



硬度的锉刀检测法是使用检测硬度的标准锉刀及标准试块,对被检工件进行对比检测的方法。适用于生产现场对硬度范围为39~67HRC的钢铁的常规硬度检验。
1.标准锉刀和标准试块的技术要求
(1)标准锉刀的技术要求
1)双纹扁锉长度为150mm和200mm,圆锉为ϕ4.3mm×175mm。每25mm长度内应有50~66齿。
2)标准锉刀硬度应符合表9-19中的规定,并用钢印标明硬度级别。
表9-19 标准锉刀的硬度级别
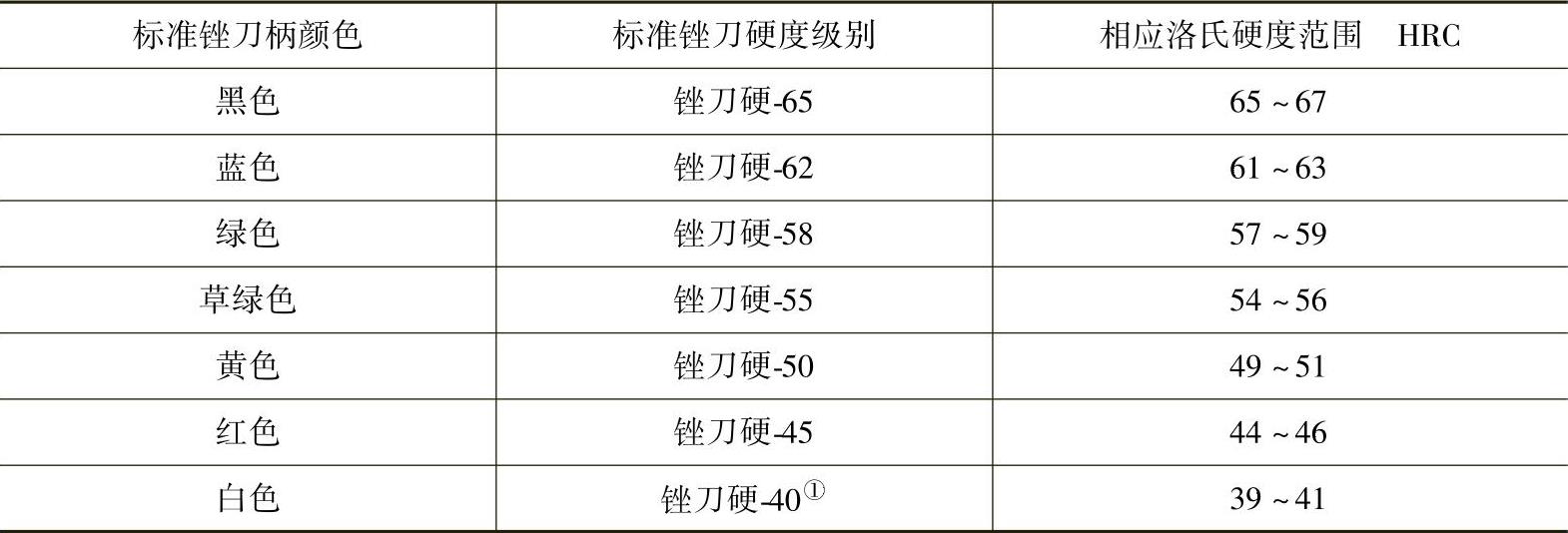
①不推荐使用。
(2)标准试块的技术要求
1)通用标准试块直径为50mm,厚度为12mm。
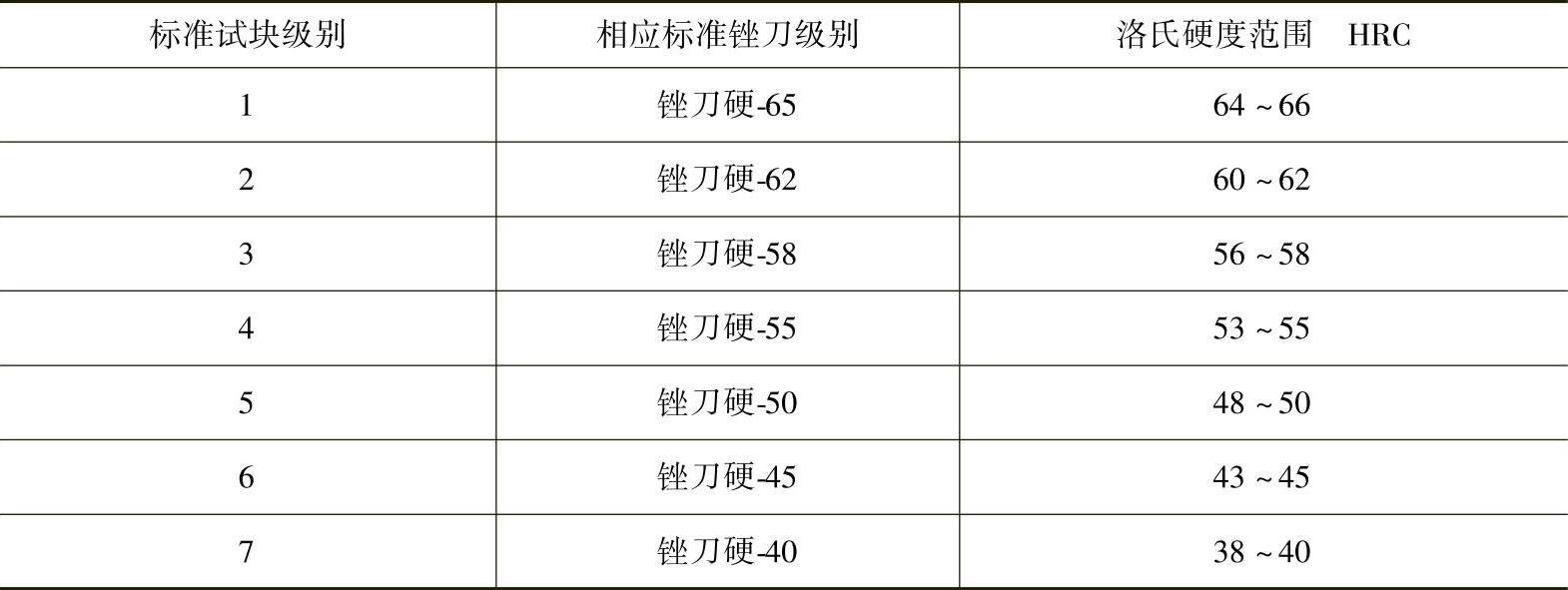
2)标准试块硬度应符合表9-20中的规定,并标明具体硬度值。
3)表面粗糙度值Ra为0.63μm。
表9-20 标准试块的硬度级别
 (https://www.xing528.com)
(https://www.xing528.com)
2.锉刀检测硬度的方法
(1)被检工件的准备
1)必须清除被检工件表面的油污、锈斑和结疤等,其表面粗糙度应尽量与标准试块接近。
2)在清除锈斑和结疤等过程中,不得使工件表面产生明显的宏观硬度变化。
(2)检测硬度的方法
1)用标准锉刀检测硬度时,被检工件和锉刀承受的压力一般应为45~53N。
2)用标准锉刀检测硬度时,使锉刀少数几个锉齿与工件相接触,再慢慢地稳定推锉,仔细体验锉削阻力,并尽量使推锉的距离最短。
3)当无法估计工件硬度范围时,先用硬度最高的锉刀检测,并逐级对其试锉,直到锉刀不能锉削(打滑)为止。再用比该级锉刀高一级的锉刀及相应的标准试块与被检工件进行对比判断,根据手感确定被检工件的硬度。
4)当被检工件的硬度范围已知时,可用比被检工件硬度范围高一级硬度的锉刀及相应的标准试块与被检工件进行对比检测和判断。根据手感确定被检工件的硬度。
5)当标准锉刀不能锉削相应级别的标准试块时,该锉刀不能继续作为检测硬度的工具。
6)标准锉刀只能作为检验被检件表面硬度的工具,不允许作其他用途。
3.锉刀检验硬度的标注
用标准锉刀确定被检件的硬度分为7级。被确定的被检件硬度应以锉刀硬度级别给予标注。例如:锉刀硬-65、锉刀硬-58等,必要时应注明被检测部位。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。