



■单刃镗削工序中的切削力
如图4-59所示,当刀具切削时,切削力的切向分力Ft和径向分力Fr将试图使刀具偏离正确的位置。切向分力Ft将试图强制刀具头部离开中心线向下移动。这样,刀具的后角将减小。
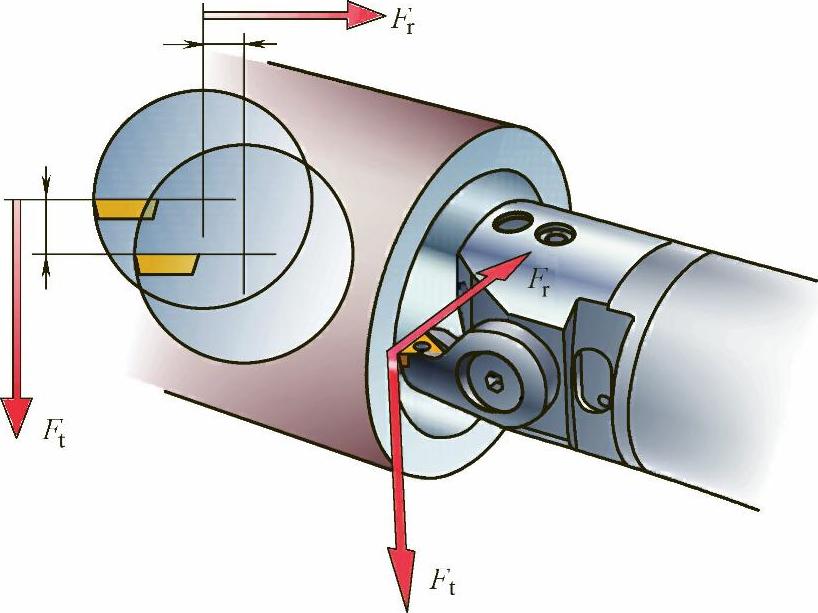
图4-59 镗杆变形(图片来源:山特维克可乐满)
径向分力Fr会使镗刀产生径向偏斜,而径向偏斜意味着切削深度及切屑厚度减小,这可能增加振动趋势。
切削力切向和径向分力的大小受切削深度、刀尖圆弧半径和主偏角的影响。径向偏斜影响加工孔径,切向偏斜意味着刀片切削刃向下偏离中心线,如图4-60所示。
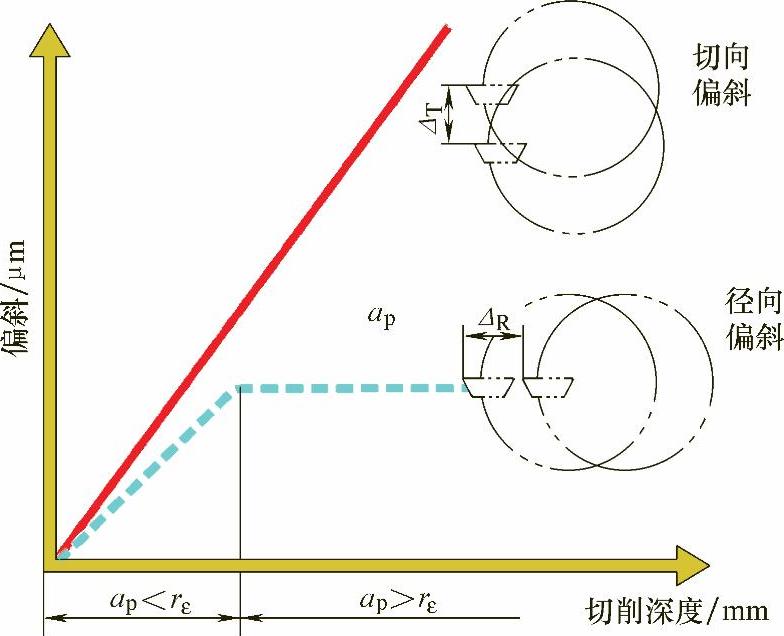
图4-60 镗杆偏离中心线(图片来源:山特维克可乐满)
避免镗刀发生这些偏移的方法包括合理选择刀片的几何参数及切削用量、尽可能增加刀杆直径和减少镗刀悬伸、选择高刚性刀杆等,这些与内孔车削基本相同,这里不再赘述,请各位读者参考《数控车刀选用全图解》一书。
避免镗刀发生这些偏移的方法还包括之前介绍过的多刃精镗刀、导条式镗刀等,其针对切向分力Ft和径向分力Fr安排了支承结构(无论是切削刃还是导条)来加以抵御,防止或限制变形。
■刀体减重
较大直径和较长的镗刀体如不采取措施会造成镗刀刀体过重。如果机床的刀库有重量限制,采用较轻的材质(如高强度铝合金)来制造的减重型刀具就是应该优先考虑的选择(图4-61)。除此之外,减重型刀具也便于操作人员的搬运。由于重量轻,主轴的负荷更小。

图4-61 减重镗杆(图片素材来源:瓦尔特刀具)
■背镗(https://www.xing528.com)
与扩孔刀可以用于背向扩孔一样,精镗刀也可以用于背镗。与扩孔刀的背镗不同的是精镗刀的背镗尺寸更容易控制,它的精度取决于镗头本身的调整精度。
背镗加工必须注意:确保镗削刀具能够通过台阶孔并且镗削刀具的头部不会与工件碰撞干涉。因此当背镗时,镗削刀具能通过的孔最小直径dmin为(背镗相关尺寸如图4-62所示)
dmin=Dc/2+D21/2
式中 dmin——镗刀头能通过的孔最小直径(mm);
Dc——背镗台阶孔直径(mm);
D21——镗刀头部直径(mm)。
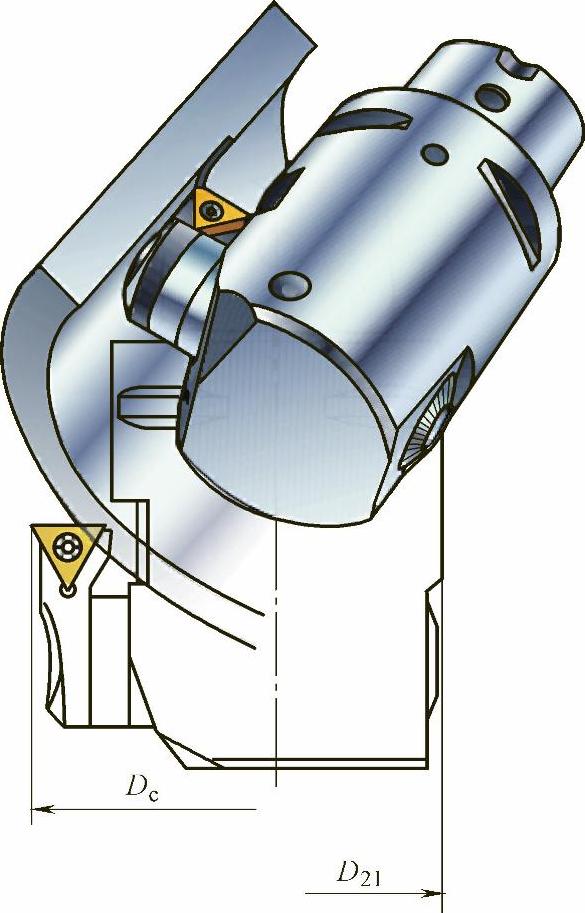
图4-62 背镗相关尺寸(图片来源:山特维克可乐满)
■套车
用精镗刀进行套车(图4-63)比用扩孔刀进行套车更为精确,即可在加工中心上使用精镗刀具来完成更为精准的外圆车削工序,以获得小的圆度公差。
与镗削相比,套车经常需要镗头反转180°或使用笔杆式套车刀杆(图4-63a)并逆转旋转方向,还必须考虑可能的最大加工长度和外径以避免与刀具发生碰撞。
对于外圆加工,滑块和精镗头的质量将围绕工件旋转并产生很高的离心力。因此,当精镗头旋转180°时,必须参照刀具配置为精镗时用于该直径的最大切削速度来计算用于外圆加工的最大切削速度。
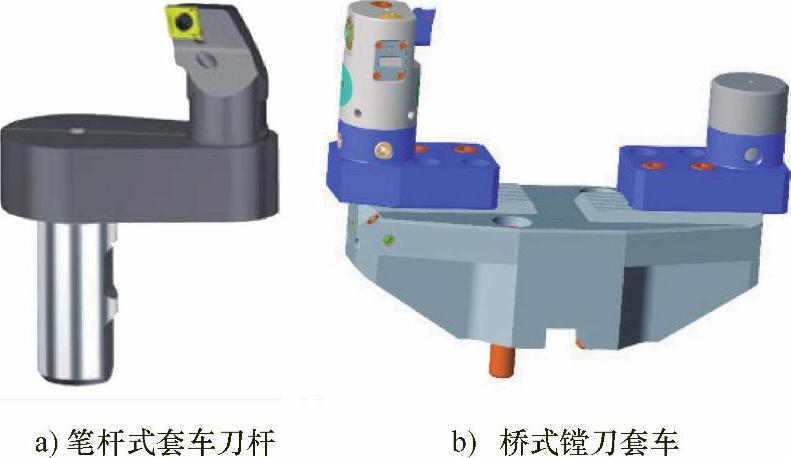
图4-63 用精镗刀进行套车(图片来源:瑞士工具和沃好特)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。