



【摘要】:圆板牙是用来切削外螺纹的刀具。圆板牙一般采用合金工具钢或高速钢制作并经淬火处理。
圆板牙是用来切削外螺纹的刀具。圆板牙一般采用合金工具钢或高速钢制作并经淬火处理。它的基本结构像一个螺母,只是钻出了几个容屑孔并形成切削刃。
1.圆板牙结构
圆板牙结构如图7-28所示。
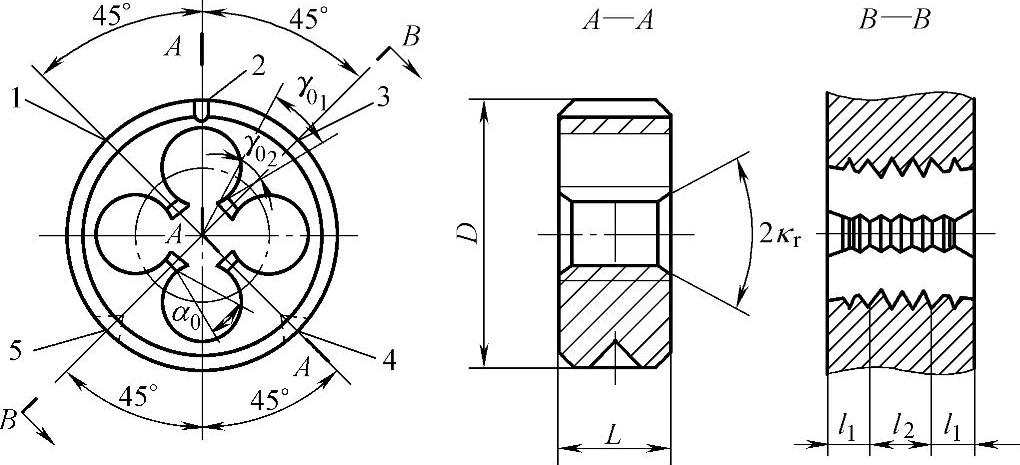
图7-28 圆板牙结构
1、3—调整螺钉孔 2—V形槽 4、5—定位螺钉孔γ01—小径处前角γ02—大径处前角(https://www.xing528.com)
α0—刀齿后角2κr—主偏角l1—切削部分l2—校准部分
圆板牙两端的主偏角(2κr)部分是切削部分(长度为l1),主偏角的大小一般是2κr=40°~50°;切削部分不是圆锥面(圆锥面的刀齿后角α0=0°),而是经过铲磨形成的阿基米德螺旋面,形成后角α0=7°~9°;板牙的中间是校准部分(长度为l2),也是套螺纹时的导向部分;圆板牙的前面为曲线形。因此,前角大小沿着切削刃而变化,在小径处前角γ01为最大,大径处前角γ02为最小,一般γ0=8°~12°。
M3.5以上的圆板牙,其外圆上有两个定位螺钉锥孔、两个调整螺钉锥孔和一个V形槽;M3.5以下的圆板牙,其外圆上有一个定位螺钉锥孔、一个调整螺钉锥孔和一个V形槽。其中,螺钉锥孔的作用是将板牙固定在板牙架中并传递转矩。
2.圆板牙螺纹尺寸的调整
如果校准部分由于磨损会使螺纹尺寸变大以致超过公差范围时,可用锯片砂轮沿圆板牙外圆上的V形槽磨出一条通槽。用板牙架上的两个调整螺钉顶入板牙两个调整螺钉锥孔,可使圆板牙的螺纹尺寸变小,调整的范围为0.1~0.2mm;在V形槽开口处用板牙架上的定位螺钉顶入后可使圆板牙的螺纹尺寸变大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。