比较大的圆锥孔。为了减小铰削余量,铰孔前需要先钻出阶梯孔(见图6-90),再用锥铰刀铰削。
对于1∶50圆锥孔可钻两节阶梯孔;对于1∶10圆锥孔、1∶30圆锥孔、莫氏锥孔则可钻三节阶梯孔。三节阶梯孔预钻孔直径的计算公式见表6-16。
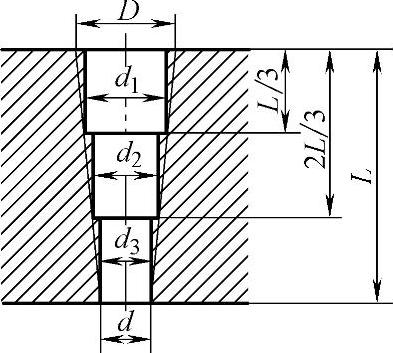
图6-90 预钻阶梯孔
表6-16 三节阶梯孔预钻孔直径计算
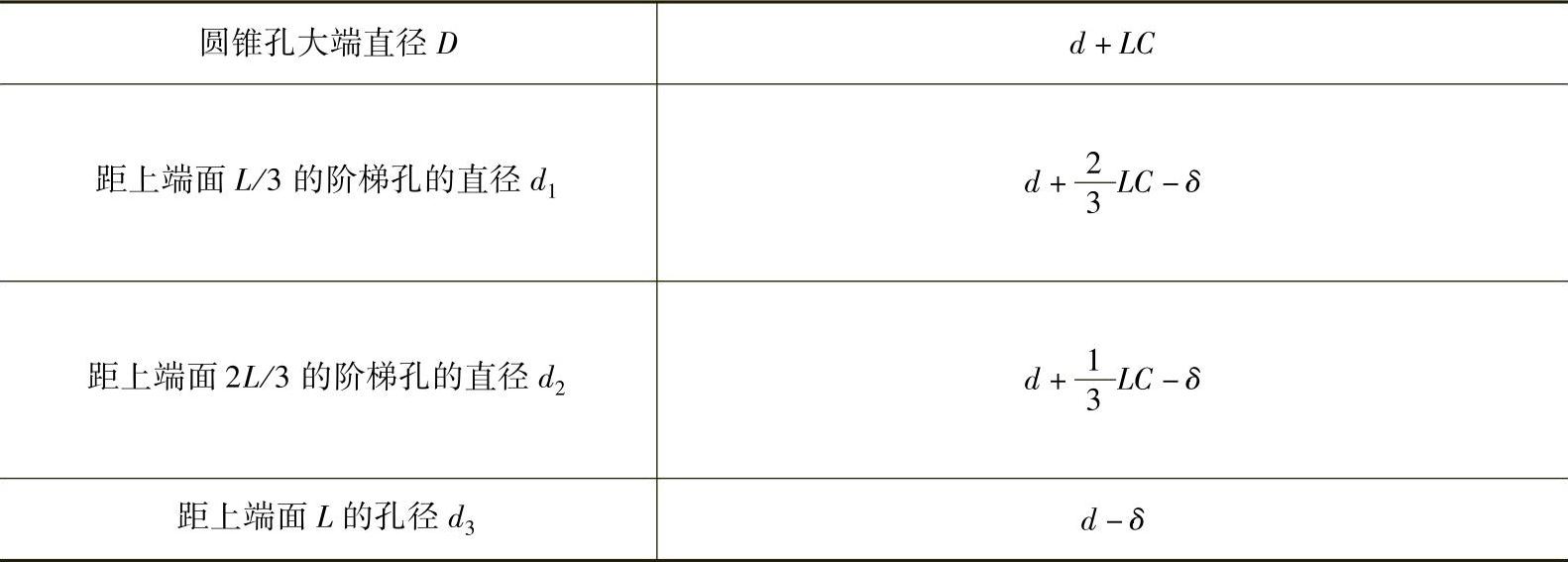
注:d为圆锥孔小端直径(mm),L为圆锥孔长度(mm),C为圆锥孔锥度,δ为铰削余量(mm)。
3)由于锥销的铰孔余量较大,每个刀齿都作为切削刃投入切削,负荷重,因此每进给2~3mm应将铰刀取出一次,以清除切屑,并按工件材料的不同,涂上切削液。
4)锥孔铰削时,应测量大端的孔径。由于锥销孔与锥销的配合严密,在铰削最后阶段,要注意用锥销试配,以防将孔铰深。
4.铰削定位销孔的操作方法
铰削定位销孔时,应注意以下事项:
1)由于定位销孔需通过两个以上的结合零件,因此在钻铰孔之前,应将结合零件牢固地连接在一起,装配螺钉需紧固、对称、均匀、可靠。
2)为了减小手铰刀的负荷,可先用手电钻夹持已不能做精铰用的废铰刀进行粗铰,然后再用好的铰刀进行手工精铰。
3)用手电钻进行粗铰时,应将铰刀放进孔内后再起动,防止因振动过大而碰伤铰刀刀齿。手电钻的转速较高,所以进给要小,否则易将铰刀折断。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。