



按图7-20所示的要求加工偏心套,材料为45钢,毛坯为ϕ55mm×100mm的棒料。
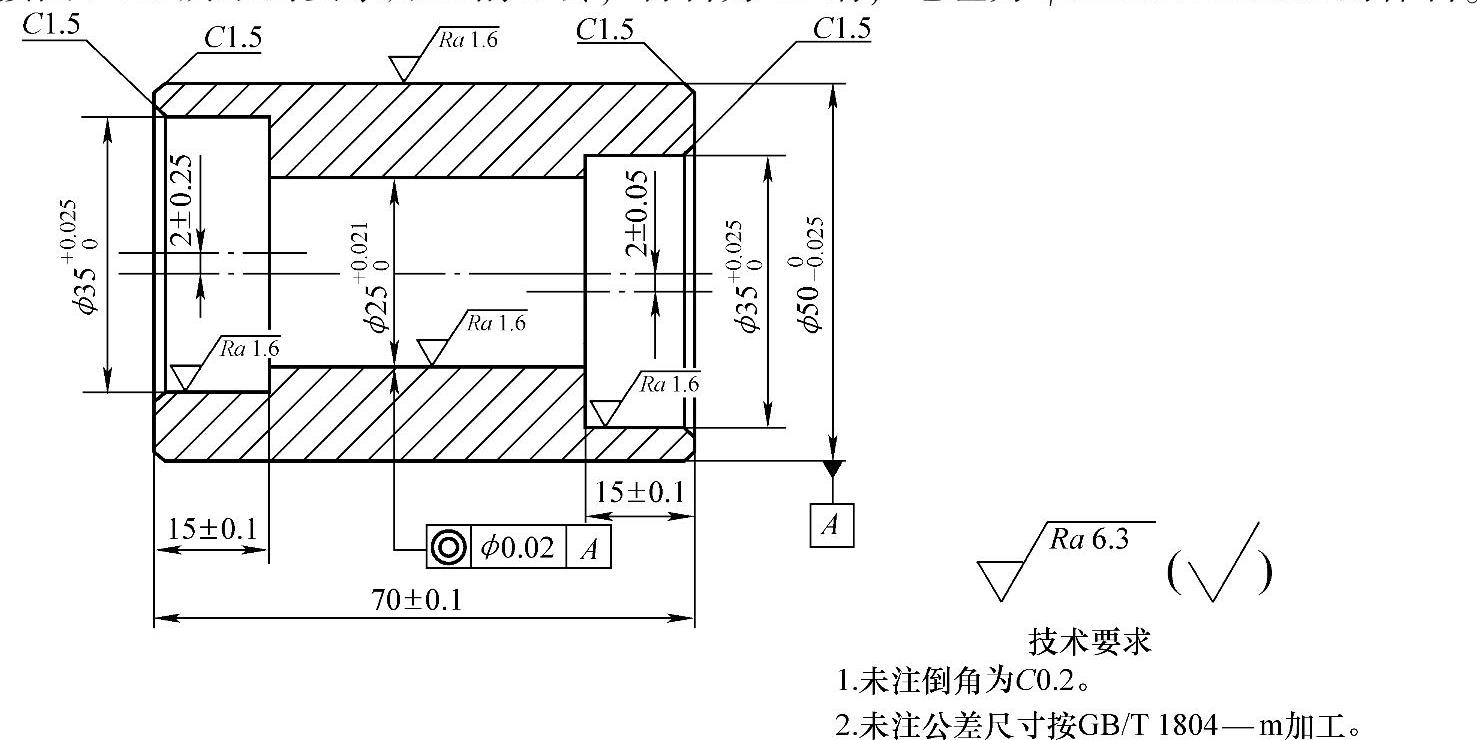
图7-20 偏心套
1.偏心套的划线方法
将工件置于方箱上的V形槽内夹紧,如图7-21所示,在方箱上划偏心田字框线。将游标高度尺从工件的最高点向下移D/2的距离,在两侧端面和外圆划中心线和侧素线,然后根据偏心距划偏心中心线,再根据孔的尺寸划孔的框线(田字线);划好后,将方箱翻转90°,再在两端面划中心线,在外圆划侧素线,这时形成了端面的十字线、端面加工框线和外圆侧素线。圆孔的田字检测框线(图7-22)将孔的上下、左右定位,在找正和加工时具有较准确的参考价值。孔的田字检测框线可有助于中心十字线的找正,将划针指在框线上转动工件找正,比用圆线找正更准确。在加工中,框线直接约束孔的位置,使孔的位置准确。划好线后,可以在十字线中心打样冲眼,用圆规划出圆孔线,圆孔线可作为加工时的参考。
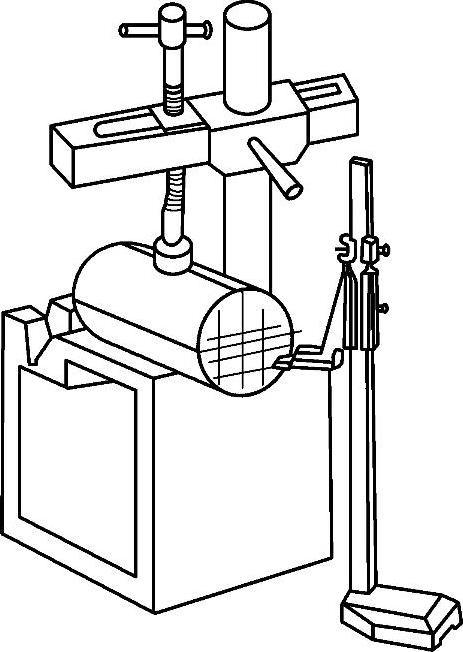
图7-21 在方箱上划偏心田字检测框线
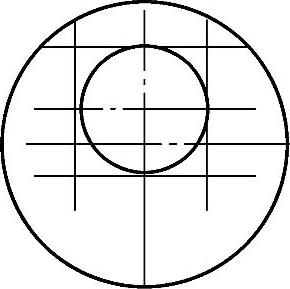
图7-22 圆孔的田字检测框线
2.找正技术
偏心套以外圆为定位基准,两侧偏心孔呈180°相反偏移,加工时用单动卡盘装夹工件,用划针盘找正中心十字线及两端偏心十字线,找正侧素线,用百分表压外圆找正内孔偏移量,也可用田字检测框线找正和检验尺寸的准确性。(https://www.xing528.com)
3.工具
90°外圆车刀,45°端面车刀,90°内孔车刀,内孔精车刀,内孔刀杆及高速钢刀头,游标卡尺(分度值0.02mm,量程0~150mm),千分尺(分度值0.01mm,量程25~50mm),内径百分表(分度值0.01mm,量程18~35mm),磁座百分表,小平台,方箱,游标高度尺,划针盘,铜皮垫。
4.设备
CA6140型车床(配单动卡盘)。
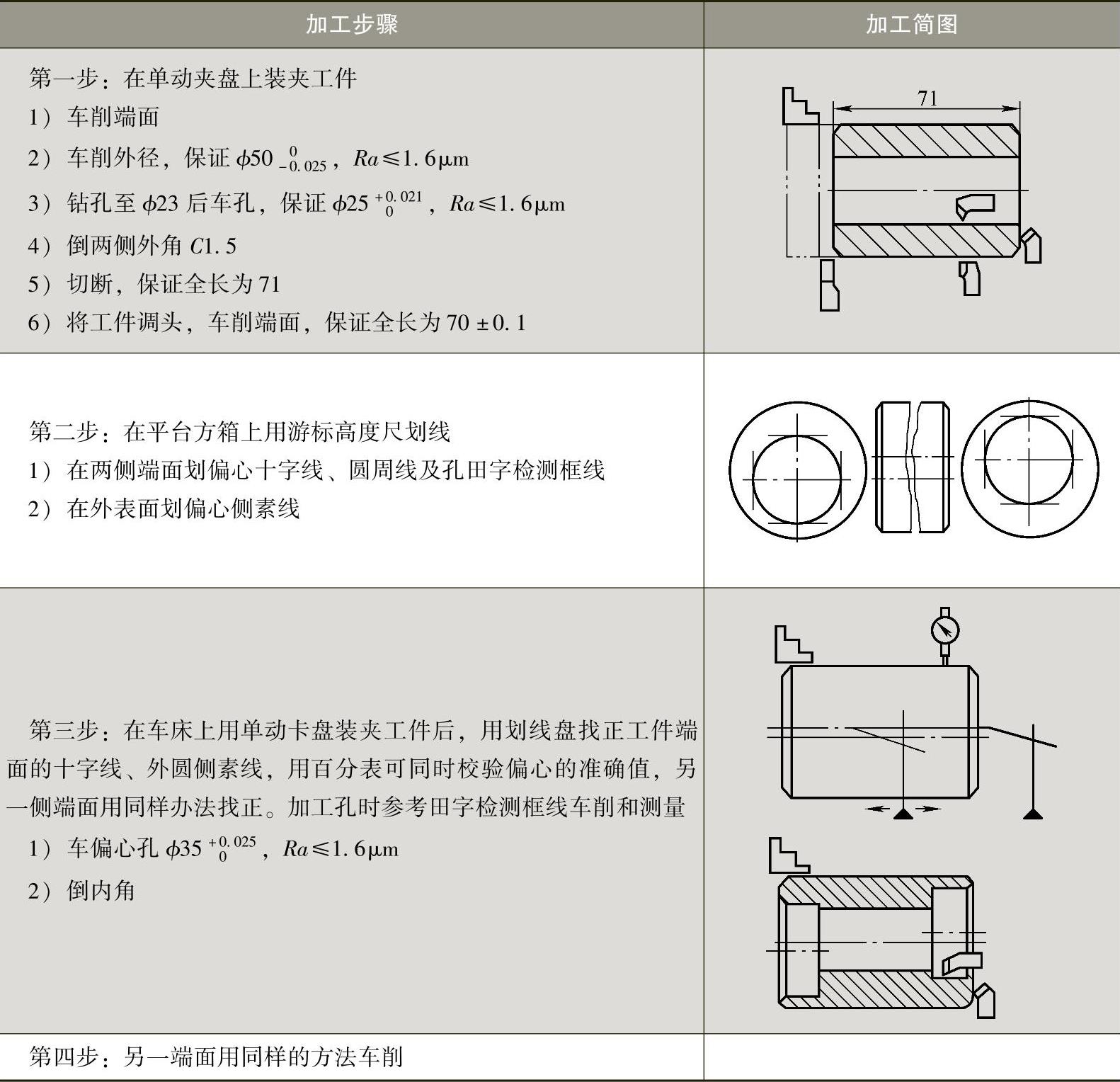
5.加工步骤(表7-2)
表7-2 偏心套加工步骤 (单位:mm)
6.注意事项
1)用百分表在外圆上测偏心距时,表针变动量的最大值和最小值必须在十字线上,因为两端偏心孔偏心方向相反,如果不注意这个问题,两端偏心孔就不会偏移在180°方向上。
2)精车前,要按照端面十字线的方向测量壁厚,确认偏心距正确后再精车。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。