



(1)刀具QPQ处理 高速工具钢刀具的渗氮温度与回火温度相同或略低,用Cr12MoV钢制造的刀具应作高淬(1020~1050℃)高回(500~520℃)处理,然后进行520℃左右的QPQ处理。其渗氮时间参考高速工具钢刀具。高速工具钢刀具渗氮时间的长短,主要取决于刀具的种类和服役条件。渗氮时间的长短最好通过现场切削试验确定。机械厂的自用刀具,可以先从短的渗氮时间试起,逐渐加长渗氮时间,增加渗层厚度,直至刀具产生轻微崩刃为止,最后找出切削寿命最高、又不产生崩刃的最佳渗氮时间。
在高速工具钢刀具渗氮时间试验时,一般渗氮温度为540~550℃,薄刃或小规格刀具宜选用下限温度,厚刃或大规格刀具宜选上限温度。盐浴中的氰酸根含量应加以控制,以中限质量分数32%~34%较佳。
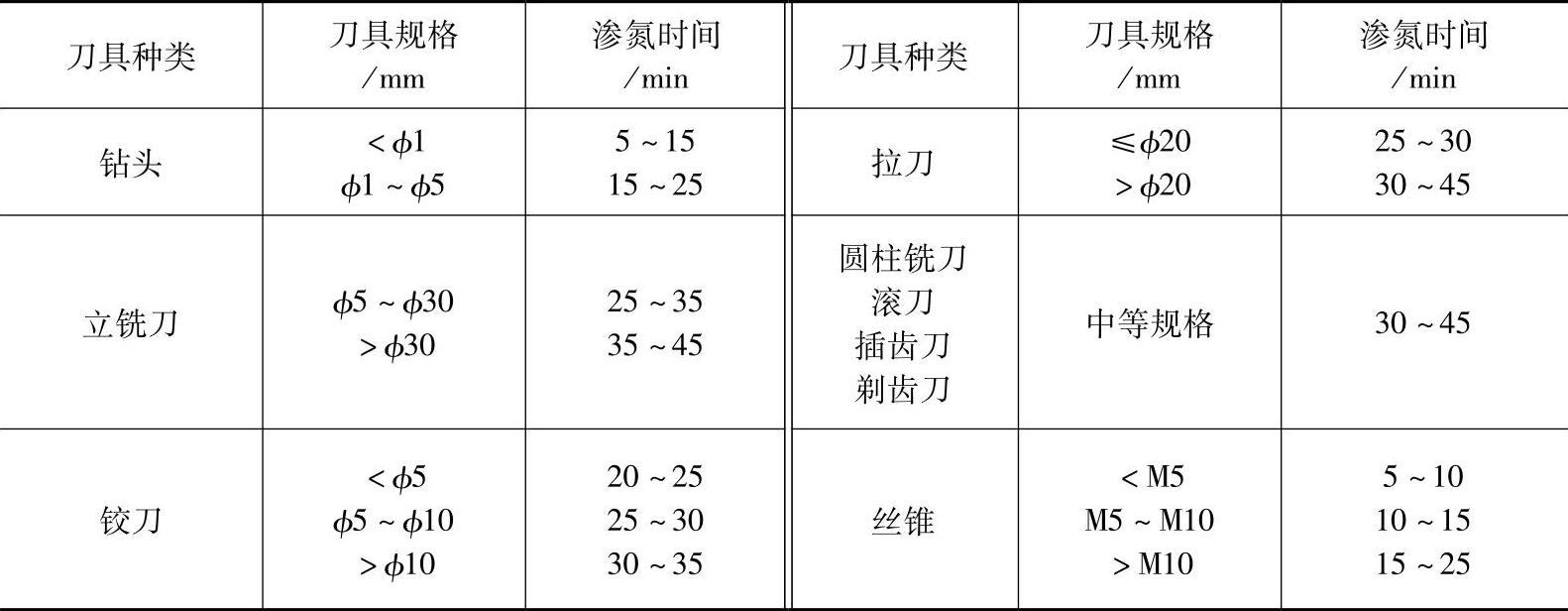
表3-43是李惠友等根据大量试验和用户的现场经验总结出来的刀具渗氮时间参考值。该表提供了刀具有较好的切削寿命、又不产生崩刃的大体渗氮时间范围,并非最佳的渗氮时间,仅供参考。
表3-43 QPQ处理刀具渗氮时间(https://www.xing528.com)
(2)模具QPQ处理 承受较大压力的模具,心部必须有较高的强度,如压铸模、锻模、挤压模、冷冲模等,在进行QPQ处理前,应进行认真的热处理。常用的牌号有W6Mo5Cr4V2、7Cr7Mo3V2Si、3Cr2W8V、5CrNiMo、5CrMnMo、Cr12MoV、4Cr5MoSiV1、6Cr4W3Mo2VNb等。这类钢制模具经QPQ处理后在不降低心部硬度的情况下,可明显提高表面的耐磨性和耐蚀性,从而大大提高模具的使用寿命。
对于塑料模、橡胶模、玻璃模等模具,由于模具在服役过程中受力不大,主要要求模具的内腔耐磨、耐蚀、耐疲劳,可以用中碳合金结构钢经退火或调质处理,再作QPQ处理。这样既能保证模具内腔的尺寸精度和表面粗糙度,同时又能保证模具的耐磨性和耐蚀性,从而可以大幅度地提高模具的使用寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。