



1.车薄壁套(图8-24)
(1)工艺分析 该薄壁套工件的尺寸不大,材料为45钢,壁厚2.5mm,外圆、内孔尺寸的公差等级为IT7,同轴度公差为ϕ0.03mm,内孔的表面粗糙度值为Ra1.6μm。
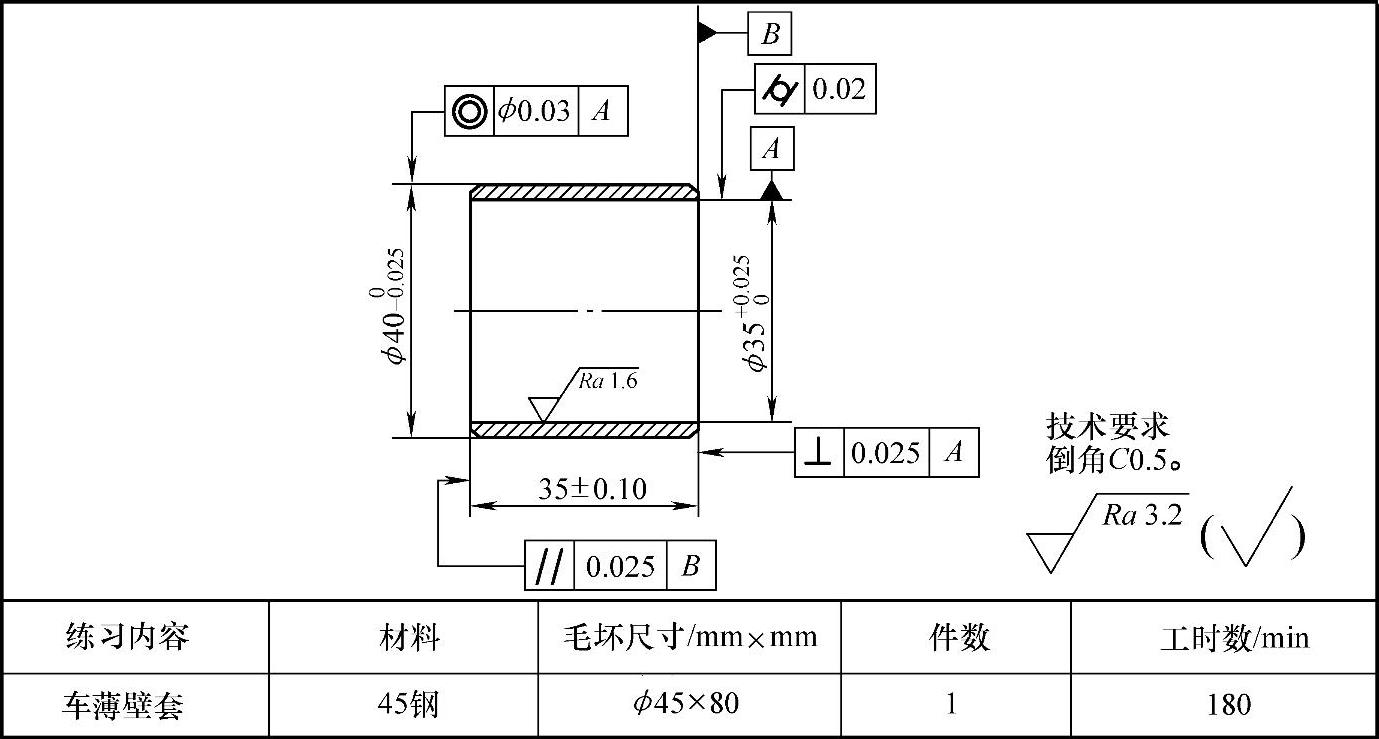
图8-24 薄壁套
为了保证内、外圆的同轴度要求,在工件结构尺寸不大的情况下,可以采用一次装夹车削的方法。
(2)加工步骤
1)用自定心卡盘夹持棒料,伸出长度45~50mm,找正并夹紧。
2)车平端面。
3)钻、扩孔至ϕ30mm,深40~45mm。
4)粗车内、外圆,并各留精车余量0.5mm,内孔深度粗车至37~38mm即可。注意粗车时应充分浇注切削液,以降低切削温度。
5)半精车内、外圆,并各留精车余量0.2mm。
6)精车内、外圆至图样要求,倒角C0.5。
7)切断。
8)将工件用弹性胀力心轴(或开缝套筒)装夹,车另一端面,保证总长,倒角C0.5。
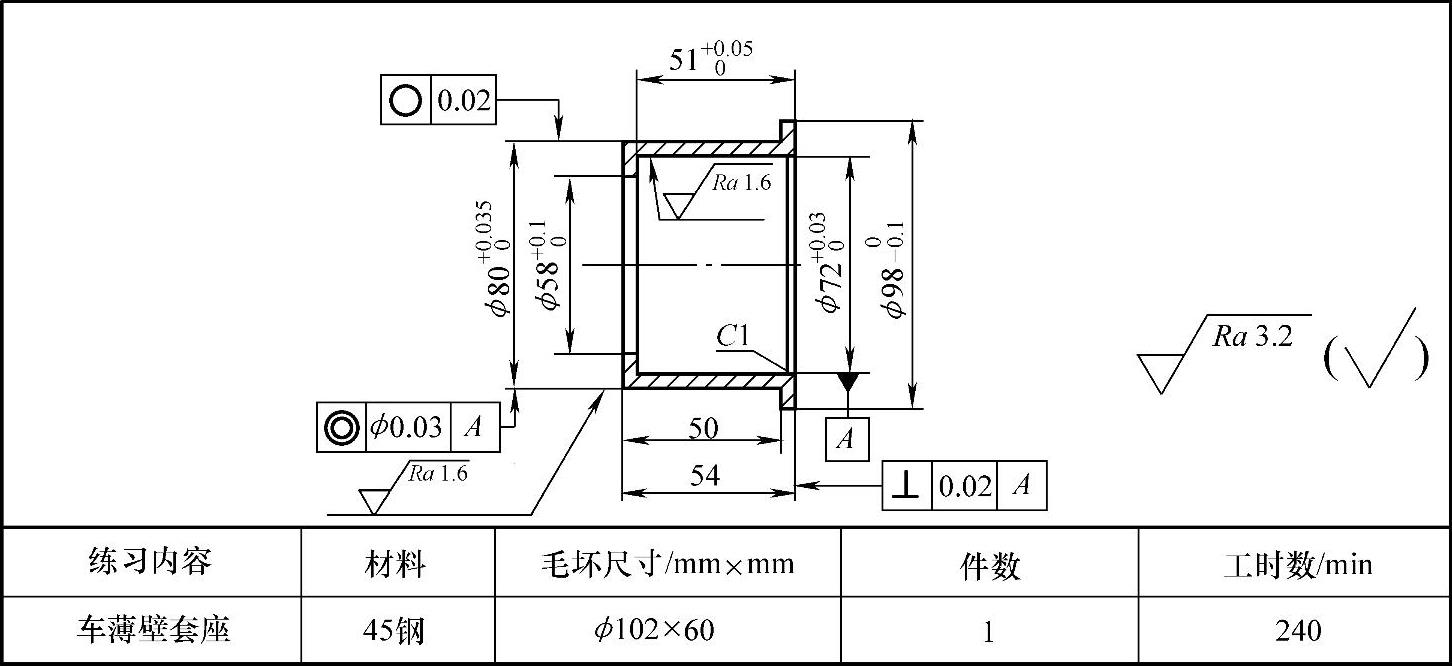
图8-25 车薄壁套座(https://www.xing528.com)
2.车薄壁套座(图8-25)
(1)工艺分析 薄壁套座的轴向尺寸不长,但径向尺寸较大,且有一台阶。内、外圆的公差等级为IT7,表面粗糙度值为Ra1.6μm,有较高的同轴度要求,相关表面的形状、位置精度要求也比较高。
为保证工件的加工精度,拟采用下述精加工方法:
1)用特制的扇形软卡爪夹持外圆,先精车出内孔。
2)再以工件的内孔为基准,装在弹性胀力心轴上,精车外圆至图样要求。
(2)加工步骤
1)用自定心卡盘夹持毛坯外圆长10mm,找正并夹紧。
2)车平端面,钻中心孔,钻通孔,车孔至ϕ55mm。
3)车外圆至ϕ85mm,长度车至近卡爪处。
4)调头夹持ϕ85mm外圆,找正并夹紧。
5)车端面,保证总长55mm,车孔至ϕ70.5mm,深51mm。
6)夹持内孔,车端面至总长54.5mm,车外圆ϕ81.5mm,长50mm,车外圆ϕ99.5mm,车台阶孔ϕ58+0.10mm至图样要求。
7)工件用特制的扇形软卡爪装夹,先精车端面并保证总长54mm;其次精车外圆ϕ980-0.1mm至图样要求;再精车内孔ϕ72+0.030mm,深至51+0.050mm;最后孔口倒角C1。
8)以ϕ72+0.030mm内孔及大端面为基准,用弹性胀力心轴装夹,精车外圆ϕ80+0.0350mm至图样要求,保证长50mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。