



横向焊缝的焊接操作方法叫横焊法。根据焊接接头形式的不同,横焊法分为对接、搭接和角接横焊等。
1.对接横焊法
横焊缝一般都采用多道焊法。这种焊法易造成焊缝层间夹渣,焊缝外观经常形成条状凹槽而显得不平整。横焊时,由于熔化金属受重力作用有下坠倾向,如果掉落在未熔化的下侧坡口上,易形成熔合不良和焊不透的缺陷。
对接横焊的操作步骤及要点主要有:
(1)对口要求 对于较薄构件(板厚3~5mm),可不开坡口,通常对口间隙为焊件厚度的一半。如果厚度较大时,为了易于焊透,同时又使焊接容易掌握,通常开单斜面坡口,对口的上侧做成40°~60°的坡口,如图3-35所示。很多构件也可用V形坡口。
(2)定位焊 定位焊焊缝起固定焊件并使焊缝具有一定的对口间隙的作用,因此定位焊尺寸不宜过大,焊点厚度为5mm左右,长度为30~50mm。如果过短或过薄,往往由于应力的作用而产生裂纹。这种裂纹在施焊中易残留在焊缝根部,并在受力后扩展,造成整个焊缝破裂。为便于熔透接头处,定位焊焊缝的两个端部必须修成缓坡形,如图3-36所示。定位焊所用焊条应和焊接时使用的焊条一样。
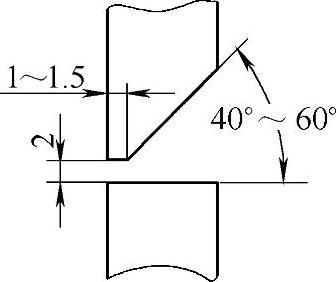
图3-35 40°~60°单斜面坡口

图3-36 焊点的修理
(3)开坡口(V形坡口焊缝根部)的焊接技巧 大型容器或贮罐都不带垫板。焊接时,一般运用挑弧或灭弧焊法来焊接根部,且保持适当的电弧长度,以便使熔滴容易从焊条过渡到焊件上去,并造成足够的熔深,使熔化金属和熔渣易于分离。如果电弧压得太短或拉得过长,都会引起气孔、未熔透等缺陷。
对口间隙正常时,如果采用灭弧法焊接,通常从定位焊处开始引燃。引弧后,用长弧预热起焊点3~5s。预热后,迅速压短电弧,从坡口下侧引向焊道。不允许从坡口上侧引向焊道,因为熔滴会坠落在未熔化的坡口下侧表面上,形成焊不透的缺陷。起焊点a与原来焊点端部搭错5mm左右,如图3-37所示。
运条至焊点端部b点时,切勿灭弧,并在此稍停,同时将焊条向根部压一下,待发现接头处已被熔透时,才可灭弧。趁熔池未冷却尚保持红热状态时,立即引弧焊接,并全部采用顶弧焊法。当运条到与焊点另一端部(图3-37中c点)还有5mm左右时,不可灭弧,将焊条沿焊缝来回挑弧向前移动,到达c点接头时,将焊条向根部压一下,并在此稍停,以填满熔池。只有这样,才能将接头处熔透,得到高质量的焊缝。
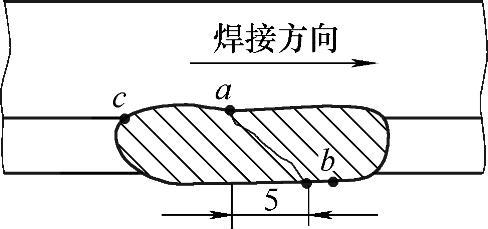
图3-37 起焊处接头法
如果熄弧不是在定位焊焊缝上,不可突然熄弧,必须待熔池填满后再熄弧。再次引弧焊接时,运条中如果发现熔渣与熔化金属混合不清,可略把电弧拉长,并往后面带动一下,这样熔渣即被推向后方并与熔化金属分离开来。
当坡口钝边较薄时,对口间隙应小一些,运用直线形或挑弧法焊接。但必须使起焊点有足够的电弧预热,否则不易焊透。运用此法时电弧要短,电流要大些。运条动作是将焊条沿焊缝纵向来回挑动前进,焊条在坡口根部多停留一些时间,将熔池半打穿,让根部充分熔透,这样就形成焊肉较薄、透度较小的焊缝。当坡口钝边较厚时,对口间隙应大一些,为防止根部烧穿过大,可采用带弧或灭弧方法前进。如果是对口不齐,局部缺肉,又无法修理的特殊情况,而对口间隙又很大,即大于焊条直径的1.5倍时,就只好运用两道或三道堆置法焊接了。两道或三道堆置法是选用较小的电流,直线运条,先在坡口下侧堆置焊道1,使对口间隙减小,然后进行焊道2的焊接,如图3-38所示。
焊道2的运条方式采用斜直线横向摆动顶弧焊法。此时应特别注意该焊道与焊道1和上侧坡口的熔合情况,如图3-39所示。
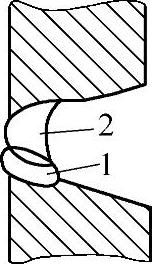
图3-38 大间隙两道焊法
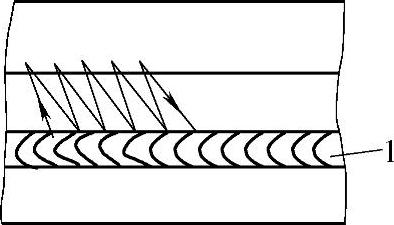
图3-39 两道焊法中焊道2摆动方式
如果间隙更大,就运用三道焊肉堆置法,即先用小电流直线运条,分别在坡口上、下侧堆置焊道1及焊道2,然后再用斜折线形方式堆置焊道3,如图3-40所示。(https://www.xing528.com)
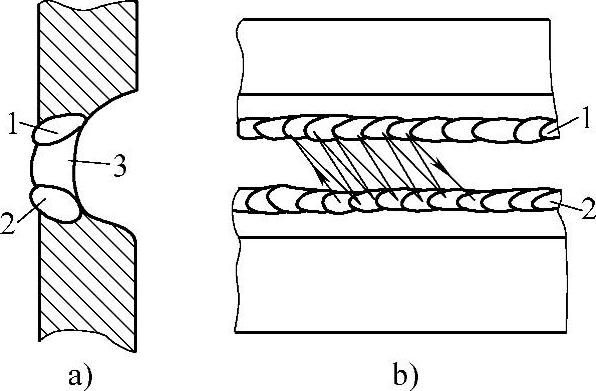
图3-40 三道焊法堆置顺序及焊道3摆动方式
a)三道焊法堆置顺序 b)焊道3摆动方式
(4)不开坡口焊缝根部的焊接技巧 当焊接不开坡口的对接横焊缝根部时,应用ϕ3.2mm或更细的焊条,对口间隙适当放宽,电流稍大,用灭弧或挑弧法焊接。同时,必须保持熔池前端有一熔穿的小圆穴,焊条垂直于焊缝,使电弧穿透对口间隙,如图3-41所示。
(5)单面坡口焊缝根部的焊接技巧 单面坡口焊缝根部的焊接方法与V形坡口相同。
(6)其余各层的焊接 对接横焊通常采用多道焊接法来堆置焊缝,其焊接要点为:
1)一定要把焊道之间及焊道与坡口交接处清理干净。焊接中要避免焊道之间及焊道与坡口交接处出现凹槽及咬边,否则里面残存熔渣很难清理,并常会引起焊缝夹渣。多层多道焊的堆焊顺序如图3-42所示。
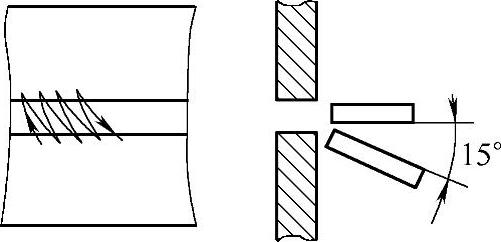
图3-41 挑弧焊法
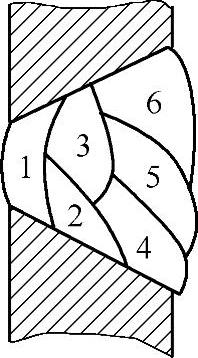
图3-42 多层多道焊的堆焊顺序
2)为使焊缝表面平整、干净及美观,必须选用适当加大的电流值,且各道之间不清除焊渣,连续堆焊。当运条至焊肉凸起处时,要加快前移速度,而在低凹处时要放慢运条速度,以填平凹坑。焊道接头时,电弧要稍拉长些,运条速度要快,以防接头凸起。其运条方式可根据具体情况,采用直线或斜线运条,但每道焊肉的接头要错开10~30mm。
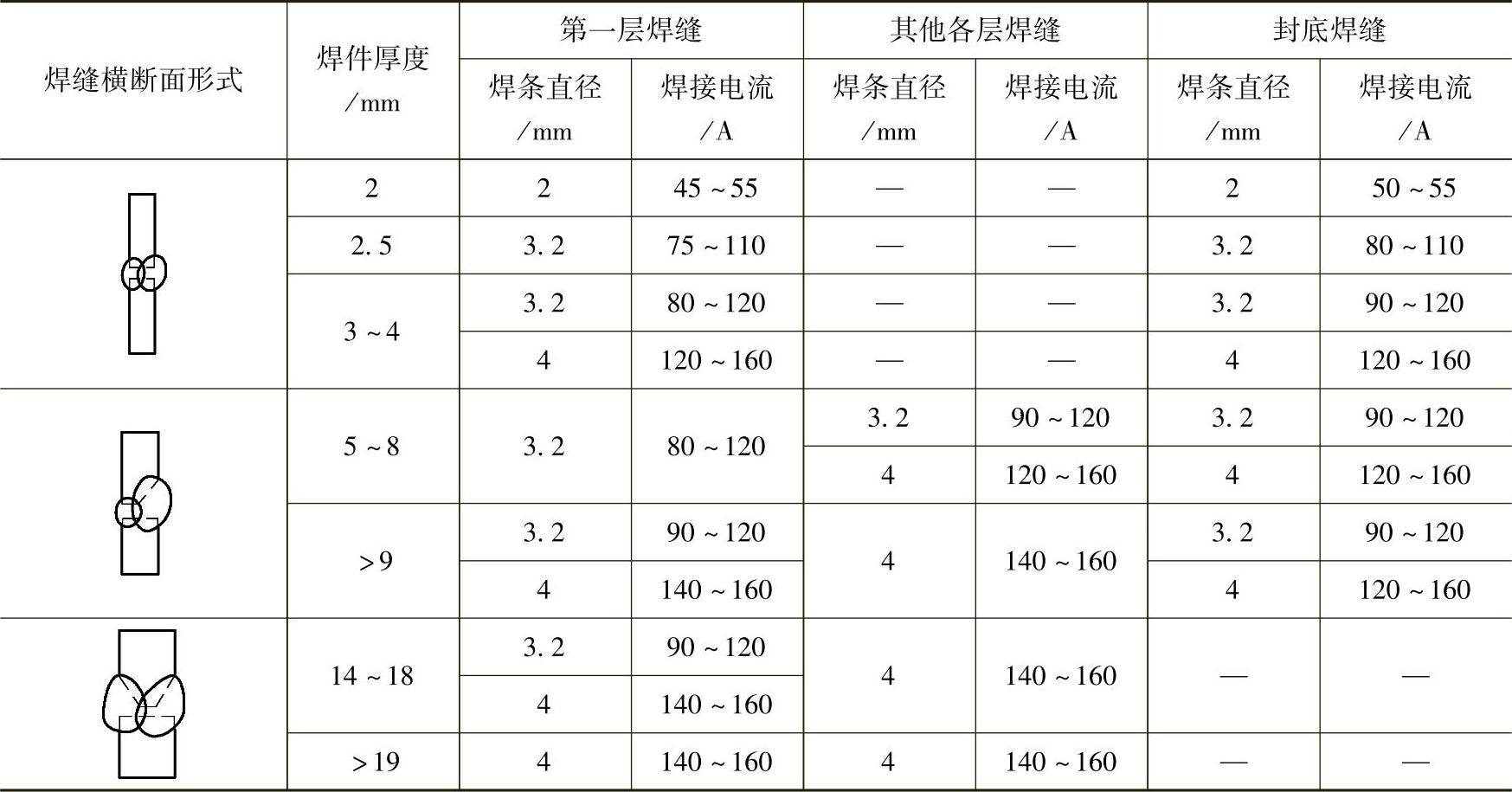
(7)横焊的焊接参数 对接横焊推荐使用的焊接参数见表3-13。
表3-13 对接横焊推荐使用的焊接参数
(8)低氢型焊条的操作要领 当采用低氢型焊条进行对接横焊操作时,坡口形式应采用V形或X形坡口,角度为70°。第一层要求焊透,无夹渣和气孔,焊条角度为80°~90°。尽量避免挑弧或带弧法,此法容易产生气孔,增加飞溅,弄脏焊道。其他各层采用叠焊法(即多层多道堆置法)焊接,最好使用直径为4mm的焊条。
也可采用多层单道焊接法。操作过程为:将焊条向下斜前方移动,电弧移到焊缝下部时,压过坡口边缘2mm左右,并作一小段直线运动,以保证焊缝整齐和焊缝强度;在不熄弧的情况下,快速提上来,途中不停留;然后迅速在已形成斜焊波的二分之一处,紧压电弧作斜线运动(或将电弧向左方稍带动一下避免咬肉,然后再作斜线运动),但焊波每条的粗细不宜超过5mm。这种手法不宜过于成直线,否则会形成焊肉中部和下部突出,而上部有咬肉的现象。一般斜度均在35°~50°。完成后的焊缝表面应高出母材2mm。
2.搭接横焊法
搭接焊缝横焊的操作方法比较简单,要求焊条角度与水平成45°,与前进方向成75°,采用顶弧焊法,如图3-43所示。
一般第一遍采用直线运条,运条速度不宜过快,且运条时要看到一半熔池发亮,而另一半熔池逐步随着焊条前进而覆盖焊肉,否则易造成夹渣。第二遍采用斜线形运条,电弧要短,速度稍慢,这样可使焊缝两边熔合良好,焊肉饱满。
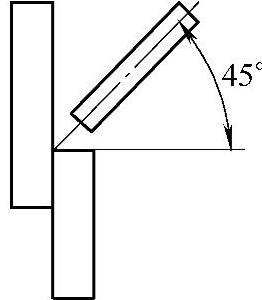
图3-43 搭接横焊焊条角度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。