



一、焊接实例:碱性低氢焊条的头层平焊
1.操作前的准备
碱性低氢焊条的头层平焊通常使用碱性低氢焊条的平焊焊接,如使用E4316(J426)、E5016(J506)、E5015(J507)等焊条,与使用酸性焊条E4303(J422)有很大区别。下面以板厚14mm、坡口钝边为2mm、两板对接间隙为3mm(或没有间隙)、坡口角度为60°的容器内环口焊接为例说明。
2.焊接工艺与操作注意事项
1)头层焊接的焊接电流保证引弧之后走弧时能够形成良好的熔池即可。当焊条直径为4.0mm时,焊接电流强度值在140~170A之间。
2)碱性低氢焊条的焊接一般使用直流焊机并采用直流反接。即焊条接正极,焊件接负极。在碱性低氢焊条的焊接中应重点控制好电弧长度、焊条角度,以保证在焊接中电弧的稳定。电弧长度采用超短弧,其长度不要超过焊条直径的1/2。采用短弧的目的是使熔池始终在电弧的保护之下,阻止空气和其他有害因素对熔池的侵蚀,也有利于焊缝金属的成形。焊条角度是否正确,也直接关系到短弧焊接的焊缝成形。如果焊条角度不正确,即使采用短弧焊接也无法对熔池起到良好的保护作用,空气依然会侵入熔池形成气孔,而失去短弧的意义。
3)低氢焊条的平焊焊接的焊条角度应使焊条与焊缝成90°、85°、80°等。在施焊时可根据熔池的温度来改变焊条角度,使熔池保持在最佳状态。并且要求焊工在操作时,在焊接电流较小的情况下,不发生焊条与母材相黏和时高时低的颤弧现象,以保持稳定的电弧。
4)由于在平焊头层焊接时有一定的对接间隙,在操作中要求通过对熔池的观察能够正确掌握焊接速度。如果焊接速度不当或在运条时不控制好电弧的长度,频繁地回带电弧和乱吹熔池,就无法形成成形良好的焊缝。
5)碱性低氢焊条的焊接在头层形成焊缝时,坡口间隙和焊接的温度不宜过高,需要以较小的电流焊接。坡口两侧残留的金属氧化物、毛刺、焊接现场周围环境空气对流、潮湿、环境温度等有害因素使焊缝金属与母材熔合时会形成大量的气孔。为了避免和减少这些有害因素对熔池的影响,在头层焊接时,先形成厚度为1mm的较薄的焊缝,然后再拉回电弧从头焊起。在第二次焊接时一定要与先形成的焊缝金属充分熔合。
6)与E4303(J422)焊条相比,焊接时对碱性低氢焊条的药皮熔渣的控制难度较大。即使在较小的焊接电流的情况下,只要能够形成熔池,碱性低氢焊条的药皮熔渣因操作不当仍会迅速地离开熔池。这时操作者能够清晰地看到熔池表面的液态金属,熔池不能得到药皮熔渣的覆盖。一般来说,当坡口有一定的间隙或钝边较小时,对药皮熔渣的控制比较容易。在坡口没有间隙或钝边较大时,应尽量使电弧吹向坡口的两侧。
7)碱性低氢焊条平焊的头层焊接,在坡口没有间隙或钝边较大的情况下,如果对熔池的深度掌握不准,常会使药皮熔渣发生倒流并与铁液相混。当发生这种情况时,除了适当地加大焊接电流外,同时还应加大焊接速度,使熔池的深度逐渐减小,形成较薄的头层焊缝。另外,在碱性低氢焊条的焊接中,由于受到空气流动的影响会产生气孔,所以头层焊缝的质量并不理想。因此,头层焊缝的厚度只要对下一层焊缝的焊接具备一定的温度承受能力即可。它只作为下一层焊缝的托垫起到挡风、除锈的屏障作用,使二层的焊接能够顺利地进行。
8)头层不理想的焊缝在二层焊接时经过与二层焊接熔池的熔合形成新的焊缝,而剩下的部分在双面焊时经过碳弧气刨清根后也被清除,从而使焊接质量得到保证。但如果头层焊缝的焊层过厚,在二层焊接电弧吹扫时,由于深度有限,不但增加了反面清根的深度,而且也造成了焊条的浪费。
9)气孔是碱性低氢焊条焊接时观察的重点。当药皮熔渣迅速地向熔池之外流动时,铁液中像“小水泡”样的圆形或椭圆形就是气孔。如果在熔池中存在大量气孔时,不能像看到熔池中存在夹渣那样用加大焊接电流强度并进行回旋吹扫的方法来解决。这时操作者应立即停止焊接,找出出现气泡的真正原因。产生气泡的原因有:电弧过长、对焊条的烘干处理不当、坡口不干净、焊条角度不正确、电弧不稳、周围空气流速过高等。应找出原因之后再继续进行焊接。
10)头层焊接的运条方法同碱性低氢焊条单面焊双面成形的运条方法基本相同。可将电弧先沿坡口的一侧向前带弧焊接,其移动的距离可根据坡口的间隙来适当掌握,然后返回到坡口的另一侧以同样的方法进行焊接。若稍有坡口间隙时,可将电弧沿坡口一侧稍带之后,再将电弧带到坡口的另一侧。
二、碱性低氢焊条的二层平焊
1.焊前准备
(1)清渣
头层焊接完成之后应彻底清除焊渣。如有焊渣较深的地方,用手提式电动砂轮将含渣点清理干净后,再进行二层焊接。
(2)调整焊接电流,确定焊接方式
在二层焊接之前,先根据头层焊缝的厚度和二层焊接时坡口的深度等调整好焊接电流强度。若在头层焊接之后坡口的深度还有8mm,坡口的宽度为12mm,头层焊接焊缝的厚度为4mm左右,则二层的焊接可作为封底焊使焊缝一次成形。同时可采用平焊焊接的反焊操作方法。如图3-52所示,在对罐体进行平焊时,罐体的转动方向为顺时针,焊接方向为逆时针方向称为正焊;罐体的转动方向为逆时针,焊接方向为顺时针称为反焊。
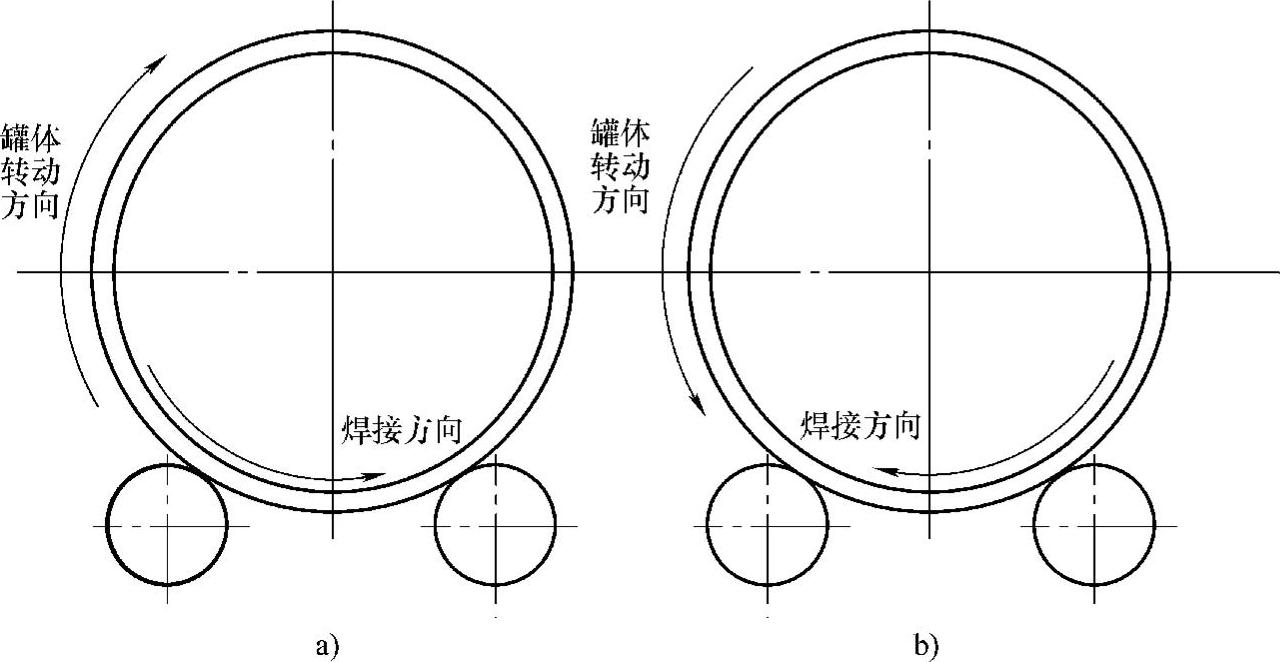
图3-52 正焊和反焊时罐体的转动方向
a)正焊 b)反焊
2.焊接工艺与操作注意事项
1)在碱性低氢焊条的封底焊接中,头层焊接最好采用正焊焊接,这种焊接的方法操作比较灵活,有利于头层焊缝的成形。但二层焊接应采用爬坡反焊的方法,这样有利于熔池的形成和焊层的加厚。
由于头层焊接形成的焊缝对二层焊接起到了隔绝空气的保护作用,所以在条件允许的情况下,可以选择较大的焊接电流强度值。如果在头层焊缝中存在较深的夹渣和在坡口两侧发生咬合等缺陷,增加二层焊接的焊接电流强度可增加电弧吹力和熔池的温度,从而使头层和二层焊缝之间的熔合达到最佳的程度。
2)二层焊接的起焊点可根据焊接电流的大小和运条的方法来确定,如果焊接电流强度稍小,应在爬坡段稍高一些的位置起焊;如果焊接电流强度稍大,而且运条的方法又掌握适当,可在爬坡段稍低的位置起焊。
3)二层焊接在熔池宽度和深度都较大的情况下,可一次成形完成焊接。这时由于熔池的温度较高,而头层焊缝对高温的承受能力十分有限,并且还应使二层焊接的熔池保持一定的深度,这样会给操作者带来一定的困难。二层焊接与头层焊缝欲实现良好的熔合,必须使用稍大的焊接电流强度,但当焊接电流强度较大时,熔池的温度就会提高。为解决好这一关键问题,必须采用灵活的运条方法。
如图3-53所示,二层焊接先以A点起弧向B点带弧,使之连成熔池,然后迅速将电弧引至C点停留瞬时,再将电弧带至A点,这样在焊接中依次循环。在运条的每一次循环中,将电弧从A点带到B点时,一定要使坡口两边的母材与焊缝金属充分熔合。焊缝金属与母材的熔合程度可通过电弧的停留时间和走弧加以控制。应既要保证良好的熔合,又要防止咬边的缺陷发生,从而可保证焊缝的宽度符合设计要求。
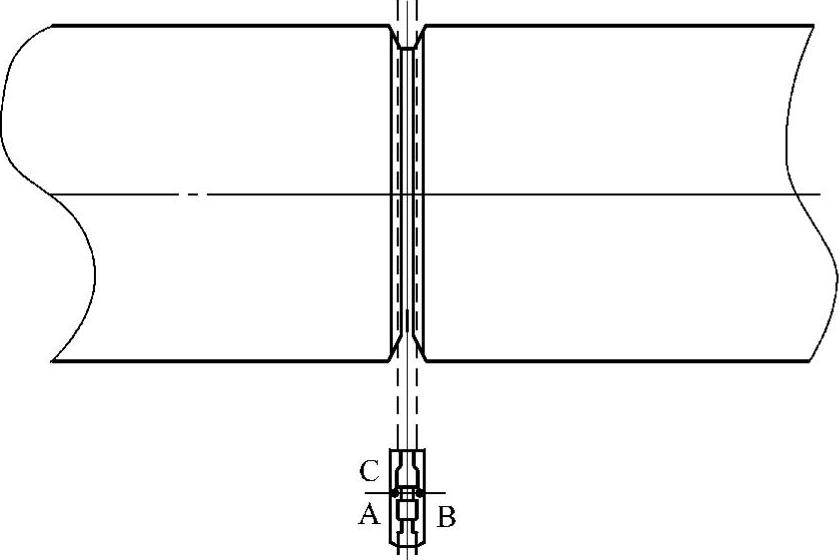
图3-53 二层焊接的运条方法
4)对于熔池的熔深可以通过对熔池的温度和液态金属的溢流程度来判断和控制。当电弧在A点时,若A、B两点之间熔池温度较高并且液态金属处于溢流状态,应迅速将电弧带到B点。若这时A、B两点间的温度仍然较高并且液态金属仍然处于溢流状态,应迅速将电弧引至C点,并在C点处形成熔池。
5)由于头层焊缝的厚度较薄(见图3-53),当电弧引向C点处的同时,应尽量向C点两侧的坡口进行吹扫。吹扫时要快,电弧压得要低。如发现熔池的温度增高,头层焊缝有被烧穿的趋势时,应将电弧迅速引向B点,由于这时A、B两点间的熔池的高温已得到缓解,然后再将电弧从B点带到A点。在上述的运条的过程中,应随时根据熔池的表面形状调整好焊接速度,使二层焊缝的成形良好。
6)在整个运条的过程中,操作者一方面要观察并判断熔池的温度的变化,另一方面要掌握好焊条的角度和焊接时采用短弧的电弧长度,使整个熔池的成形完好。每当一根焊条用完之前,应尽量将收弧点放在坡口的一侧,并在收弧时将弧坑填满,以防止在收弧点处形成气孔和弧坑裂纹。由于续接时焊接熔池的温度较低,若续接时操作不当就会直接影响到焊接质量。续接后电弧不应立即引至C点,因为这时C点的焊接温度不高,焊缝金属不能得到充分熔合,容易形成夹渣。
7)二层的焊接应尽量一次成形、连续焊接,焊缝表面应稍凹于母材表面并保持平整,为下一层的焊接打下良好的基础。二层焊接完成后,将焊渣清除干净。如所含夹渣点过深,可用手砂轮打磨予以清除。(https://www.xing528.com)
8)三层的封面焊接可以采用二层焊接的运条方法,但是对于熔池的观察和控制与二层焊接相比有很大的区别。二层焊接的运条是在坡口以内进行的,既可根据坡口的深度和宽度走弧,又可以根据焊道的平整度和与头层焊缝的熔合程度来适当掌握焊接速度。而三层的封面焊接不但要观察好熔池的状态,还要掌握好焊道的高度和平整度,特别是要掌握好焊缝的宽度。在焊接时要随时注意焊纹是否均匀,焊缝的两侧是否存在边线不齐、咬边等缺陷。
9)当电弧在稍有爬坡的焊段上行走时,对于碱性低氢焊条的焊接,若操作不当,就会频繁地出现咬边现象,直接影响焊接质量。有时为了弥补咬边的缺陷,不得不采用砂轮打磨并焊补的方法,这样不仅造成人力和材料的浪费,而且影响了焊缝的成形。
10)为了避免在焊缝成形时产生咬边的缺陷,首先要掌握好碱性低氢焊条焊接在熔池成形时液态焊缝金属的外扩张力和覆盖的程度,其次应观察在焊接的过程中焊缝金属与母材金属的熔合程度。图3-54为碱性低氢焊条焊接时液态金属的覆盖线。在三层焊接时的焊接电流强度要稍低于二层焊接时的焊接电流强度。碱性低氢焊条的平焊,可采用正、反月牙形的运条方法,并在操作中掌握好液态金属的流动,使成形后的焊缝平整光滑。
三、焊接实例:碱性低氢焊条单面焊双面成形的平焊
1.操作前的准备
碱性低氢焊条单面焊双面成形的平焊焊接,因碱性低氢焊条在焊接成形的各种约束条件,如必须采用连弧焊接或必须使用短弧焊接等,故会比其他焊接方法的难度更大一些。在上述条件的约束下完成碱性低氢焊条单面焊双面成形的平焊焊接是下面要叙述的主要问题。
举例说明:板长350mm,板厚12mm,坡口钝边1mm,对接间隙为3mm,两板对接后坡口角度为60°,两板固定定位焊点放到焊道的两侧。
2.焊接工艺与操作注意事项
1)头层的封底焊选用E5016(J506)焊条。焊条直径为ϕ3.2mm,焊条在焊前应经过烘干处理。焊接电流强度在90~115A之间,以能够形成熔池、可自由带弧并对药皮熔渣有一定的吹力为合适。
2)单面焊双面成形的头层焊接应以控制熔池的形状和温度为重点。在单面焊双面成形的平焊焊接中,一旦由于运条方法不当造成熔池的温度过高,就会出现大面积的下塌而形成焊瘤。一般在焊瘤内含有大量的气孔,同时也直接影响了焊缝背面的成形。对于熔池温度的观察和判断,要始终以熔池的颜色为依据。如果熔池稍见赤红色,而且并没有突然发亮和下塌的情况出现,即可向熔池带弧和进行焊接操作。
3)在单面焊双面成形的头层焊接中,除了应能够准确地判断出熔池的温度外,还应学会利用电弧的吹扫观察熔池的形状以及焊缝金属与坡口的熔合是否达到最佳的程度。同时要掌握好熔滴向熔池的过渡,以防气孔和夹渣缺陷的产生。
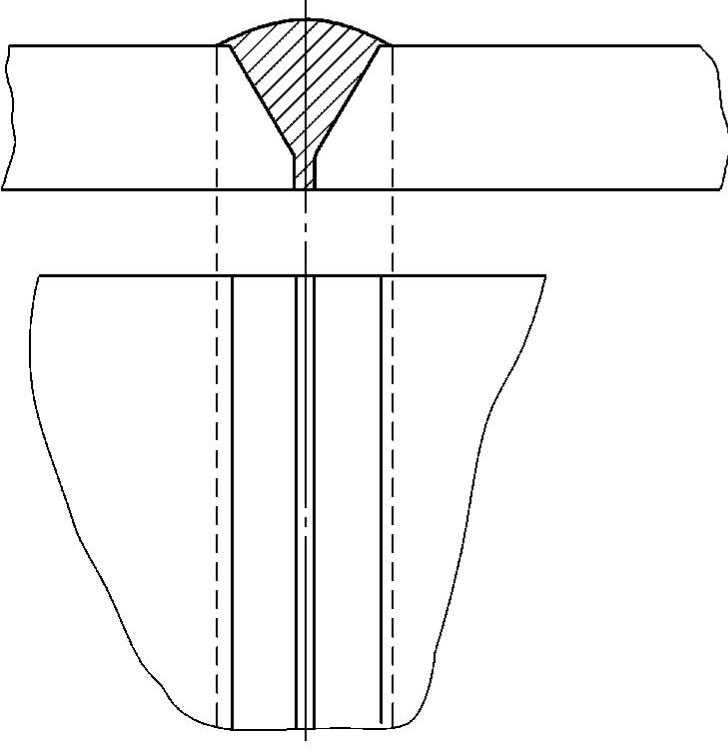
图3-54 液态金属的覆盖线
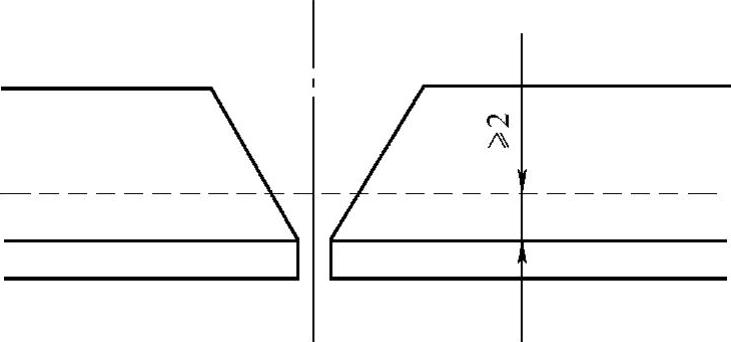
图3-55 单面焊双面成形
4)在单面焊双面成形的焊接过程中,应根据电弧吹力的大小使电弧行走在坡口一侧钝边边缘的2mm以上,当熔滴向熔池过渡时,能正好超过母材背面的平面而形成最佳的焊缝,就以此点为出发点并沿水平方向形成单面焊双面成形的头层焊缝,如图3-55所示。
5)碱性低氢焊条的单面焊双面成形的焊接,采用短弧和小焊接电流运条就显得非常重要。单面焊双面成形的运条方法同其他焊接的运条方法均有所区别,不能只做单一的横向、月牙形或圆形的摆动,应根据熔池的状况从坡口的两侧分别走弧,然后再回带电弧。这种方法在向前运条时可穿透焊缝,在母材的背面形成熔池。
在提弧回带时,也可穿透焊缝,使母材背面的焊缝成形。在向前带弧时,由于坡口有一定的间隙,应将电弧沿坡口一侧的根部稍上一点向前以“长肉”的形式带弧,这样做可以避免直接从焊缝中间部位向前带弧时造成烧穿和形成焊瘤的缺陷。向前走弧的幅度要比正常的横向走弧的幅度稍大一点,一般情况下在3~4mm。这样的坡口的底部形成一块“焊肉”,然后再根据熔池的温度将电弧回推。回推时,电弧的走弧位置应根据坡口的间隙和在回推时是否会产生烧穿和焊瘤来适当掌握,一般情况下大致在坡口钝边上移2mm处。
回推时要快,当电弧回推时,如果熔池的温度过高,可将电弧绕过高温的熔池向里带弧到坡口的另一侧,沿坡口向前走弧2mm左右,再按回弧的走线推弧。此时焊缝的背面成形虽然没有通过电弧的直吹而形成,但由于熔池的温度较高,仍然可以使熔滴穿透焊缝。
6)如果熔池的温度较低,不能形成最佳的双面成形,还可能出现药皮熔渣和铁液的混渣现象。这时可将电弧回带到熔池中心,然后根据熔池的流动程度进行穿透性走弧。但走弧要快,要随时观察在穿透性走弧时熔池的温度和形状的变化,避免出现烧穿和焊瘤的缺陷。整个单面焊双面成形的焊接应在尽量短的时间内完成。
7)单面焊双面成形的头层焊接完成以后,清除掉焊渣。如有过深的含渣点,要用砂轮打磨。单面焊双面成形的二层和封面焊接可参照头层的焊接方法。
四、焊接实例:特殊情况下容器预留坡口的焊接
1.操作前的准备
特殊情况下容器预留坡口的焊接也属于平焊的范畴,在容器的焊接中,会出现各种各样的焊接作业,包括直径几米至几十米的大型容器,也包括直径在1m以下的容器。下面举例说明800mm直径容器预留坡口的焊接技巧。
2.焊接工艺与操作注意事项
1)容器焊接时的坡口尺寸应根据容器板材的厚度和容器直径的大小来确定。如直径800mm、板厚20mm的小直径容器焊接,全部开内坡口,坡口深度在18mm左右,打底焊接需要几次才能完成。由于罐体的直径较小,进行多层的焊接和清渣都会具有一定的困难。如全部开外坡口,则单面焊双面成形的效果不好,在罐内使用碳弧气刨和砂轮打磨清根处理也很难进行。为了避免上述诸多不利因素的影响,可在坡口的预制时开双面坡口,内坡口深度6mm左右,外坡口深度12mm左右,没有钝边,对接后两坡口间的夹角为60°,对接坡口间隙为3mm左右。头层焊接先在内坡口进行,封底采用一次成形,采用上面所述的单面焊双面成形的焊接方法。选用E5016(J506),直径为ϕ4.0mm的焊条。
2)头层焊焊接电流强度大致在140~165A之间,起弧之后能顺利形成熔池即可。焊接极性采用直流反接,以电弧吹力较柔软、形成稳定的电弧和熔池为好。焊接方向可采用倒焊法,如图3-56所示。这种焊接方法使操作的范围较大,有利于熔池的加深和形成。
里层焊缝的焊接如图3-57所示。当电弧在A或B两点引着并形成熔池后,可迅速将电弧从熔池的一侧,如A侧,沿坡口压低电弧向熔池的前方移动,移动的距离可根据熔池的温度适当掌握,一般在7~8mm。
在向前带弧时,一方面,电弧离开熔池,使熔池的温度得以缓解;另一方面,电弧又对未焊的坡口进行吹扫,为电弧的回带形成熔池做好屏障保护,然后在电弧回带时使焊接熔滴逐渐向坡口的两侧过渡,并到达在熔池根部的A点,在A点稍作稳弧后将电弧迅速带向熔池高温区的后方C点,再沿弧形线运弧至B点。带弧的快慢程度应根据熔池的深度适当掌握,在观察熔池深度的同时还应掌握好焊缝的平整度。平整度的掌握可通过对熔池的观察使电弧做微小幅度的摆动来实现。里层焊缝两侧的高度应与坡口边沿母材表面持平,焊缝中间的高度应略微低于母材表面。
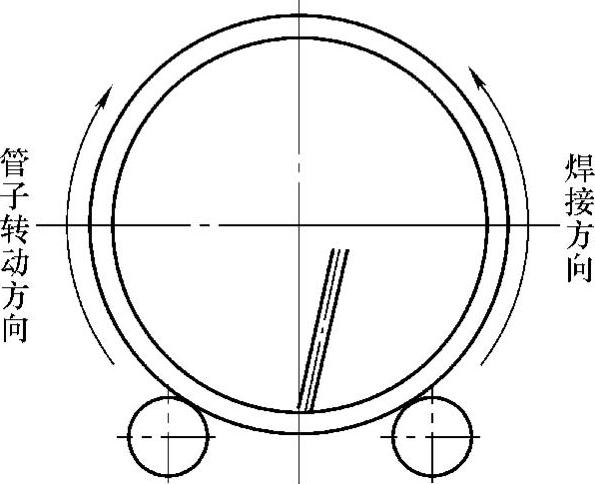
图3-56 倒焊法
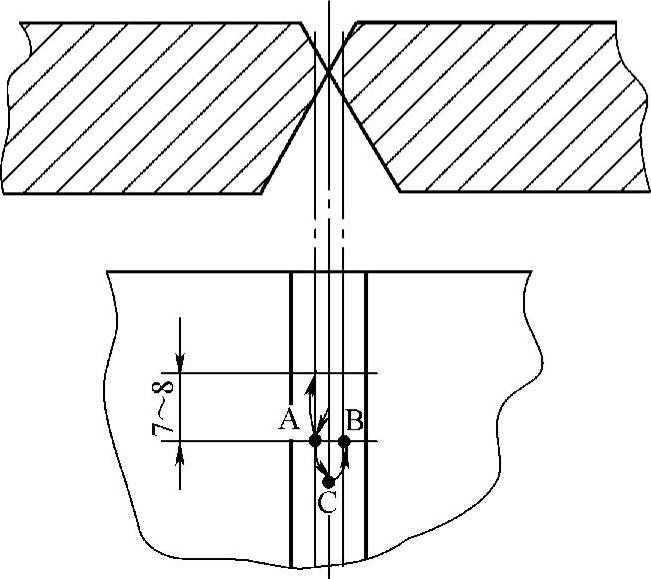
图3-57 弧形运条
当里层封底的一次成形焊接完成后,可使用碳弧气刨在外层进行清根。外层的焊接方法可参照本章碱性低氢焊条的二层平焊所叙述的方法填充焊缝金属。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。