



相较于孔Ⅰ,孔Ⅱ的直径大了、直径公差和几何公差要求更高、孔型也从不通孔变为通孔,其刀具选择相应发生一些改变。
同样按照图2-138,符合φ16H6公差要求的,有RMB-E和RHM-E两类铰刀,两者在切削性能上并无差别,只是RMB-E是可胀的整体式(参见图2-142,类似于图2-87),而RHM-E是模块化的(参见图2-143,类似于图2-89,而肯纳金属的模块结构如图2-49~图2-52所示)。
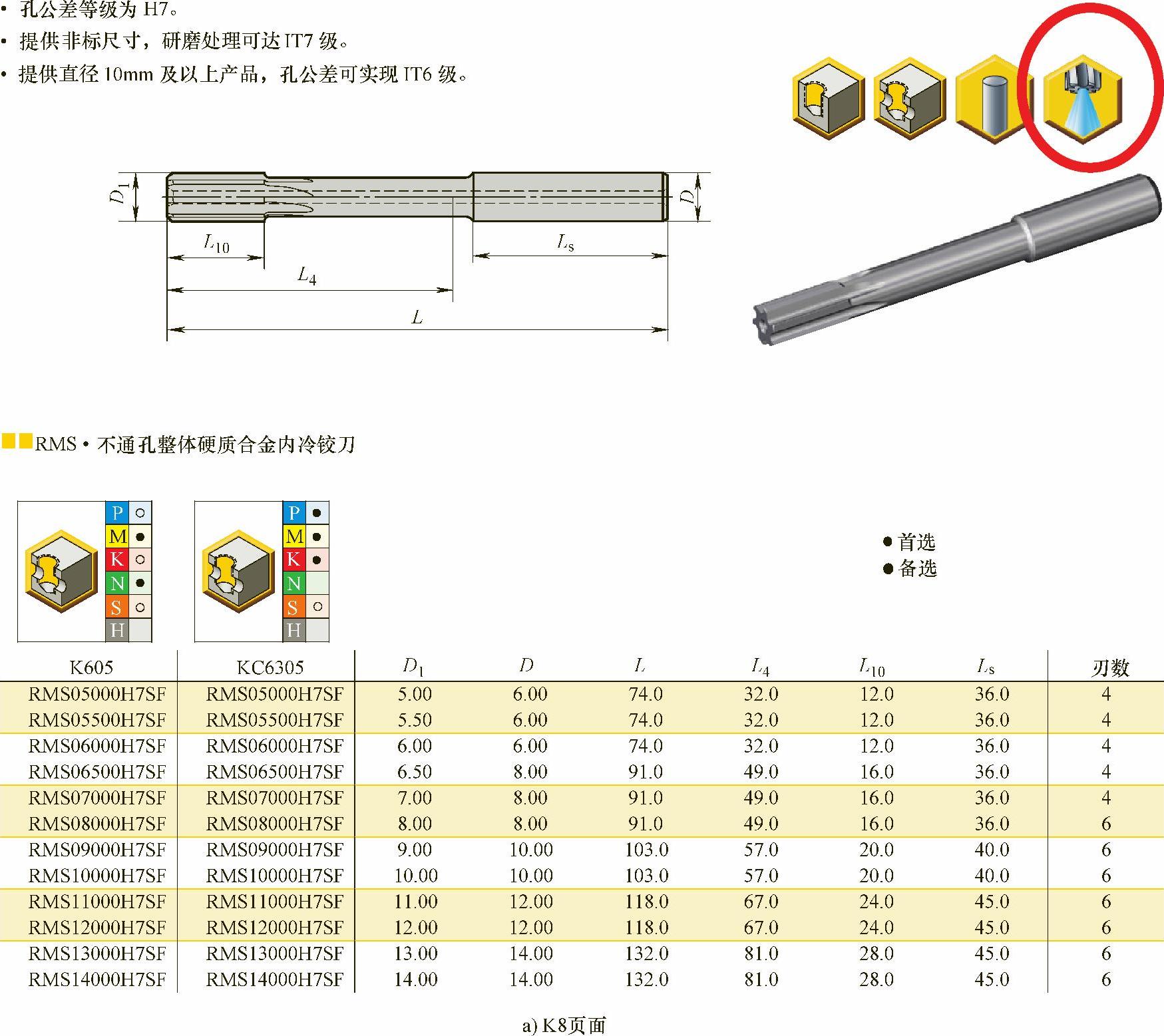
图2-139 整体硬质合金铰刀样本(图片来源:肯纳金属)
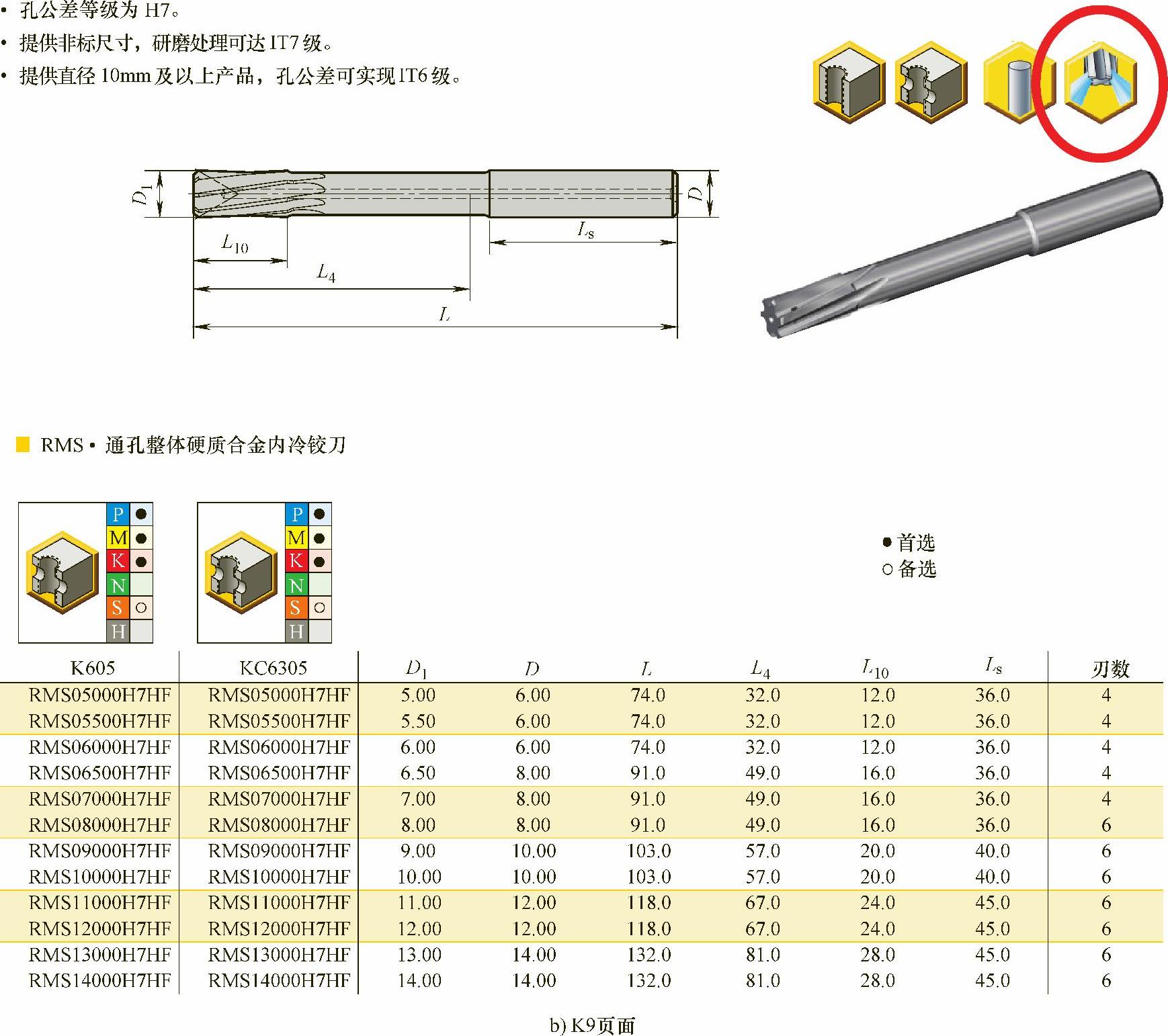
图2-139 整体硬质合金铰刀样本(图片来源:肯纳金属)(续)

图2-140 工件材料分组(图片来源:肯纳金属)
一般而言,整体铰刀比起连刀头带刀杆的模块化铰刀价格要低一些;但铰刀切削部分达到磨损极限之后,整体铰刀要整个一起报废,这又比模块化铰刀仅更换刀头的费用要高。因此,常规上小批量制造时推荐用整体式铰刀,而大批量制造时推荐模块化铰刀(两者之间的中等批量,则需要根据其他加工任务确定)。
在本案例中小批量的条件下,选用整体式的结构,即RMB-E铰刀。由图2-138右侧蓝色空心箭头所指,我们前往K19~K22页选择具体的RMB-E铰刀规格。
在K19~K22页中,K19~K20是相应的铰刀规格,其中K19页是用于不通孔的RMB-E铰刀,而K20页则是用于通孔的RMB-E铰刀:与图2-139类似,这两页的左上角也有切削液通道标示,限于篇幅,我们这里只引用了K20页RMB-E通孔铰刀规格(图2-144)。
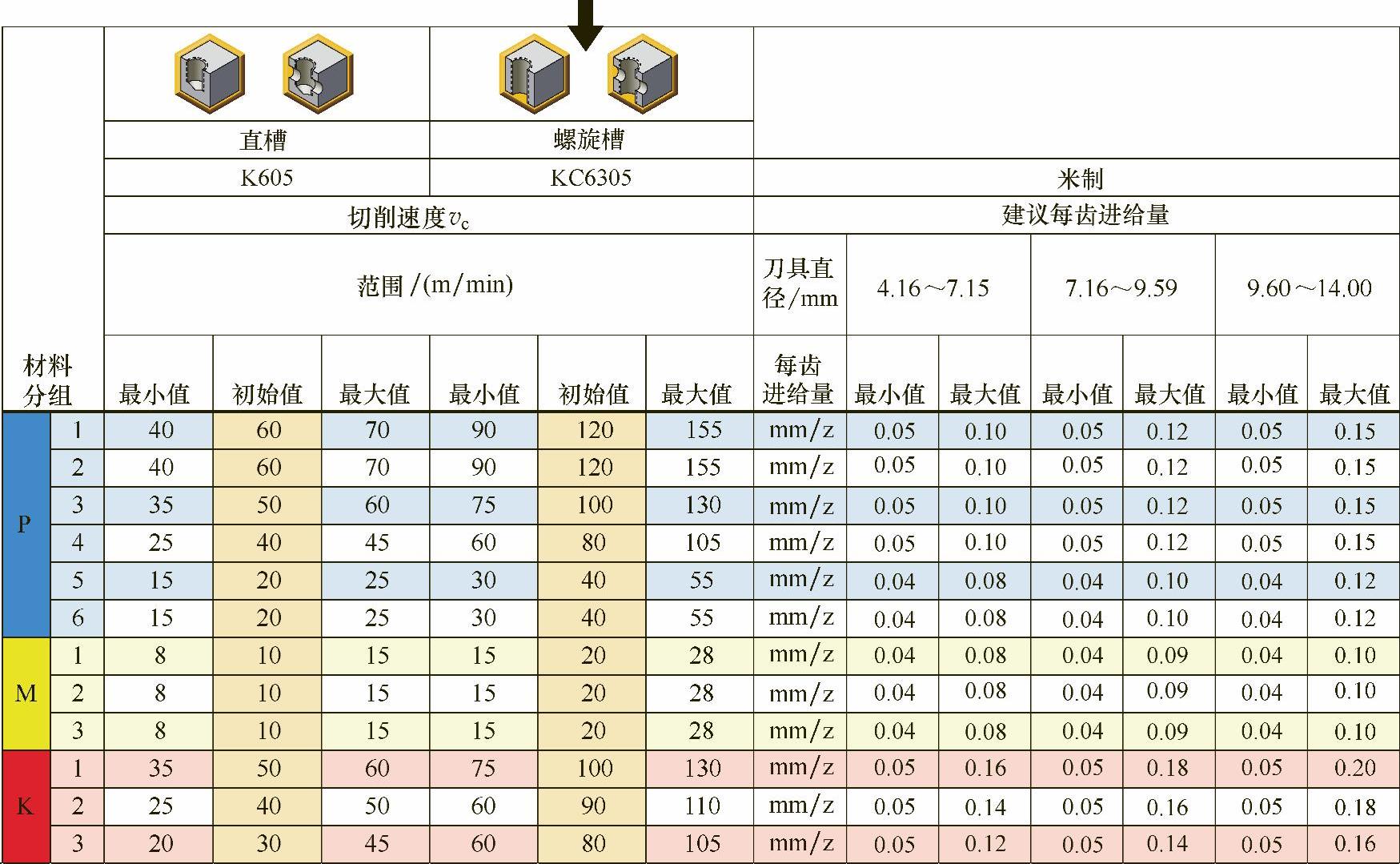
图2-141 肯纳RMS铰刀切削用量(图片来源:肯纳金属)
从中可以选到铰削加工φ16H6通孔的铰刀为RMBE16000H6HF,其具有6个刀齿。
而该铰刀有KC6005和KC6305两种材质。
肯纳金属在其样本旋转刀具的开始,介绍了其用于旋转刀具(即铣刀、钻头、孔精加工等刀具)的各种材质,孔加工刀具材质说明如图2-145所示。
可以看到,相较于比较通用的涂TiN涂层的KC6005,涂TiAlN的KC6305尤其适用于铸铁和钢材料的加工,因此本案例最终选用的铰刀是:RMBE16000H6HF KC6305。(https://www.xing528.com)
图2-146是样本K21页RMB-E铰刀调整说明,其中当内六角扳手每顺时针旋转30°时铰刀直径会有2μm的膨胀(未经刃磨的铰刀初始直径不会小于公称尺寸),而当合计旋转720°(即胀大48μm)后会无法继续膨胀,即此铰刀未经刃磨前的调节范围应该在φ16~φ16.048mm之间。
图2-147是样本K22页RMB-E铰刀切削参数。参照之前的孔Ⅰ(即φ8H7)关于工件材质的说明,孔Ⅱ的材质依然是按照P3的材料组来选取,即在RMB-E的KC6305材质与P3材料组的交接处选出:切削速度初始值应为100m/min(切削速度最小值为75m/min,切削速度最大值为130m/min);每齿进给量最小值为0.10mm/z(因为具有6个刀齿,进给量最小值为0.60mm/r),每齿进给量最大值为0.22mm/z(进给量最小值为1.32mm/r)。因此,推荐起始切削参数为:
切削速度vc为100m/min。
进给量f为0.90mm/r。

图2-142 RMB-E铰刀示意图(图片来源:肯纳金属)

图2-143 RHM-E铰刀示意图(图片来源:肯纳金属)
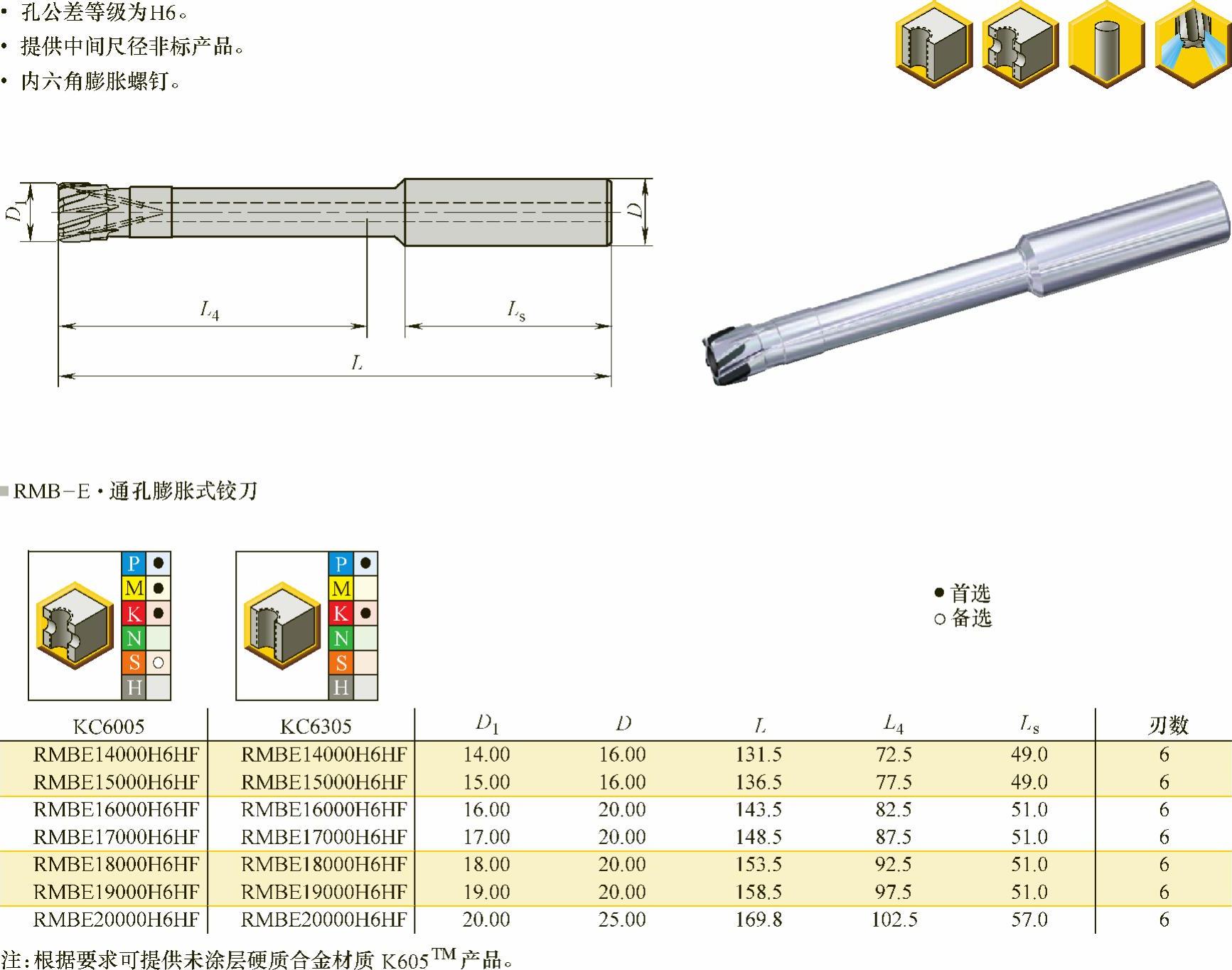
图2-144 RMB-E通孔铰刀规格(图片来源:肯纳金属)
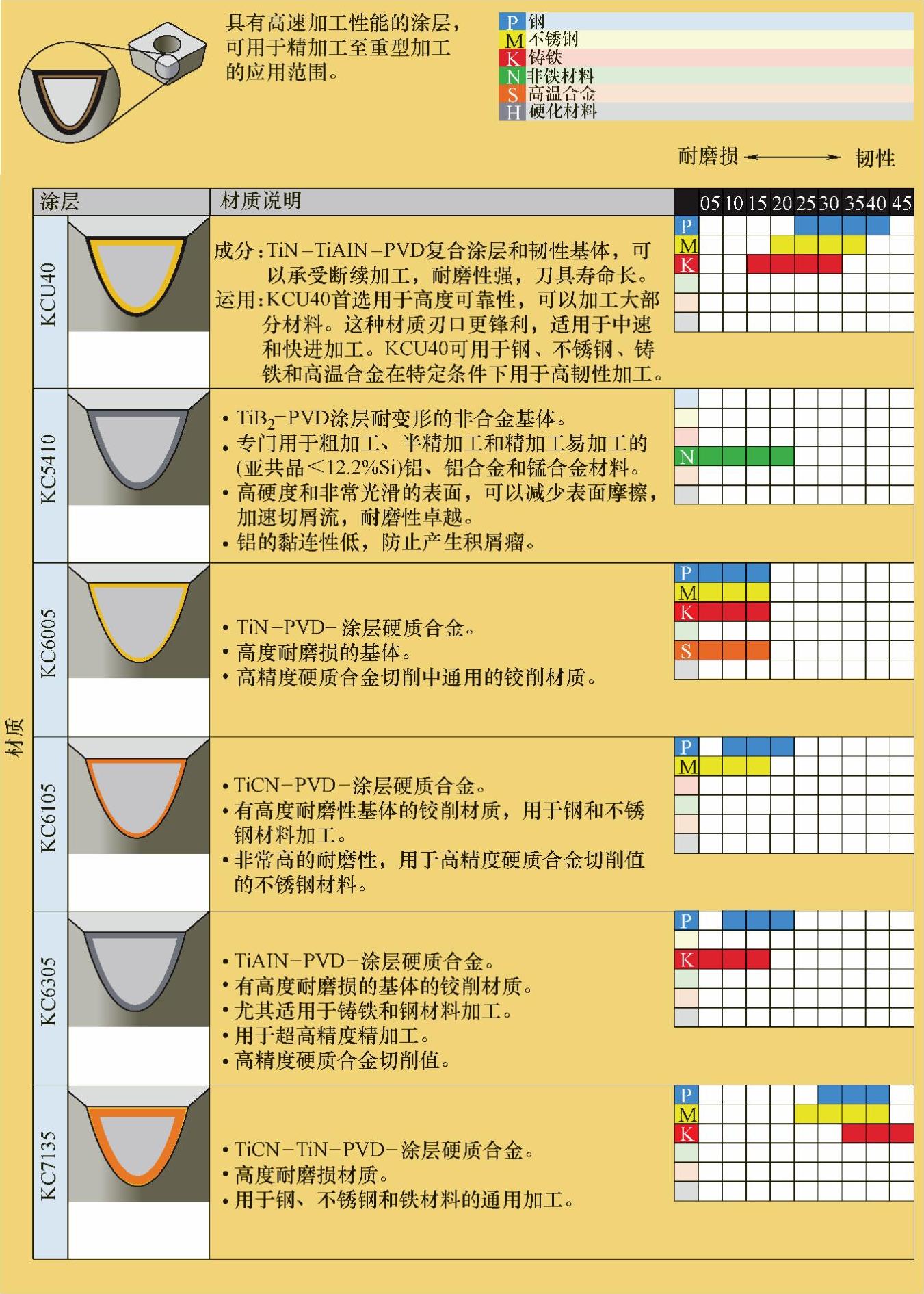
图2-145 孔加工刀具材质说明(图片来源:肯纳金属)

图2-146 RMB-E铰刀调整说明(图片来源:肯纳金属)
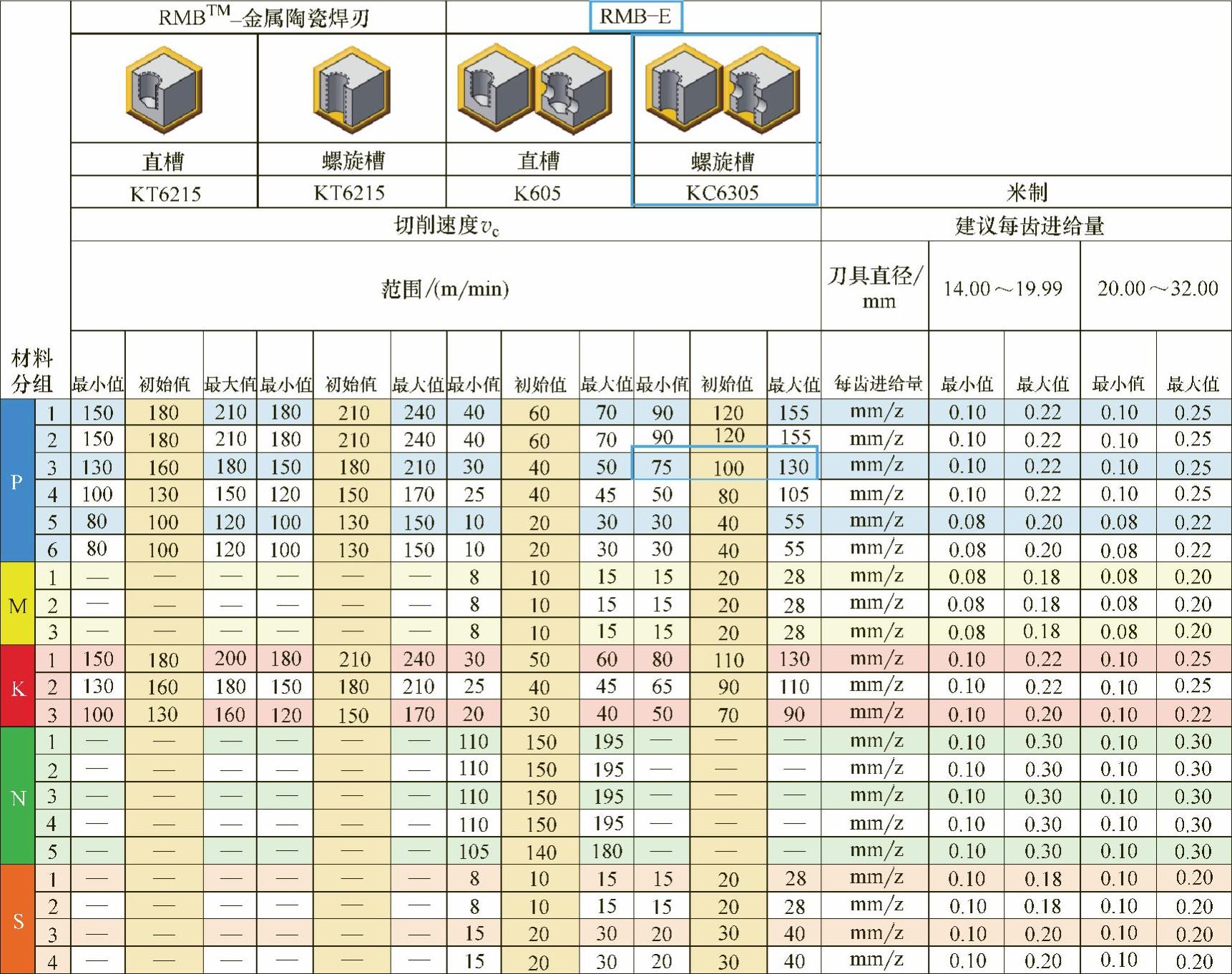
图2-147 RMB-E铰刀切削用量(图片来源:肯纳金属)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。