



1.埋弧焊过程电弧能量特征分析
在给定不同焊接电压、电流、焊接速度等焊接参数的条件下进行埋弧焊堆焊试验,采集相应焊接参数的电信号数据。具体焊接参数及焊接结果见表5-5。
表5-5 焊接参数及焊接结果

LMD的电弧电信号特征提取过程如图5-19所示。图5-20是对应每组焊接参数小波包去噪后的焊接电流信号及其LMD的时频分布。
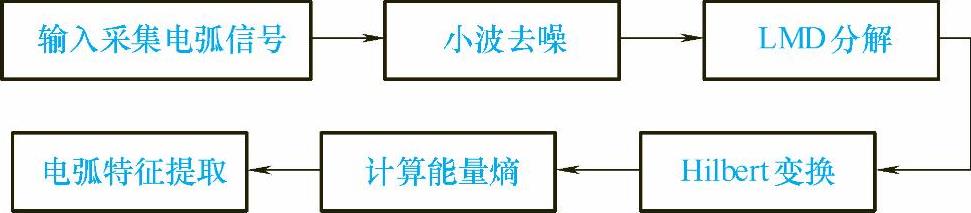
图5-19 LMD的电弧电信号特征提取过程
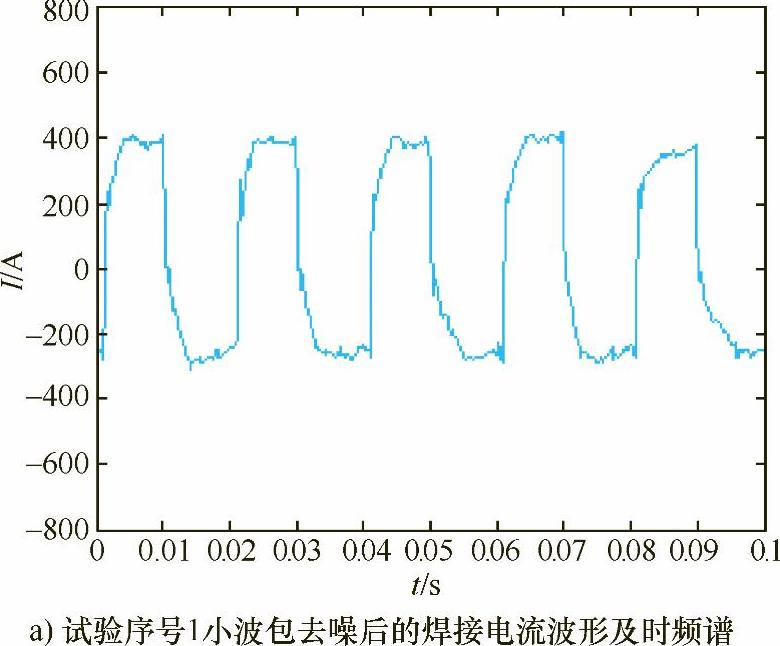
图5-20 各组试验小波包去噪后的焊接电流波形及时频谱

图5-20 各组试验小波包去噪后的焊接电流波形及时频谱(续)
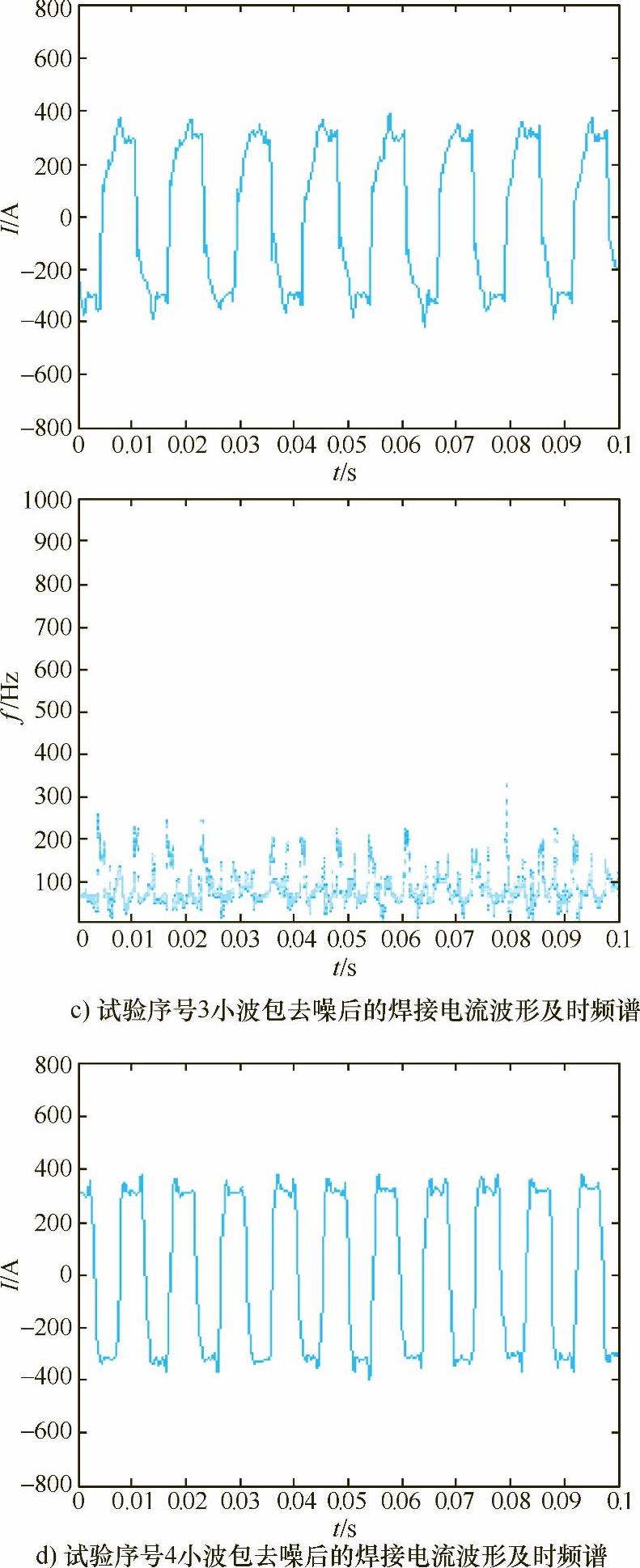
图5-20 各组试验小波包去噪后的焊接电流波形及时频谱(续)
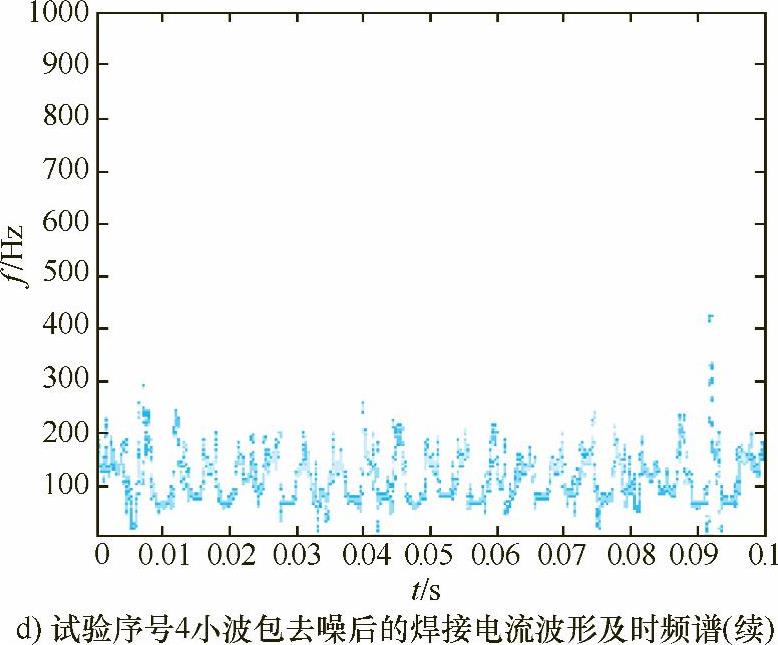
图5-20 各组试验小波包去噪后的焊接电流波形及时频谱(续)
从图5-20中可以看出每组试验采集到的焊接电流信号的幅值在时间和频率的联合分布情况和焊缝成形情况。从图5-20中可以看出,各组信号基本围绕主频率成分50Hz、80Hz或100Hz不变,还存在些是围绕主频随时间波动的其他频率成分,这种不规则频率成分是焊接电源本身实际输出的电流波形发生的畸变部分,而且伴随主频电流波形呈随机分布。电流波形发生畸变的频率成分多少和范围的大小直接影响电弧能量分布情况,进而影响焊缝成形。
试验1和试验2为焊接电流信号在相同占空比和频率、不同焊接速度条件下计算的时频谱,从两组信号的计算结果来看,它们的时频谱主频率成分基本围绕50Hz不变,两组信号时频分布的不同主要表现在幅值随频率和时间上的变化。从两组时频分布可以看出,电弧能量随着焊接变化是不同的,随着焊接速度的增加,焊接电流信号时频分布表现出幅值在频率和时间上的变化相对变得复杂,而且其他频率成分明显增多。(https://www.xing528.com)
试验2、3和4为焊接电流信号在相同占空比不同频率条件下计算的时频谱,三组信号时频谱的主频率成分基本围绕50Hz、80Hz和100Hz不变,电流信号幅值随时间的分布基本没有区别,但是三组信号的时频分布的不同主要表现在幅值随频率上的变化,从三组时频分布可以看出,电弧能量随着频率变化是不同。随着频率的增加,其他频率成分相对较少,反映出能量比较集中。
将每组试验焊接电流信号得到的时频谱按式(5-27)进行能量熵的计算,计算结果见表5-6。
表5-6 每组试验时频谱的能量熵

由表5-6可知,焊接速度为1.2m/min和频率为100Hz时计算的能量熵最小,这是因为焊接过程焊接电源输出的电流波形正负半波相等,在输出频率不同的情况下,相对于电流波形频率50Hz和80Hz,电流幅值在相同时间尺度上的变化相对较小,电流波形反映在时频平面上的电弧能量分布较均匀,计算的熵值较小。
在相同电流波形参数焊接时,由表5-6可知,当焊接速度由0.6m/min变为1.2m/min,计算的能量熵变大。当交流方波频率由50Hz调为80Hz和100Hz时,计算的能量熵值相应变小。表明随着频率的增大,焊接电弧更为稳定。
从上述试验及计算结果来看,改变交流方波埋弧焊焊接电流波形频率和焊接速度,都会导致电弧能量在时域和频域上分布的不同,进而影响焊接过程电弧的稳定性和焊缝成形效果。因此通过合理的交流方波埋弧焊焊接电流波形参数,能有效获得电弧能量在时域和频域上均匀地分布,保证焊接过程稳定和获得良好的焊接效果。
2.双丝埋弧焊焊接参数搭配合理性评估
分别设计6组不同搭配的双丝埋弧焊焊接参数进行焊接试验,计算每组试验中两电弧电流信号的LMD能谱熵,同时结合每组试验的焊缝成形外观来对各组参数的搭配情况及焊接过程的稳定性进行评估,结果见表5-7。从表中结果可知,在6组试验中,编号为2、5、6的焊接参数搭配对应的焊接过程电弧不稳定,具体表现为前后丝电弧电流信号的LMD能谱熵值较大,并且焊缝成形较差。前后丝电流信号对应的LMD能谱熵变化曲线分别如图5-21a和图5-21b所示。根据双丝埋弧焊的基本焊接参数搭配要求:前丝电流需稍大于后丝电流以取得较深的熔深,后丝电流过大则会导致焊缝的边缘不规则;后丝电压需大于前丝电压以取得较平滑的焊缝外观,过高的电压同样会导致焊缝不规则以及焊缝的凹陷现象。再结合通过LMD能谱熵分析所得焊接电弧稳定性较差的几组焊接参数搭配,不难发现其搭配上的不合理性:例如第6组参数前后丝电压相等;而第2组和第5组参数中的前丝电压均大于后丝电压。正是这些参数搭配上的不合理最终导致了焊接过程电弧的不稳定以及焊缝成形出现缺陷等。
表5-7 6组不同双丝埋弧焊焊接参数搭配及对应电流信号的LMD能谱熵
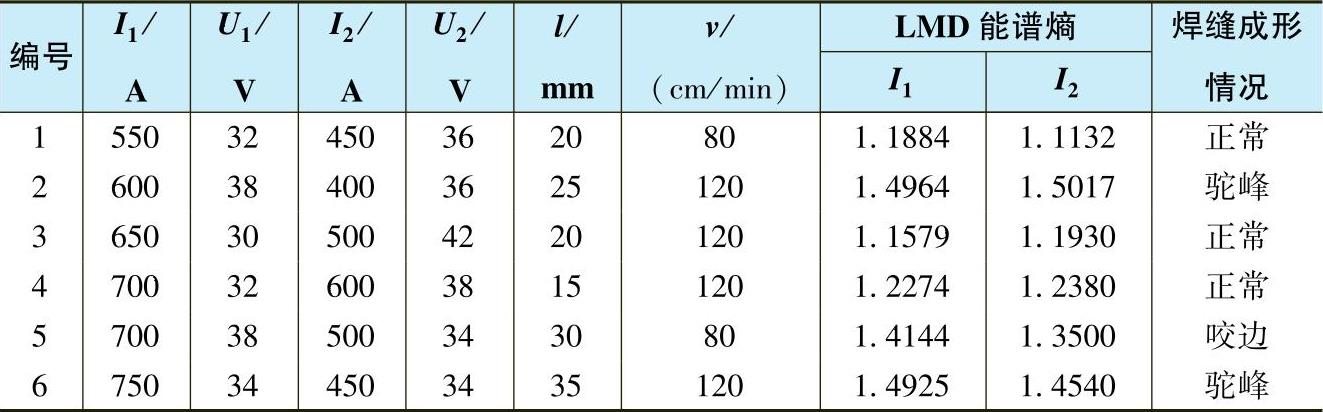
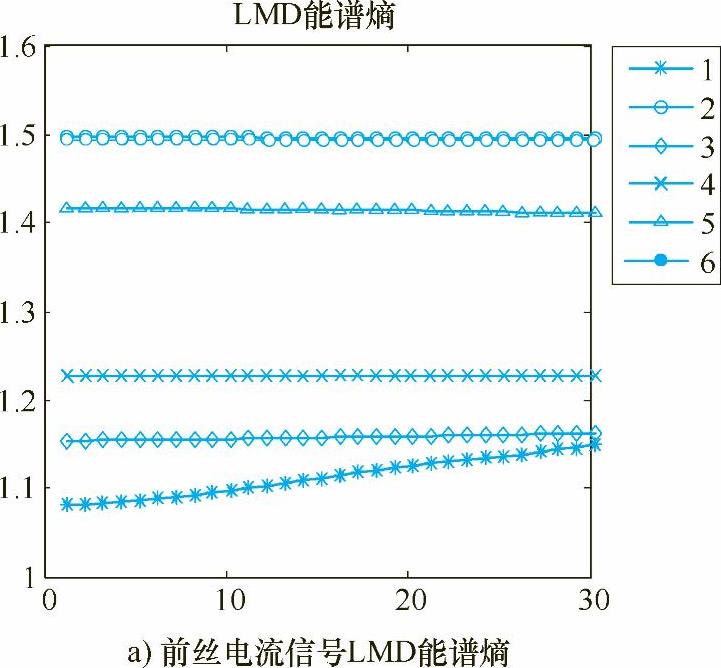
图5-21 前后丝电流信号LMD能谱熵
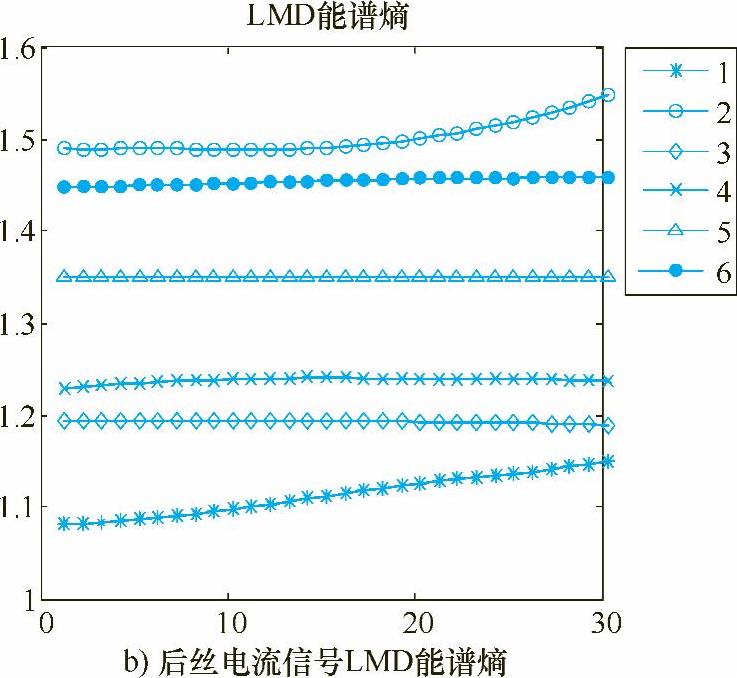
图5-21 前后丝电流信号LMD能谱熵(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。