



1.刮削概述
(1)刮削的概念 刮削是用刮刀在工件表面上刮去一层很薄的金属,以提高工件加工精度的切削方法(用刮刀刮除工件表面薄层的切削加工方法)。
(2)刮削的特点 切削量小、切削力小、产生热量小、装夹变形小等。刮削时,刮刀对工件既有切削作用,又有挤压作用,因此经过刮削后的工件表面组织比原来致密,硬度提高。
(3)刮削原理 刮削是将工件与校准工具或与其相配合的工件之间涂上一层显示剂,经过对研,使工件表面较高的部位显示出来,然后用刮刀进行微量刮削,刮去较高的金属层。同时刮刀对工件还有推挤和压光作用,这样反复地显示和刮削,就能使工件的加工精度达到预定的要求。
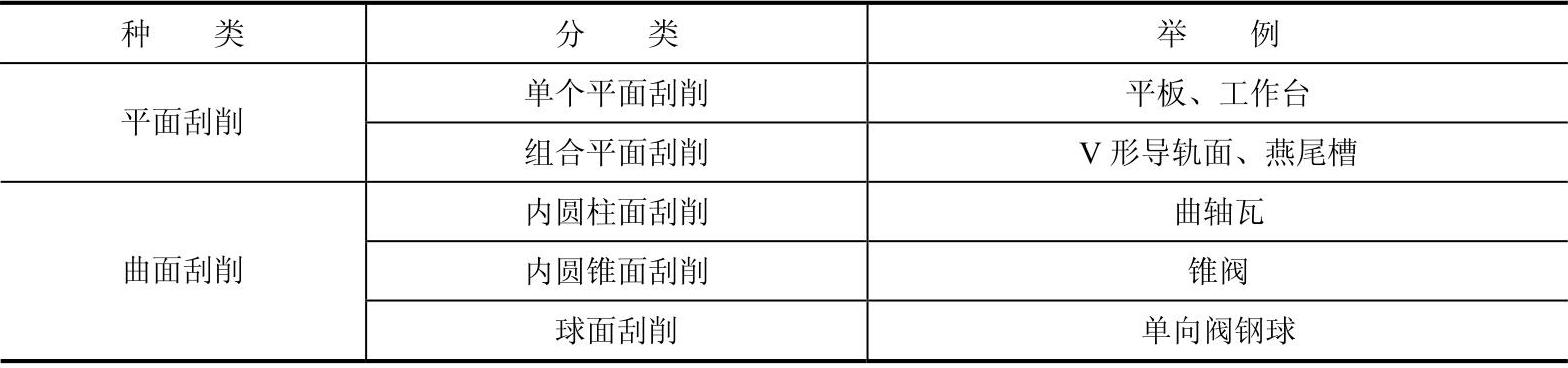
(4)刮削的种类 刮削分为平面刮削和曲面刮削,见表2-15。
表2-15 刮削的种类
2.刮削工具
(1)校准工具 校准工具是用来推磨研点和检查被刮表面准确性的工具,也称研具。常用的有标准平板、平尺、角度平尺以及根据被刮面形状而设计制造的专用校准型板等。
(2)刮刀 刮刀是刮削工作中的刀具,要求刀头部分具有较高的硬度,并能把刃口刃磨得很锋利。刮刀一般采用碳素工具钢T10A、T12A或弹性较好的滚动轴承钢GCr5锻制而成,并经热处理淬火和回火,使刀头硬度达到60HRC以上。当刮削硬度较高的工件表面时,刀头可焊上硬质合金。
根据不同的刮削表面,刮刀可分为平面刮刀(图2-17)和曲面刮刀(图2-18)。
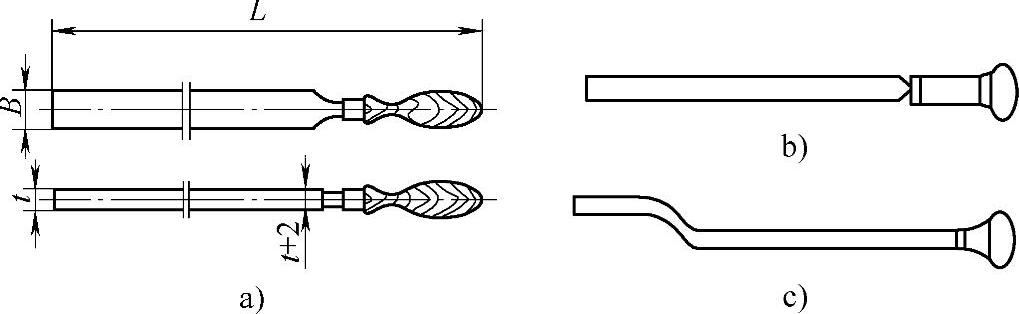
图2-17 平面刮刀
a)普通平面刮刀 b)直头刮刀 c)弯头刮刀
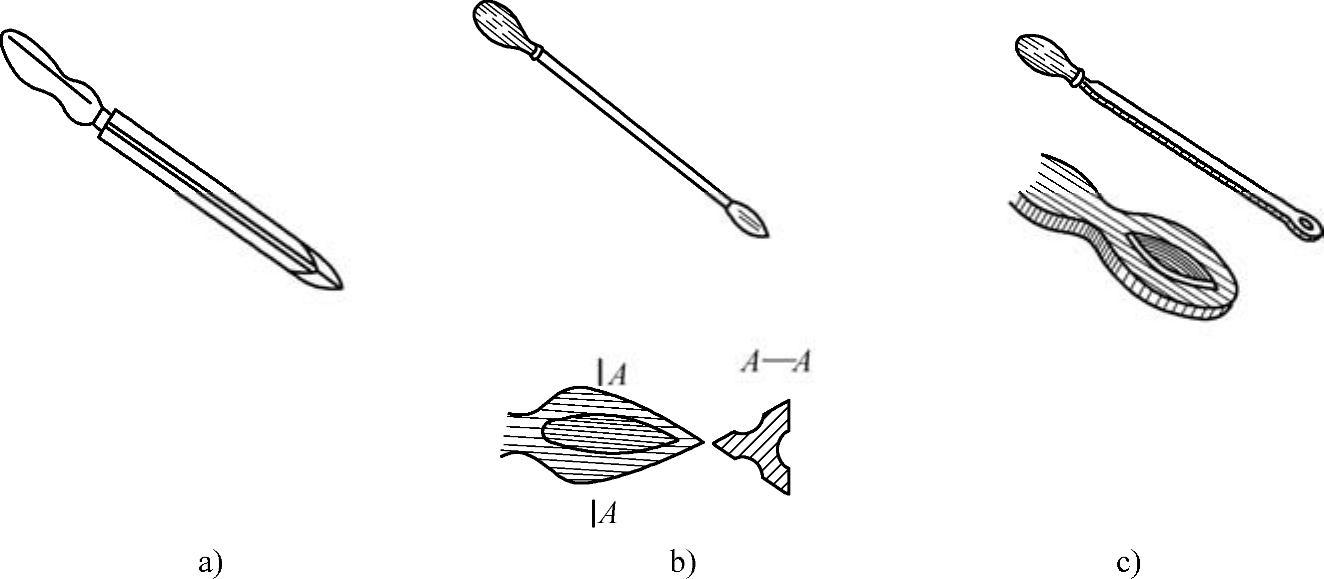
图2-18 曲面刮刀
a)、b)三角刮刀 c)蛇头刮刀
(3)显示剂为了显示工件表面的误差情况,工件与校准工具对研时,在其表面上所涂的有颜色的涂料,称为显示剂。
1)显示剂的种类。(https://www.xing528.com)
①红丹粉。红丹粉分为铅丹和铁丹两种。铅丹是氧化铅,呈橘红色;铁丹是氧化铁,呈红褐色。
②蓝油。用普鲁士蓝粉和蓖麻油及适量机油调合而成,呈深蓝色,研点小而清楚,多用于精密工件和有色金属及其合金的工件。
2)显示剂的用法。显示剂可以涂在工件表面上,也可以涂在校准工具的表面上。前者在工件表面上显示的结果是红底黑点,没有反光,容易看清,适用于精刮;后者只在工件表面的高处着色,研点暗淡,不易看清,但切屑不易粘附在刮刀的切削刃上,刮削方便,适用于粗刮。
3.刮削的工艺方法
(1)平面刮削的方法 平面刮削的方法有手刮法和挺刮法两种。一般分四步:粗刮、细刮、精刮和刮花。
1)粗刮是用粗刮刀在刮削面上均匀地铲去一层较厚的金属。采用连续推铲的方法,刀迹要连成长片。粗刮的目的:很快地去除上道工序留下的刀痕、锈斑或过多的余量。当粗刮达到每25mm×25mm的正方形面积内有3~4个研点,且分布均匀时,粗刮结束。
2)细刮是用细刮刀在刮削面上刮去稀疏的大块研点(俗称破点),目的是进一步改善不平现象,增加研点数。细刮采用短刮法,刀痕宽而短,刀痕长度均为切削刃宽度的1/3~1/2。
3)精刮是用精刮刀更仔细地刮削研点(俗称摘点),目的是进一步增加研点数,改善表面质量,使刮削面符合精度要求。精刮时采用点刮法,当研点逐渐增加到25mm×25mm的正方形面积内有20点以上时,可将研点分为三类,分别对待。
4)刮花是在刮削面或机器外观表面上用刮刀刮出装饰性花纹,如图2-19所示。
刮花的目的有三:其一,单纯为了刮削表面美观;其二,为了给滑动表面之间造成良好的润滑条件;其三,根据花纹的消失情况来判断滑动表面的磨损程度。
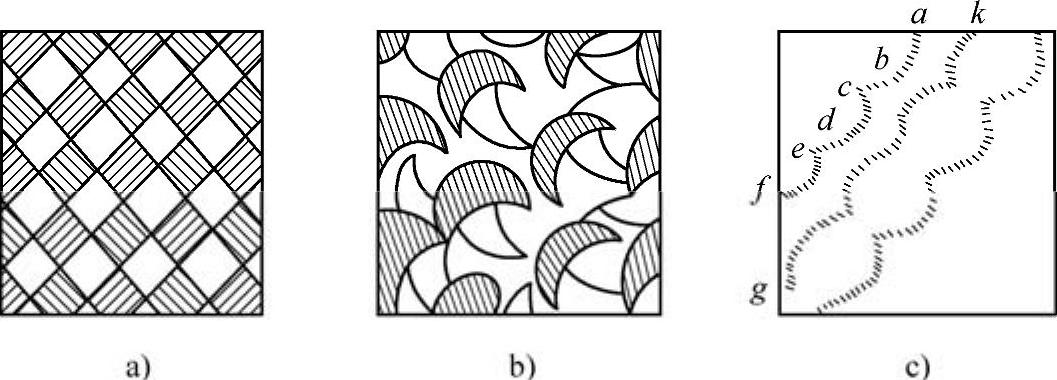
图2-19 刮花的花纹
a)斜花纹 b)鱼鳞花 c)半月花
(2)曲面刮削的方法 曲面刮削中最典型的实例是滑动轴承的刮削,刮削时常用标准轴(又称工艺轴)或与其相配的轴作内曲面研点显示的校准工具。曲面刮削时是用曲面刮刀在内曲面上做螺旋运动。
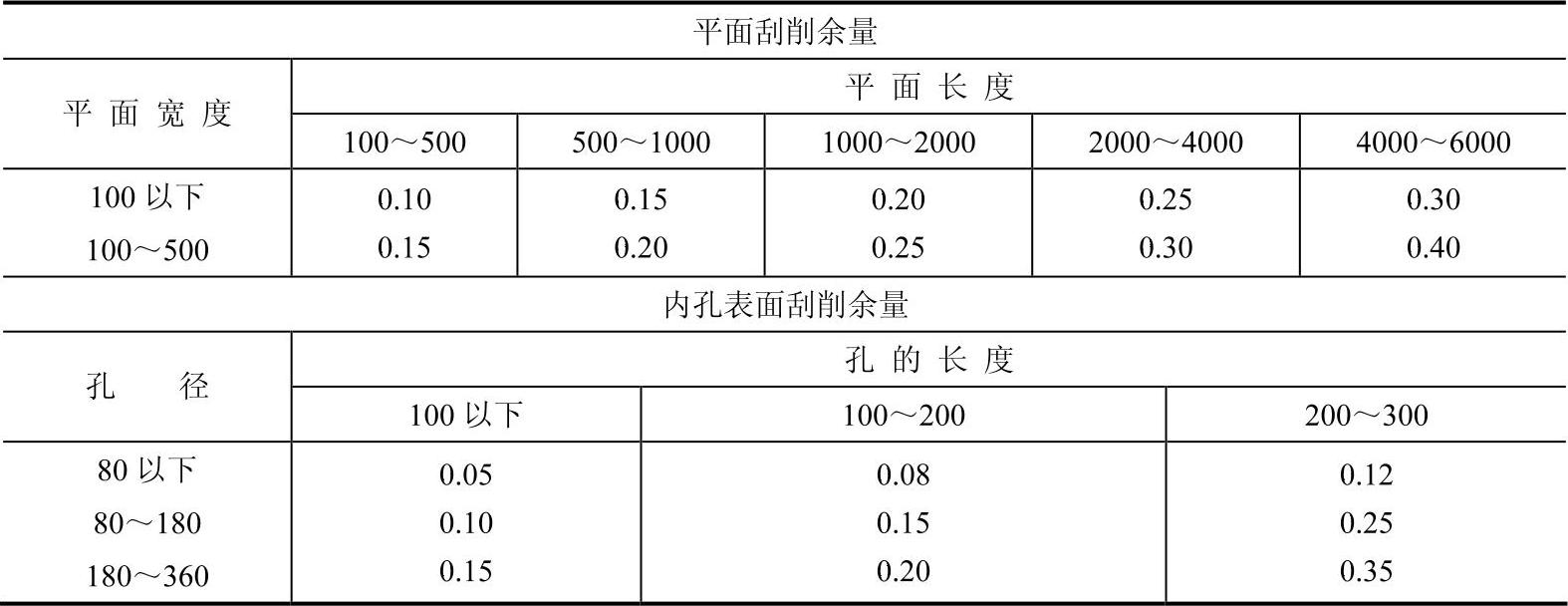
(3)刮削余量的确定 每次刮削只能刮下一层很薄的金属,且刮削操作劳动强度很大,因此,刮削余量不宜太大。具体数值见表2-16。
表2-16 刮削余量 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。