



切削速度vc、进给量ƒ和背吃刀量ap是切削用量三要素,总称为切削用量,如图1-3所示。
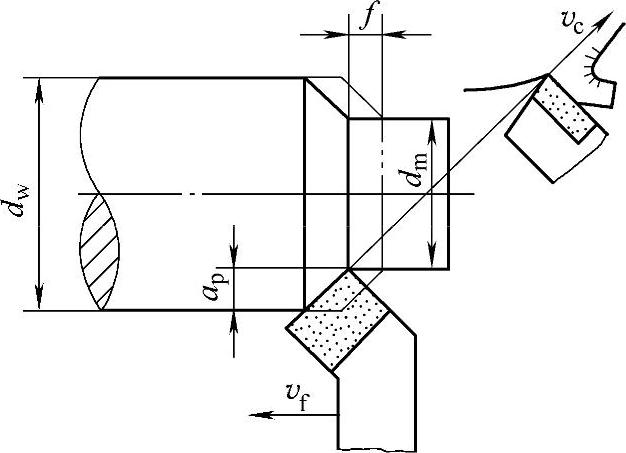
图1-3 切削用量
1.切削速度
(1)主轴转速主轴转速是指主轴在单位时间内的转数,是表示机床主运动的性能参数,用符号n表示,其单位是r/min或r/s。
(2)切削速度切削速度是刀具切削刃上选定点相对于工件的主运动的瞬时速度(线速度),用符号vc表示,单位为m/min或m/s。
外圆车削或用旋转刀具切削加工时的切削速度计算公式为
式中 vc——切削速度(m/min);
d——工件或刀具的直径(mm);
n——工件或刀具的转速(r/min)。
2.进给量
(1)进给量 进给量是刀具在进给运动方向上相对于工件的位移量,用刀具或工件每转(主运动为旋转运动时)或双行程(主运动为直线运动时)的位移量来表达,用符号f表示,单位为mm/r或mm/双行程,如图1-3所示。
(2)进给速度 进给速度是刀具切削刃上选定点相对工件进给运动的瞬时速度。进给速度用符号vf表示,单位是mm/min。(https://www.xing528.com)
(3)每齿进给量 对于多齿刀具(如铣刀),每转或每行程中每齿相对于工件在进给运动方向上的位移量称为每齿进给量fz,单位为mm/齿。
式中 fz——每齿进给量(mm/齿);
f——进给量(mm/r);
z——刀齿数。
进给速度vf与进给量f之间的关系为:vf=nf=nfzz。
即表示铣削进给运动的进给量可用每齿进给量fz(mm/齿)、每转进给量f(mm/r)或进给速度vf(mm/min)来表示。
3.背吃刀量
车削加工中,刀具的横向进给(也称为吃刀)和铣削加工中刀具的横向进给是间歇的进给运动,是由机床的吃刀机构提供的,也称为吃刀运动。通常把切削加工中的吃刀量称为背吃刀量,用符号ap表示,单位为mm。车削中的背吃刀量是指已加工表面与待加工表面之间的垂直距离。外圆车削时,其背吃刀量ap等于工件上已加工表面与待加工表面之间的垂直距离,如图1-3所示,即
式中 dw——工件待加工表面直径(mm);
dm——工件已加工表面直径(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。