



简单成形砂轮的修整计算包括以下几项。
(1)修圆弧如图5-27所示,用一组量块调好夹持在支架上的金刚石笔尖的位置,其要求为

式中 H——需垫加的量块高度(mm);
p——销位于回转中心时(即修凸圆弧),回转中心至支架定位面的距离(mm);
p′——销位于非回转中心时(即修凹圆弧),回转中心至支架定位面的距离(mm);
a——支架上两销孔间的距离(mm);
R——欲修整的砂轮圆弧半径(mm)。
调整好金刚石笔尖的位置后,用螺钉加以紧固,以回转中心转动支架即可修整出凸或凹的砂轮圆弧。
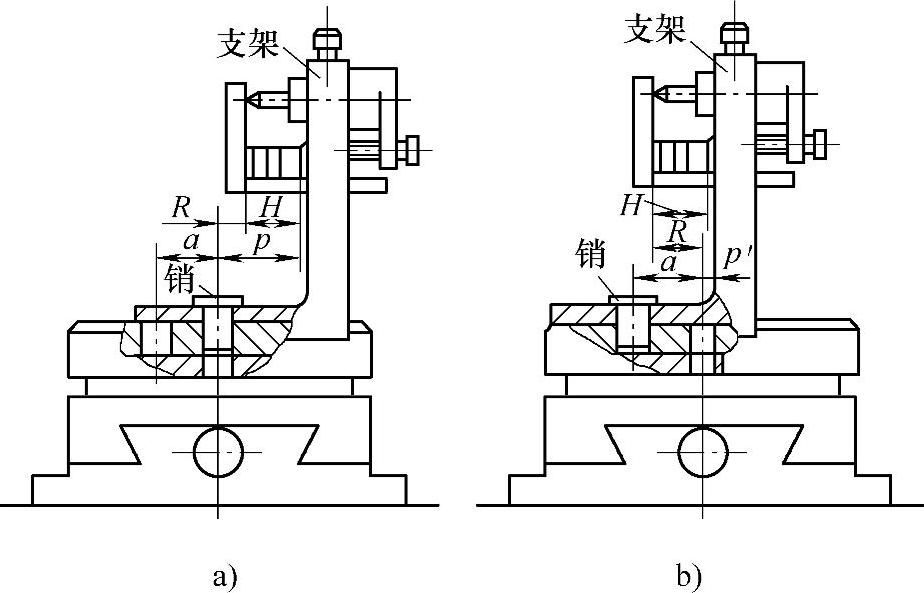
图5-27 成形砂轮的修整
a)修凸圆弧 b)修凹圆弧(https://www.xing528.com)
(2)修180°圆弧先将砂轮的左、右侧面修至宽度b=2R-(0.02~0.03)mm,然后将金刚石笔装到夹具上,再将夹具安装到有纵向和横向运动的十字滑板上。横向移动滑板,使金刚石笔尖绕夹具中心作180°回转时能刚好接触砂轮两侧面;锁紧横向滑板,摆转金刚石笔,并缓慢下降砂轮,开始时先修去两尖角,再逐渐修成180°圆弧,如图5-28所示。修完后,金刚石笔尖必须摆至左侧或右侧位置才能提升砂轮,不得在中间位置时提升砂轮,以免金刚石笔尖划伤已修好的砂轮表面。
(3)修圆弧连接
1)修90°圆弧连接的砂轮表面:先调好金刚石笔的回转半径,使之等于所修圆弧的半径,再调整90°范围的回转角,如图5-29a所示。
2)圆弧与斜面相切表面的修整:先修斜面,再调好回转半径的位置及转角的范围(90°±α1),然后修整圆弧面(也应先从侧面的切点修起,至斜面的切点终止,但在到达终点前,砂轮下降要特别缓慢,且金刚石笔尖不得切入斜面以内,以使圆弧与斜面圆滑相切),如图5-29b所示。
3)凸、凹圆弧相切表面的修整:要先修凹圆弧,后修凸圆弧。凹圆弧中心距凸圆弧侧面应为H=(R1+R2)sinα2+R2。按此距离确定金刚石笔的回转中心,再使金刚石笔转至水平位置,笔尖触及凸圆弧侧面,并将之修平;然后提升砂轮,移动横向滑板,使金刚石笔至凹圆弧的回转中心后下降砂轮,修整凹圆弧;再提升砂轮,调整金刚石笔尖接触凸圆弧侧面切点处,并调回转角(90°±α2);再下降砂轮,回转夹具,修整凸圆弧至凹、凸圆弧切点处,如图5-29c。
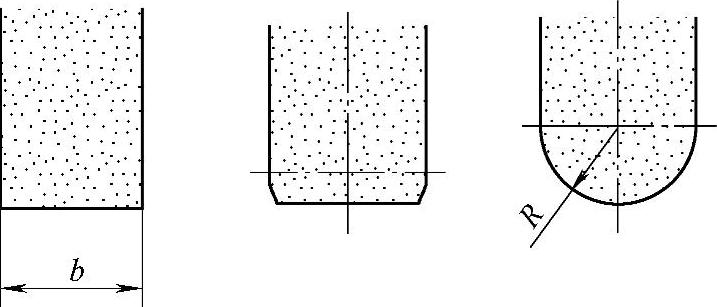
图5-28 修180°圆弧的顺序
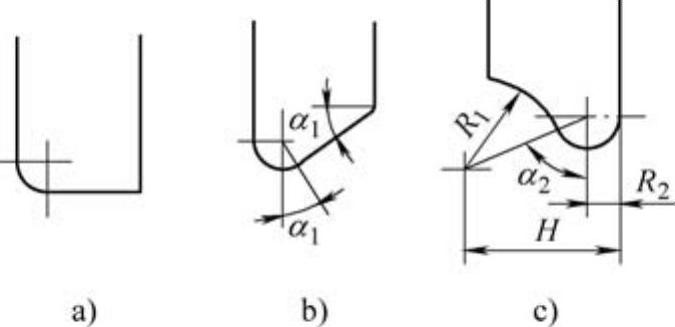
图5-29 修圆弧连接的砂轮表面
a)90°圆弧 b)圆弧与斜面相切 c)圆弧与弧面相切
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。