



在一定的温度下使活性锌原子渗入工件表层的化学热处理工艺称为渗锌。渗锌能大大提高钢铁对大气、海水和苯、油等有机物的耐蚀性,并能改善对硫介质的耐蚀性,是钢件材料防腐的最经济的、使用最普通的方法。渗锌层在大气中形成Zn(OH)2·ZnO,ZnCO3·Zn(OH)2的致密膜,有防护作用,大大降低腐蚀速度。对钢铁材料来说,锌的电位为负,渗锌对钢铁起阳极保护作用。渗锌层与基体结合牢固,硬度、耐磨性和耐蚀性均有提高。
渗锌有粉末渗锌与热浸锌两种。粉末渗锌又分为包装法与滚动粉末法。
(1)粉末渗锌 粉末渗锌与热浸锌、电镀锌比较,其特点是:获得渗锌层均匀,能处理热浸锌难以处理的复杂件,且成品率高;工艺设备简单,生产灵活;渗层表面光洁,耐蚀性强,还有一定的耐磨性,不存在电镀锌氢脆的缺陷;耗锌量低,对环境无锌蒸汽污染。粉末渗锌渗剂组分及工艺见表3-39。
表3-39 粉末渗锌渗剂及工艺
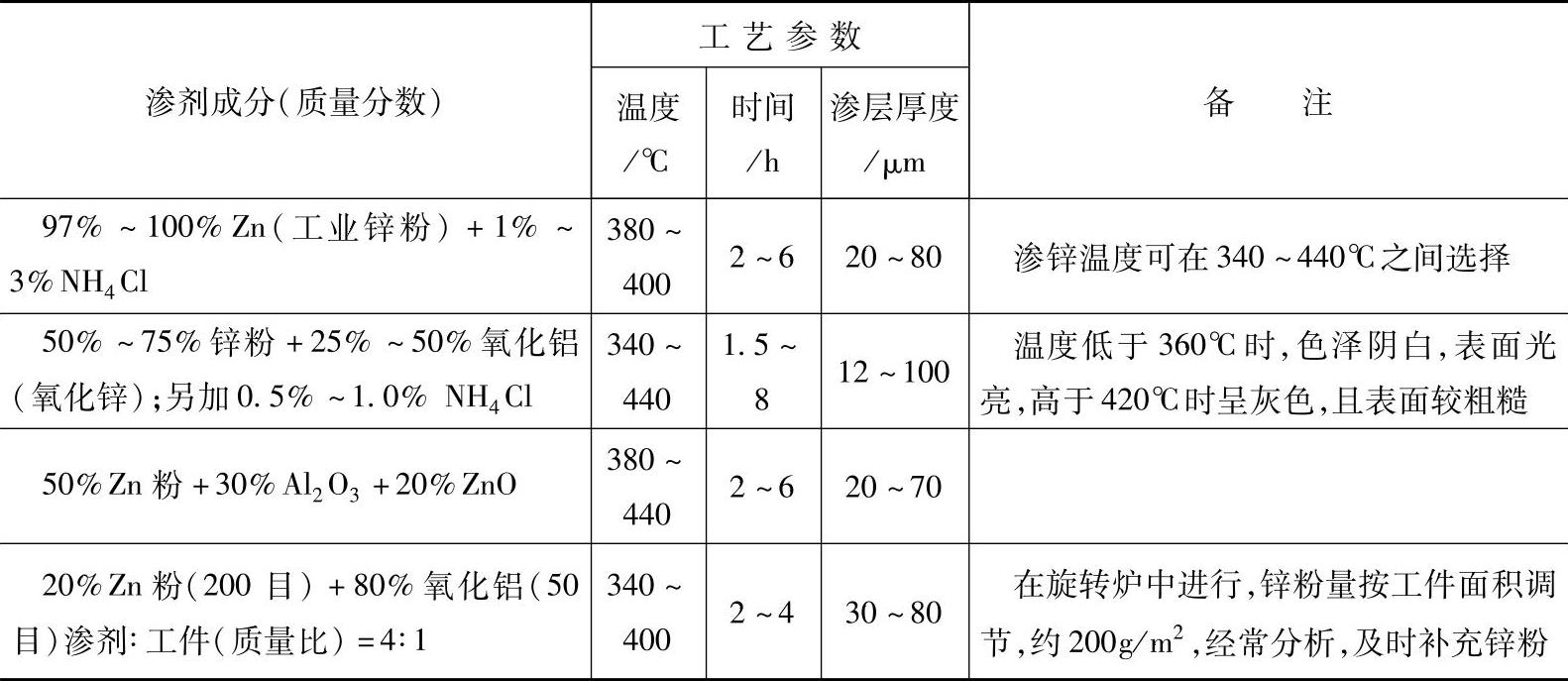
渗锌剂组分可以在很大范围内变化,甚至可以不加卤化物渗剂,但渗速稍慢。通常粉末包装法渗锌的工作温度在340~440℃范围内,也有用500℃的。
滚动粉末渗锌法是将钢件和渗剂按一定比例装入滚动(或旋转)的炉罐中,加热滚动炉罐,实现“动态”下的扩散渗锌。此工艺的特点是:锌粉与工件接触充分,活性强;加热速度比粉末包装法快,渗锌时间缩短,渗层更均匀,耗锌量更少,且表面锌的浓度高;设备较贵,但劳动条件较好。
(2)热浸锌 将钢铁工件浸入锌浴中并保持一定的时间,使锌涂敷并渗入其表层的工艺方法称为热浸锌,又称热浸镀锌或热镀锌。(https://www.xing528.com)
钢材的化学成分,甚至某些元素,如C、Si的存在形式,决定着钢铁制品是否适合热浸锌,而且对浸锌层的外观和性能有显著影响。当钢中的碳含量<0.25%(质量分数),磷含量<0.05%,锰含量<1.35%,硅含量<0.05%时,无论存在的形式是游离态或化合态,都可使用常规的浸锌工艺。
热浸锌的锌浴主要有Zn及5%Al、Zn-Ni等元素。单纯锌浴已基本不用,在锌浴中加入适量的Al、Mg、Si、Ti、Sn等元素,有利于提高浸镀层的耐蚀性(如加入Al、Mg),有利于改善外观(如加入Si)或提高镀层与基体的结合力(如加入Sn)。
工件在热浸锌之前,按工艺要求清洗干净,助镀剂通常采用氯化锌和氯化铵。热浸锌的工作温度通常在445~465℃(450℃最佳),当温度达到或超过480℃时,钢铁在锌里的溶解速度特别快,对工件和坩埚都有损害。
热浸时间一般为1~5min,用离心法或擦法去除工件上多余的锌。
热浸锌后,进行530~570℃×10~60min的扩散处理,以提高渗层的塑性和耐蚀性。
(3)真空渗锌 除了粉末渗锌、热浸锌外,还有真空渗锌法。后者也是由锌铁扩散反应形成的渗锌层。因此,真空渗锌层的组织、性能及应用范围与粉末渗锌基本一致。与粉末渗锌相比,真空渗锌具有以下优点:渗锌过程中锌的氧化损耗小,锌的利用率高;工艺稳定,渗层重复性好;渗层质量好,渗层表面无氧化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。