



大多数扩孔钻具有2个刀齿,这2个刀齿的不同设置,带来2种不同的扩孔方法。
■多刃扩孔
第一种方法是常规的方法,称为“多刃扩孔”或“多刃粗镗”,即该扩孔刀具的所有切削刃被调整至相同的直径,如图3-62所示。
多刃扩孔时的可用扩孔余量由刀片的可用切削深度决定,通常为刀片名义边长的50%~60%,如CCMT09T3的刀片,名义边长为9mm,可用切削深度为5mm左右(4.5~5.4mm,直径上10mm);进给量由每齿进给量与齿数的乘积决定,如每齿进给量为0.1mm/z,则2刃扩孔刀(图3-62a)进给量则为0.2mm/r,3刃扩孔刀(图3-62b)进给量则为0.3mm/r。
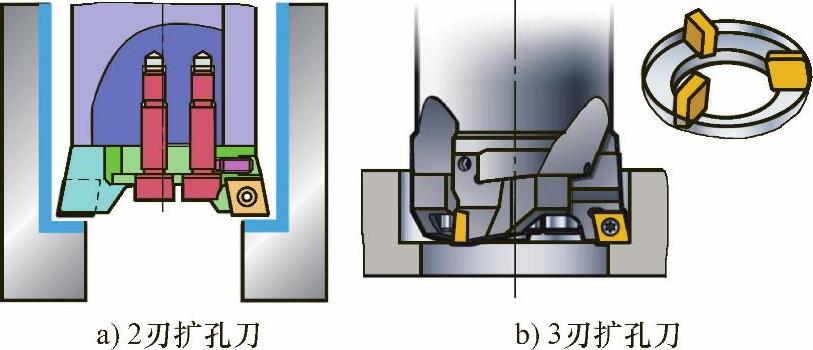
图3-62 多刃扩孔(图片来源:瓦尔特刀具和山特维克可乐满)
■阶梯扩孔(https://www.xing528.com)
第二种方法是“阶梯扩孔”或称“阶梯粗镗”,即扩孔刀具的各个切削刃被调至不同的直径,如图3-63所示。
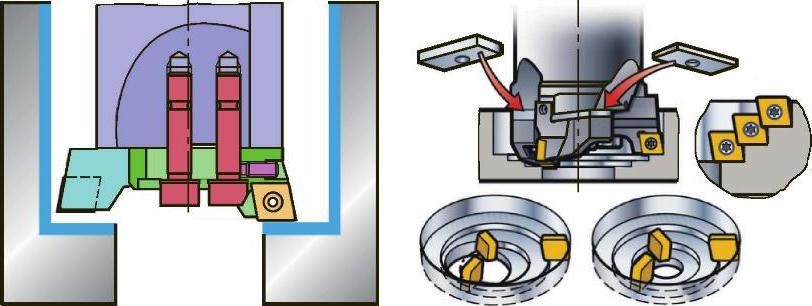
图3-63 阶梯扩孔(图片来源:瓦尔特刀具和山特维克可乐满)
阶梯扩孔适用于扩孔余量超过刀片的可用切削深度的场合,每个刀片均可单独承受自身的切削深度,这样整个扩孔刀的可用余量就大大增加:仍假设使用CCMT09T3的刀片,名义边长为9mm,每个刀片的切削深度为5mm左右,2刃扩孔刀(图3-62a)可用扩孔量增大到单边10mm(直径上20mm),3刃扩孔刀(图3-62b)可用扩孔量增大到单边15mm(直径上30mm);但此时的进给量需按一个齿的刀具来计算,即如每齿进给量为0.1mm的,现每齿进给量依然为0.1mm。
同时,作为阶梯扩孔,2个刀片的轴向位置也最好有所差别:较内侧的(即直径较小的,图3-62a中的绿色刀座)刀片在轴向应高于较外侧的(即直径较大的,图3-62a中的蓝色刀座)刀片,即在轴向进给时较内侧的刀片应先于较外侧的刀片进入切削。这样能确保较外侧的刀片的负荷不会超出给定的极限值。对于滑块式刀座,可以在滑座与刀体之间加入垫片;对于齿条式,多半是需要供应商提供加高的刀座,如果没有,则建议用户不使用这一方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。