



1.变形铝合金的热处理工艺参数
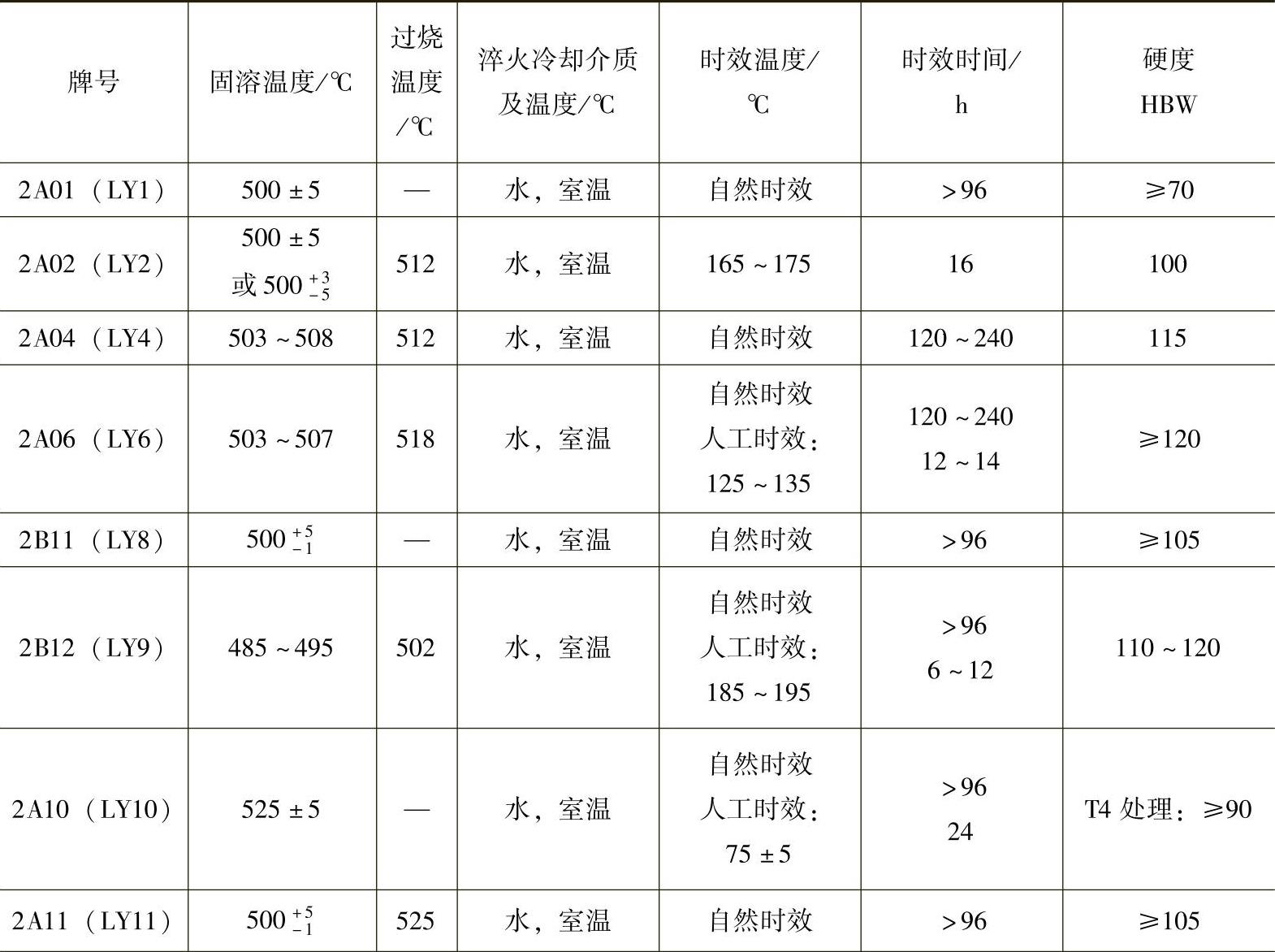
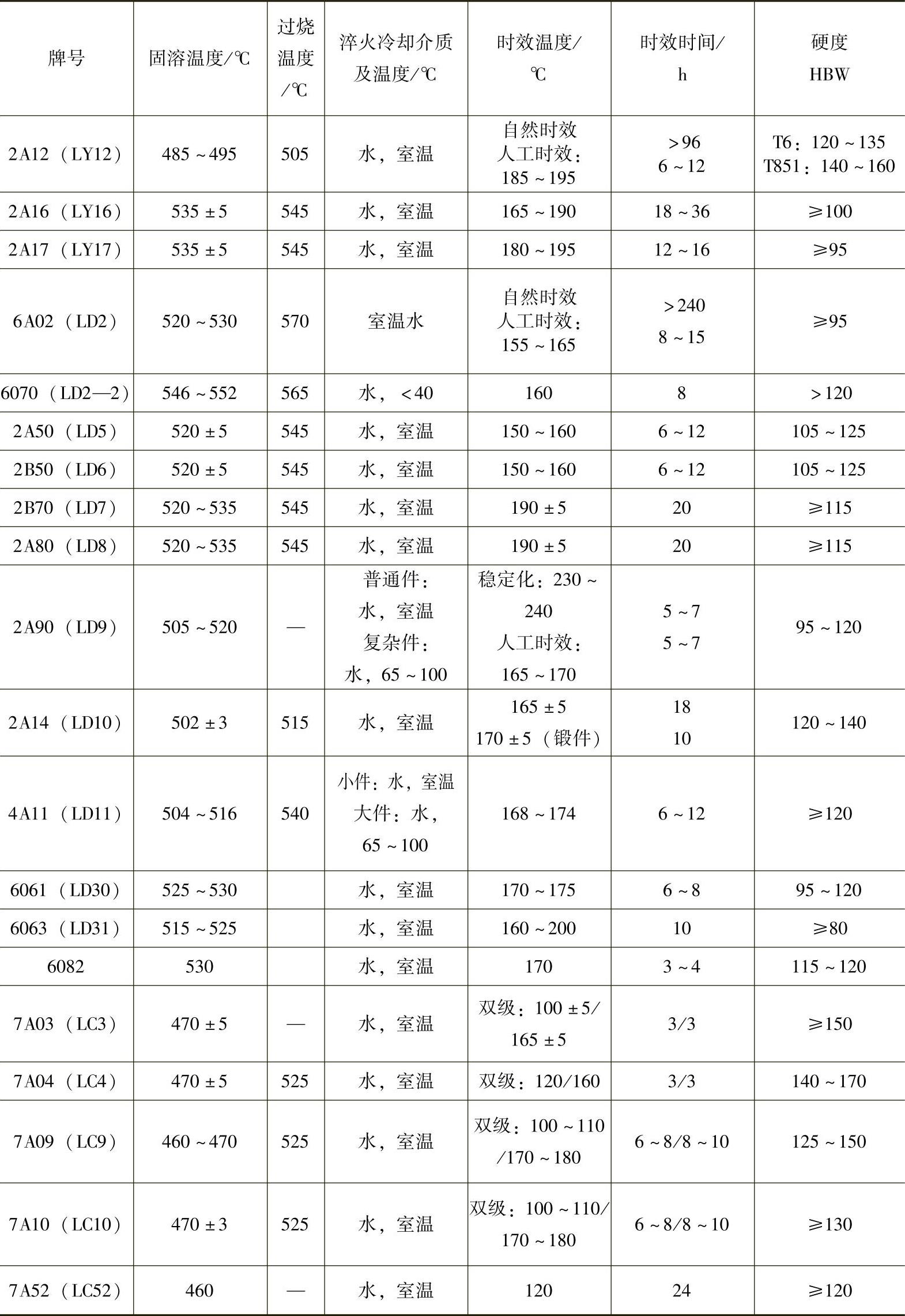
经退火的板材、冷变形管材、热轧厚板、型材、棒材、热挤压套筒或锻件等变形铝合金的固溶处理保温时间见表7-5。变形铝合金淬火、时效工艺参数见表7-6。
表7-5 变形铝合金固溶处理保温时间
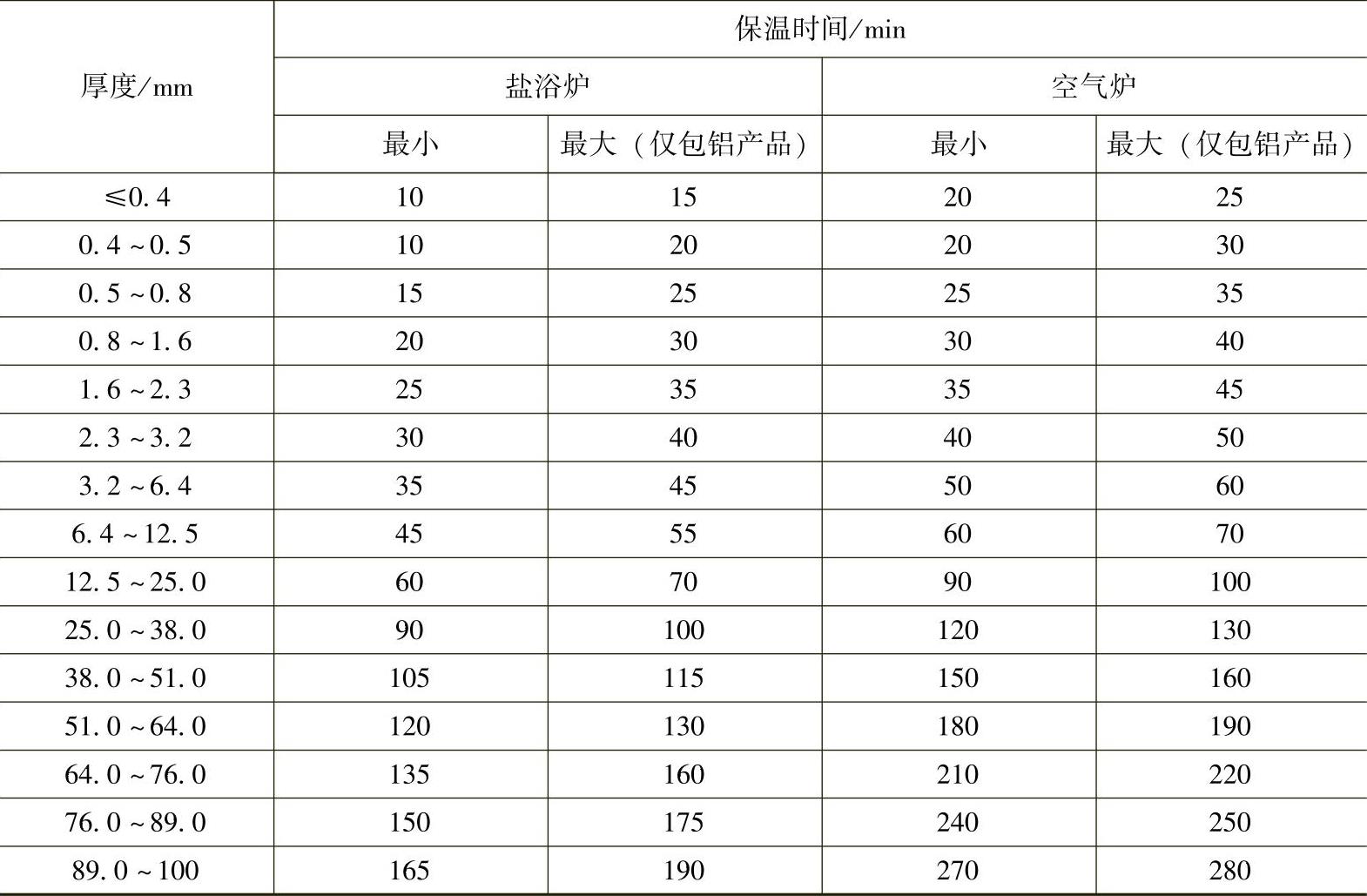
表7-6 变形铝合金淬火、时效工艺参数
(续)
铝合金工件表面在空气中形成一种稳定的Al2O3氧化膜,它不会在退火的温度下被还原,所以没有必要使用还原性气体。
2.固溶处理技术要点
(1)装炉量与装炉方法 变形铝合金工件在淬火加热装炉时应注意以下几个方面:
1)淬火温度入炉,即所谓到温装炉时,不允许采用超过淬火温度上限的高温入炉。
2)为保证装炉时炉温不致下降太多,装炉量要限定在工艺规定范围内。
3)为方便操作与减小变形,工件应用适当夹具装夹,或以铝带、铝丝绑扎,夹具不能用铜制作,也不能用铜丝绑扎,以免铜与锌扩散到工件中,降低工件的耐蚀性或使工件局部熔化。(https://www.xing528.com)
4)在硝盐槽中加热时,应保证工件至槽壁、槽底及与液面距离不小于100mm。在空气循环电阻炉中加热时除保持与炉门、隔板有一定距离外,应注意工件放置位置不应妨碍热风正常循环。
5)铝板加热时,各片板之间应有一定间隙,使其受热均匀。
(2)加热温度 铝合金加热温度范围狭窄,一般在5~15℃,所以加热是要防止过热、过烧;固溶加热时在不发生过烧、过热、晶粒长大等情况下,可尽量提高加热温度,保温时间长些,获得最大过饱和的均匀固溶体。
(3)保温时间 铝合金的保温时间考虑因素有以下几个方面:
1)工件的塑性变形程度。热处理之前的变形程度越大,强化相尺寸减少,固溶保温时间可以缩短。经过冷变形的工件在加热过程中要发生再结晶,要防止再结晶晶粒粗大,可以通过提高加热速度来预防粗大晶粒。
2)工件的尺寸。截面尺寸大及变形量小的工件的强化相较粗大,所以要通过增加保温时间来使强化相充分溶解。因此,大型锻件和模锻件、棒料的保温时间比薄件的保温时间要长。
(4)冷却 铝合金淬火冷却时必须有足够的速度,以免析出粗大的过剩相。
1)淬火转移时间。淬火转移时间是指工件从加热炉转移至淬火槽所经历的时间。一般规定,厚度小于4mm时,淬火转移时间不得超过15s。当成批工件同时淬火的数量增多时,转移时间可增长,对硬铝和锻铝合金可增加到20~30s,对超硬铝合金可增加到25s。
2)冷却介质。最常用的冷却介质是水。对于形状复杂的大型工件,为了防止变形和开裂,水温为30~50℃,特殊情况下水温可以到80℃;对于形状简单的小型工件,水温为10~30℃,形状复杂的小件水温可以到30~50℃。另外,也可以选择聚合物水溶液作为淬火冷却介质。
(5)清洗 硝盐加热淬火时,在淬火之后应该在30~50℃下清洗,但是不能停留很长时间,清洗时间在2min之内,以免影响时效效果。
3.时效处理技术要点
1)每种铝合金都有最佳的时效温度和时间。时效温度过高或保温时间过长,铝合金反而软化,称为过时效。时效的方式有人工时效和自然时效两种。时效工艺中要保证加热均匀,通常采用空气炉或油炉。工件装炉时要保证炉子中的气流或油浴对流畅通。对于因为意外情况时效中断时,可以接着进行时效处理,时效时间按几次加热的总和来计算。时效完成后在空气中冷却。
2)经过时效处理之后的铝合金工件如果要进行切削加工,那么在切削加工完成后应进行稳定化处理。稳定化处理的温度不能高于时效温度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。