



【摘要】:电解法液体渗硼是将工件插入电解槽中,电解质为熔融的硼砂及少量碳化硅或硼酐。电解渗硼工艺见表3-28。表3-28 电解渗硼工艺电解渗硼使用的原料成本低廉,渗硼速度快,可在较低的温度下进行,并且还可以通过调整电参数控制渗硼厚度,适用于形状简单的零件。此外,由于熔融的硼砂对金属坩埚的浸蚀作用,坩埚寿命短。鉴于此,电解渗硼的应用受到了限制。
电解法液体渗硼是将工件插入电解槽中,电解质为熔融的硼砂及少量碳化硅或硼酐。工件为阴极,石墨为阳极,也可直接用电解槽为阳极。在外界电源作用下,熔融的硼砂发生热分解和电解反应:
Na2B4O7→Na2O+2B2O3 Na2B4O7→2Na+N4O72-
在电解过程中,阳极上有如下反应并形成硼酐2B4O72--4e→4B2O3+O2,在阴极(工件)上6Na++6e→6Na,在工件上析出钠,一部分浮在熔盐表面被燃烧,另一部分将硼酐(B2O3)还原成活性硼原子,即6Na+B2O3=3Na2O+2[B]
[B]被工件表面吸收、扩散,形成硼化物层。硼化物层的组成主要与渗硼温度、时间、电流密度及钢的化学成分有关。电解渗硼工艺见表3-28。(https://www.xing528.com)
表3-28 电解渗硼工艺
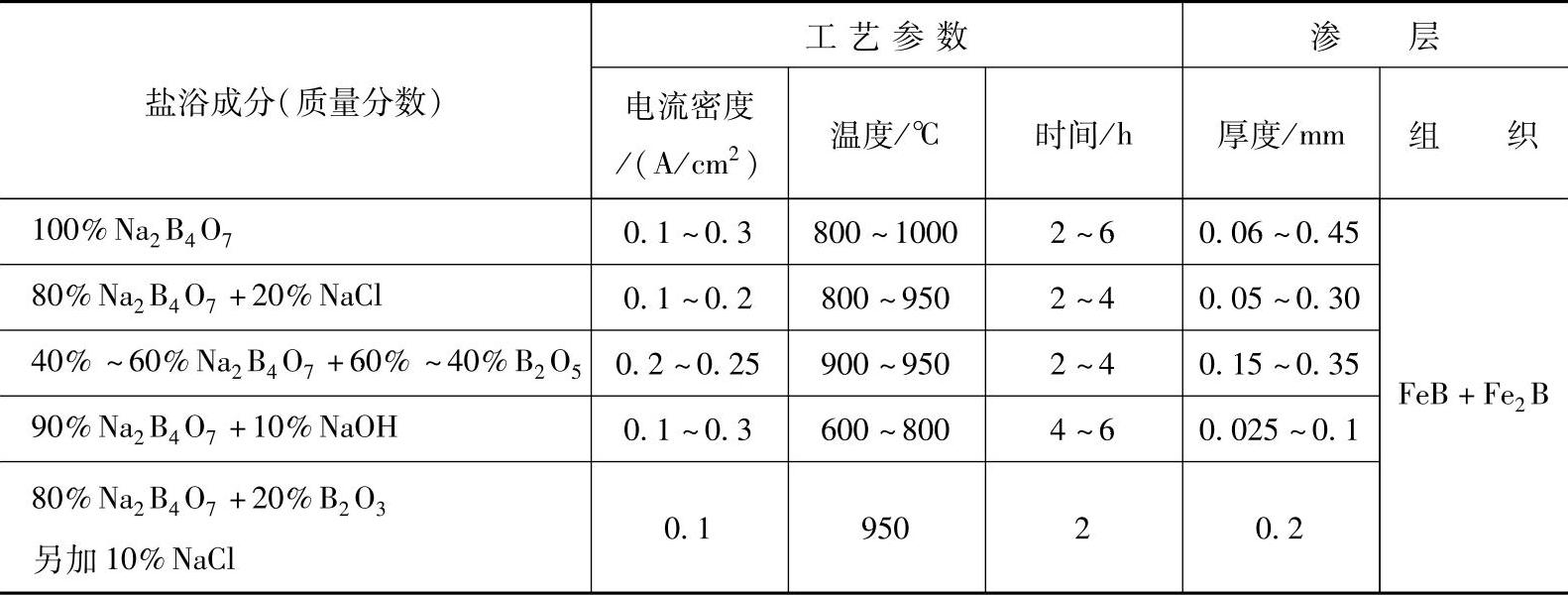
电解渗硼使用的原料成本低廉,渗硼速度快,可在较低的温度下进行,并且还可以通过调整电参数控制渗硼厚度,适用于形状简单的零件。形状较为复杂的工件,因各部位的电流密度不匀,渗硼层厚度也不均匀。工件的一边朝向阳极,另一边朝向阴极,高温下易发生变形。在渗硼过程中,随着阳极的不断消耗,电流密度下降,硼化层变薄。此外,由于熔融的硼砂对金属坩埚的浸蚀作用,坩埚寿命短。如果坩埚材料的合金元素溶入盐浴,则盐浴会逐步降低渗硼能力,且渗硼工件的清洗也较困难。鉴于此,电解渗硼的应用受到了限制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。