



一、常用焊条的分类
1.按焊条用途分类
焊条按用途分为低碳钢和低合金高强度钢焊条(结构钢焊条)、不锈钢焊条、堆焊焊条、铸铁焊条、镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条、特殊用途焊条等9种。
2.按焊条药皮的性质分类
(1)酸性焊条
其熔渣的成分主要是酸性氧化物,具有较强的氧化性,合金元素烧损多,因而力学性能较差,特别是塑性和冲击韧性比碱性焊条低。同时,酸性焊条脱氧、脱磷、脱硫能力低,因此,热裂纹的倾向也较大。但这类焊条焊接工艺性较好,对弧长、铁锈不敏感,且焊缝成形好,脱渣性好,广泛用于一般结构。
(2)碱性焊条
熔渣的成分主要是碱性氧化物和铁合金。由于脱氧完全,合金过渡容易,能有效地降低焊缝中的氢、氧、硫。所以,焊缝中的力学性能和抗裂性能均比酸性焊条好,可用于合金钢和重要碳钢的焊接。但这类焊条的工艺性能差,引弧困难,电弧稳定性差,飞溅较大,不易脱渣,必须采用短弧焊。
二、钢焊条型号的编制方法
1.碳钢焊条型号的编制方法
按国家标准规定:
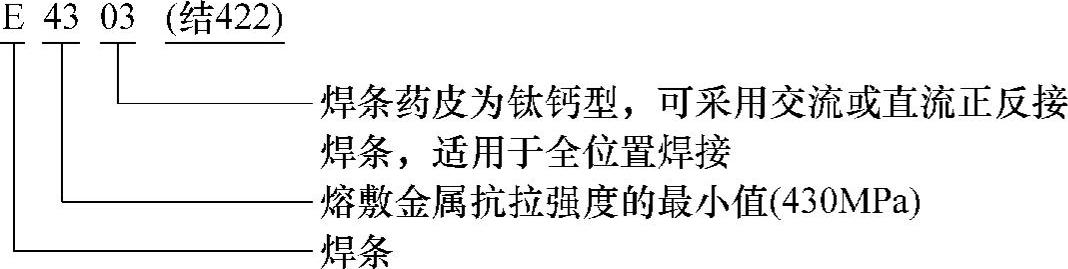
1)字母“E”表示焊条。
2)前两位数字表示熔敷金属抗拉强度的最小值,单位为:×10MPa。
3)第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、横、仰焊),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于立向下焊。
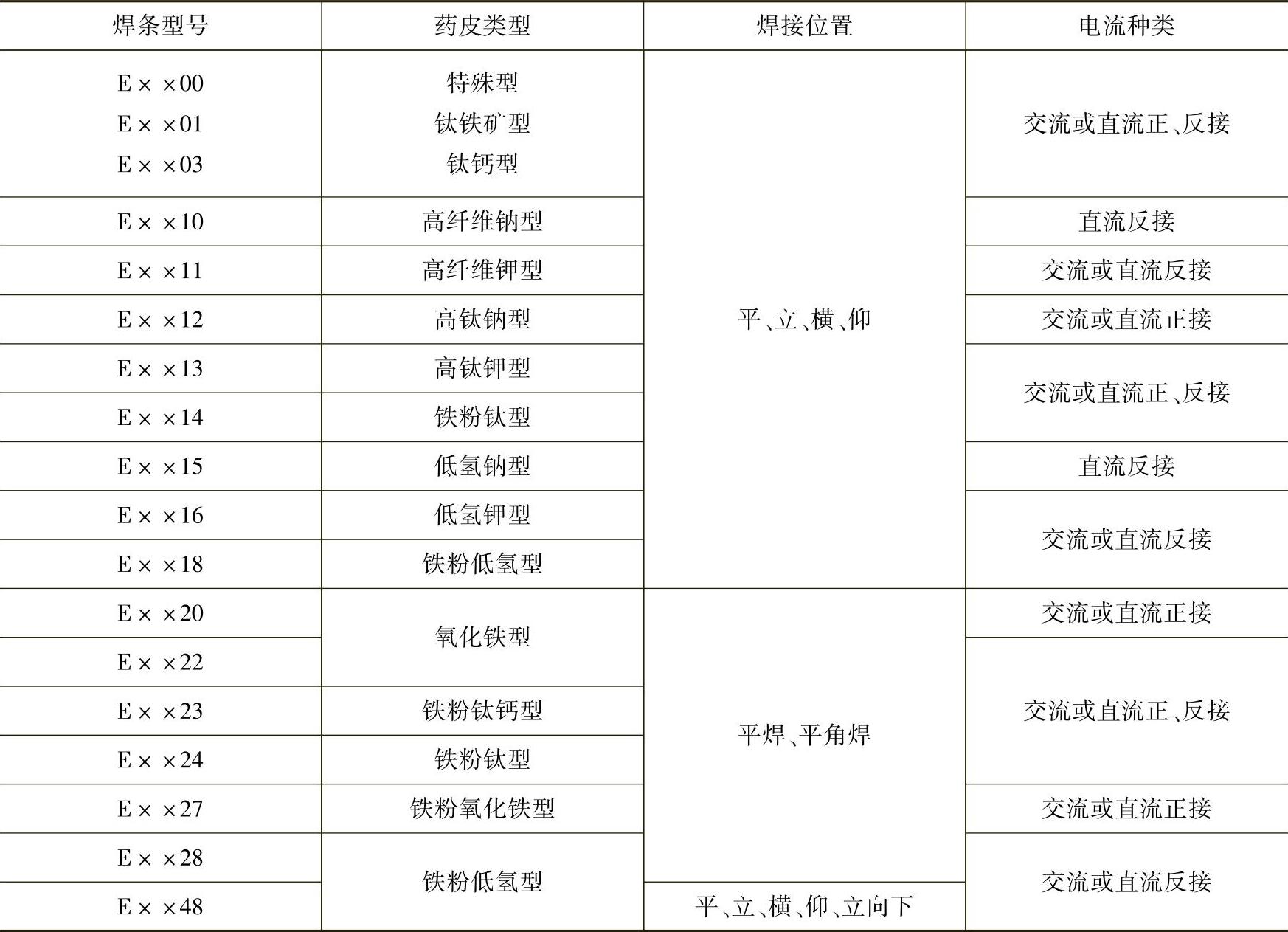
4)第三位和第四位数字组合时表示焊接电流种类及药皮类型,见表2-20。
碳钢焊条型号举例如下:
 (https://www.xing528.com)
(https://www.xing528.com)
表2-20 碳钢和低合金焊条的第三和四位数字组合的含义
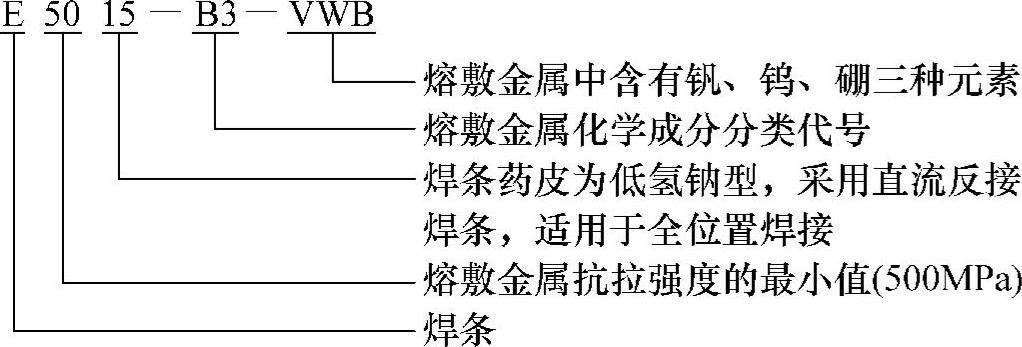
2.合金钢焊条型号的编制方法
低合金钢焊条型号E××××的编制方法与碳钢焊条相同。但焊条后面有“—”与前面数字分开,后缀字母为熔敷金属的化学成分分类代号,其中A表示碳、钼钢焊条;B表示铬、钼钢焊条;C表示镍、钢焊条;NM表示镍、钼钢焊条;D表示锰、钼钢焊条;G、M或W表示其他低合金钢焊条,字母后的数字表示同一等级焊条中的编号。如还有附加化学成分时,附加化学成分直接用元素符号表示,并以“—”与前面的后缀字母分开。
合金钢焊条型号举例如下:
3.不锈钢焊条型号的编制方法
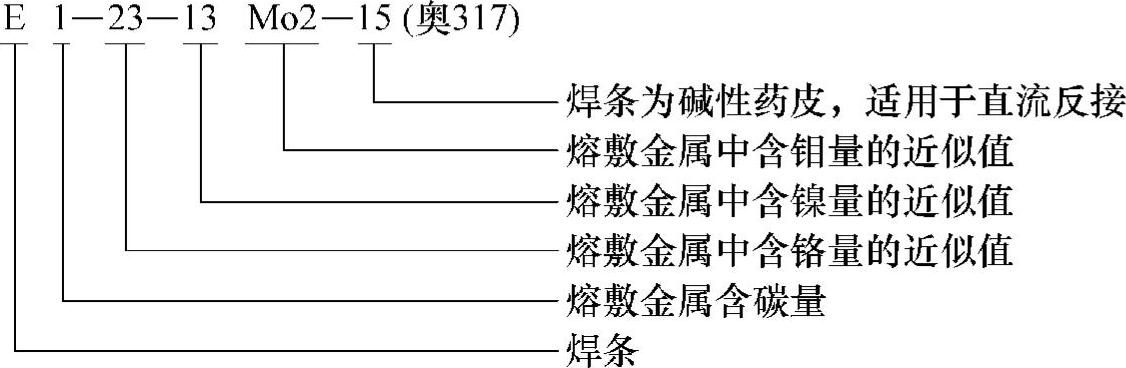
1)字母“E”表示焊条。
2)熔敷金属含碳量用“E”后一位或两位数字表示,具体含义为:“00”表示含碳量不大于0.04%;“0”表示含碳量不大于0.10%;“1”表示含碳量不大于0.15%;“2”表示含碳量不大于0.20%;“3”表示含碳量不大于0.45%。
3)熔敷金属含铬量近似值用百分之几表示,并以“—”与表示含碳量的数字分开。
4)熔敷金属含镍量近似值用百分之几表示,并以“—”与表示含铬量的数字分开。
5)如果熔敷金属中含有其他重要合金元素,当元素平均含量低于1.5%时型号中只标明元素符号,而不标注具体含量;当元素平均含量等于或大于1.5%、2.5%、3.5%……时,一般在元素符号后面相应标注2、3、4……数字。
6)焊条药皮类型及焊接电流种类在焊条型号后面附加如下代号表示:后缀15表示焊条为碱性低氢钠型药皮,适用于直流反接焊接;后缀16表示焊条为碱性低氢钾型药皮,适用于交流或直流反接焊接等。
不锈钢焊条型号举例如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。