



1)预热温度和道间温度应根据钢材的化学成分、接头的拘束状态、热输入大小、熔敷金属含氢量水平及所采用的焊接方法等综合因素确定或进行焊接试验。
2)常用钢材采用中等热输入焊接时,最低预热温度见表2-33的要求。
表2-33 常用钢材最低预热温度要求(单位:℃)
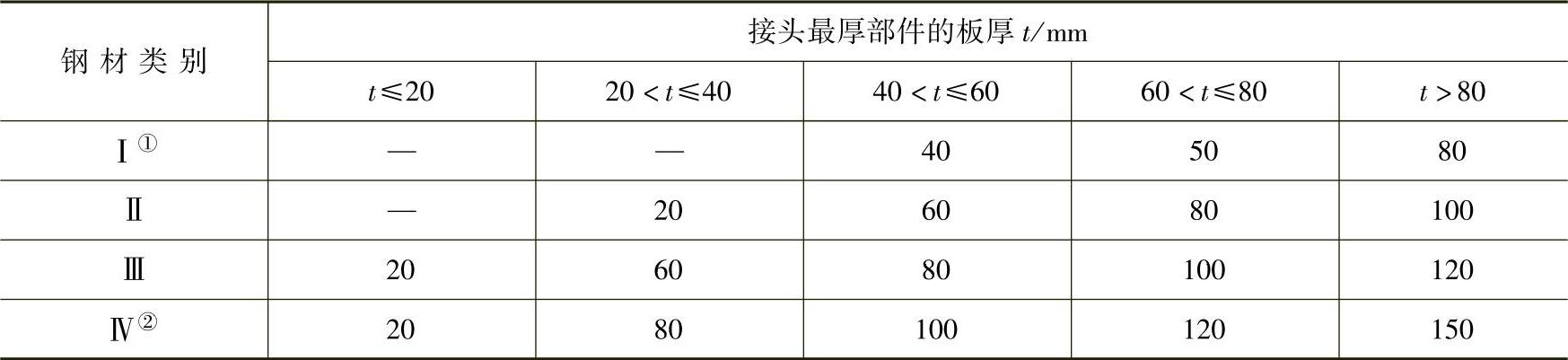
注:1.焊接热输入约为15~25kJ/cm,当热输入每增大5kJ/cm时,预热温度可比表中温度降低20℃。
2.当采用非低氢焊接材料或焊接方法焊接时,预热温度应比表中规定的温度提高20℃。
3.当母材施焊处温度低于0℃时,应根据焊接作业环境、钢材牌号及板厚的具体情况将表中预热温度适当增加,且应在焊接过程中保持这一最低道间温度。
4.焊接接头板厚不同时,应按接头中较厚板的板厚选择最低预热温度和道间温度。
5.焊接接头材质不同时,应按接头中较高强度、较高碳当量的钢材选择最低预热温度。
6.本表不适用于供货状态为调质处理的钢材;控轧控冷(TMCP)钢最低预热温度可由试验确定。(https://www.xing528.com)
7.“—”表示焊接环境在0℃以上时,可不采取预热措施。
①铸钢除外,Ⅰ类钢材中的铸钢预热温度宜参照Ⅱ类钢材的要求确定
②仅限于Ⅳ类钢材中的Q460、Q460GJ钢。
3)电渣焊和气电立焊在环境温度为0℃以上施焊时可不进行预热;但板厚大于60mm时,宜对引弧区域的母材预热且预热温度不应低于50℃。
4)焊接过程中,最低道间温度不应低于预热温度;静载结构焊接时,最大道间温度不宜超过250℃;需进行疲劳验算的动荷载结构和调质钢焊接时,最大道间温度不宜超过230℃。
5)预热及道间温度控制应符合以下规定:
①焊前预热及道间温度的保持宜采用电加热法、火焰加热法,并应采用专用的测温仪器测量。
②预热的加热区域应在焊缝坡口两侧,宽度应大于焊件施焊处板厚的1.5倍,且不应小于100mm;预热温度宜在焊件受热面的背面测量,测量点应在离电弧经过前的焊接点各方向不小于75mm处;当采用火焰加热器预热时正面测温应在火焰离开后进行。
6)Ⅲ、Ⅳ类钢材及调质钢的预热温度、道间温度的确定,应符合钢厂提供的指导性参数要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。