



钻套按其结构和使用情况,可分为固定钻套、可换钻套、快换钻套和特种钻套四种。
(1)固定钻套 固定钻套分为无肩的固定钻套(见图11-11a)和有肩的固定钻套(见图11-11b)两种,通常直接安装在钻模板上,配合为H7/n6。固定钻套具有结构简单、钻孔精度高等优点,但不能对工件进行钻、扩、铰等多工步的加工,只局限于其中一种加工,适用于单一钻孔工序和小批量的生产。
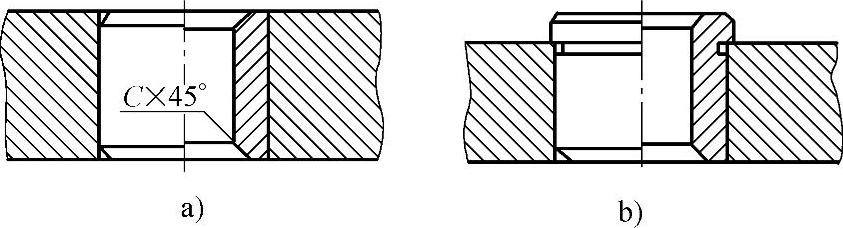
图11-11 标准固定钻套
a)无肩固定钻套 b)有肩固定钻套
(2)可换钻套 当大批量生产只需单一钻孔的工件时,为了便于更换磨损的钻套,一般选用可换钻套,如图11-12所示。钻套与衬套之间采用H7/m6配合,衬套与钻模板之间采用H7/n6配合。当钻套磨损后,卸下螺钉,即可更换新的钻套。螺钉能防止钻套加工时转动和退刀时随刀具拔出。
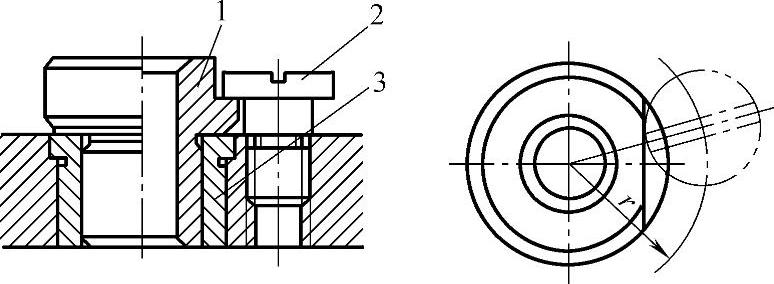
图11-12 标准可换钻套
1—可换钻套 2—钻套螺钉 3—衬套
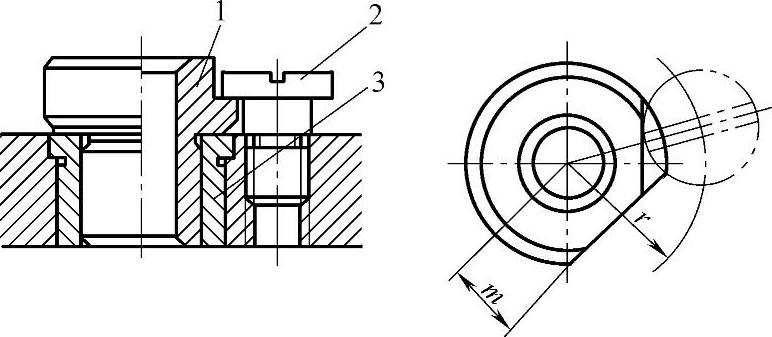
(3)快换钻套 当加工的孔需要依次进行钻、扩、铰多种工步加工时,一般可选用快换钻套。钻、扩、铰加工的快换钻套外径相同而内径不同,更换钻套时不必拧下螺钉,只要将钻套切削边逆时针方向转至螺钉处即可取出钻套。快换钻套与固定衬套孔之间采用H7/m6、H7/k6配合,而固定衬套与钻模板之间采用H7/n6配合,其结构如图11-13所示。快换钻套广泛应用于大批、大量生产。
(4)特殊钻套 特殊钻套的结构需根据具体情况专门设计、制造。图11-14a所示为小孔距钻套,为了便于制造,在一个钻套体上加工出了两个导向孔;图11-14b所示为加工凹面上的孔时使用的加长钻套,为了减少刀具与钻套的摩擦,可将钻套上端引导部分的孔径放大;图11-14c所示为加工间断孔用钻套,为保证两间断孔的导向,采用两钻套上下配合使用的形式;图11-14d、e所示分别为圆弧钻套与斜面钻套,用于在斜面或圆弧面上钻孔,排屑空间的高度取0~0.2mm,可以增加钻头刚度,避免钻头引偏或折断。
 (https://www.xing528.com)
(https://www.xing528.com)
图11-13 快换钻套
1—可换钻套 2—钻套螺钉 3—衬套
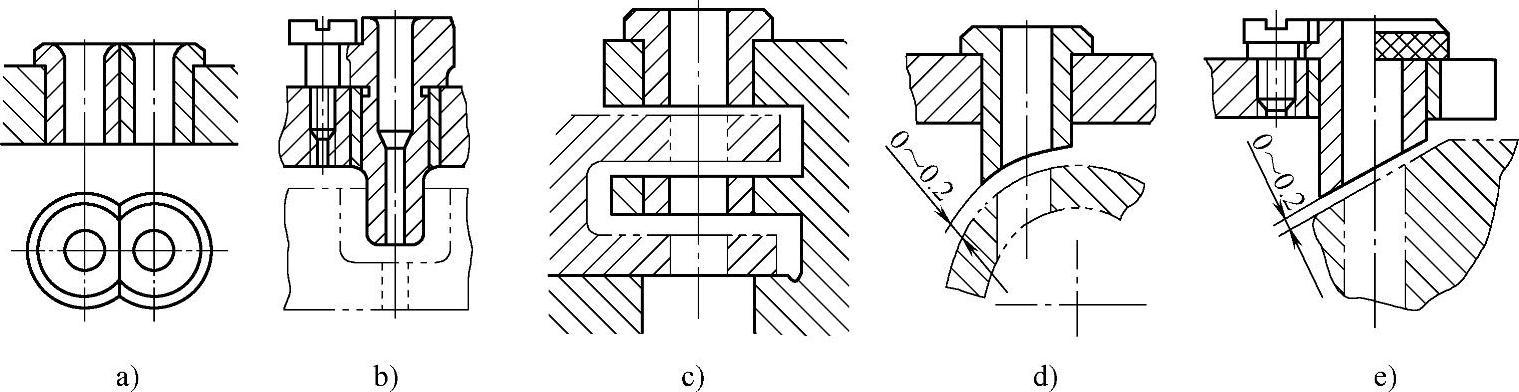
图11-14 特殊钻套
a)小孔距钻套 b)加长钻套 c)加工间断孔用钻套 d)弧面钻孔用钻套 e)斜面钻孔用钻套
2.钻套主要尺寸的确定
钻套的主要尺寸可按以下方法确定:
(1)钻套内、外径的选择 固定钻套、可换钻套及快换钻套三种钻套已经标准化,其内、外径尺寸及与钻模板或衬套的配合可分别参照JB/T 8045.1—1999、JB/T8045.2—1999、JB/T 8045.3—1999选用,特殊钻套相应部分尺寸可参照标准钻套选用。
(2)钻套高度的确定 钻套高度H对于刀具在钻套中的正确位置影响很大,H越大则刀具轴线的偏斜越小,因此精度也越高。但H与d(d的钻头直径)之比越大,刀具带入钻套的切屑也越易使刀具和钻套受到磨损。一般取H=(1.5~2)d,对于较小的孔可取上限,较大的孔则取下限。另外、钻套下端与工件之间有一间距,如图11-15所示。一般可取c=(0.3~1)d,被加工材料越硬,则c值应越小,材料越软,则c值应越大。
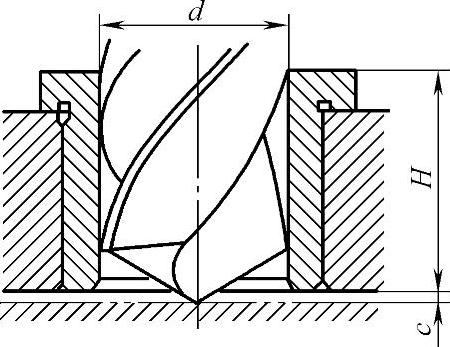
图11-15 钻套的高度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。