



840Dslsw2.6SP1刀库管理为标准功能。提供3个刀库,若机床需要3个以上刀库,则需要定购刀库管理功能选项,如6FC5800-0AM88-0YB0功能包,它具有刀具装载、卸载、重新定位等功能,提供刀具数据修改功能FC块和后台数据块作为PLC接口,根据刀库结构形式组态,灵活方便,适用于转塔式、链式、抽屉式以及多种特殊结构的刀库。
1)开启刀具管理功能
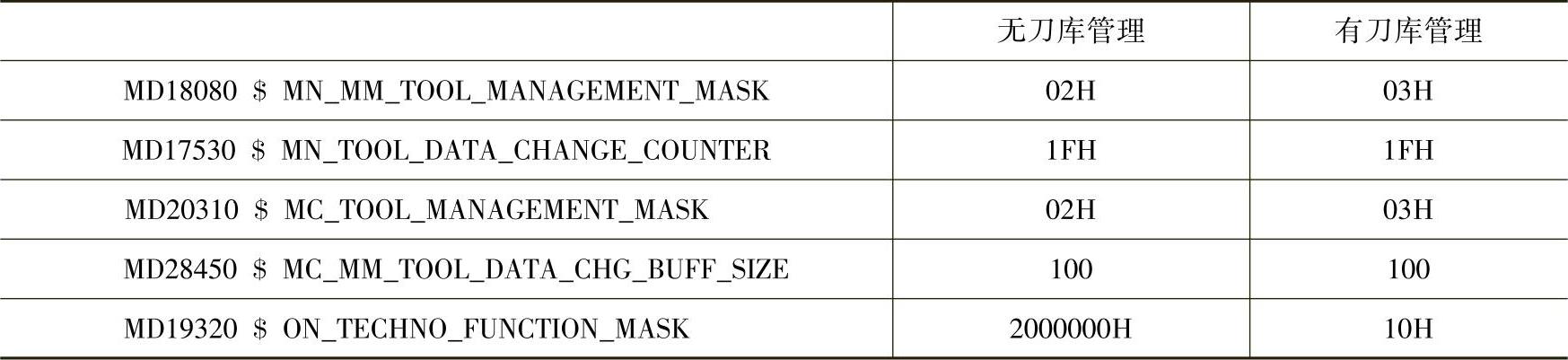
基本功能参数设置见表4-15。
表4-15 基本功能参数设置
2)NC刀库参数:
MD 18080:TOOL_MANAGEMENT_MASK,通道刀具管理功能定义,它有10位,分别激活相应的刀具管理功能,可根据机床需求设定。
MD 20310:TOOL_MANAGEMENT_MASK,通道刀具管理功能定义,它有24位,分别对应不同的单项功能方式,可根据机床特点设定,但其低4位应与MD18080一致。(bit0=“1”:刀具管理数据内存区有效。bit1=“1”:刀具监控数据内存区有效。bit2=“1”:OEM自定义数据内存区有效。bit3=“1”:考虑相邻刀位的内存区有效)。
MD18084:$MN_MM_NUM_MAGAZINE,刀库数量(含缓冲区9998和装载站9999)。
MD18086:$MN_MM_NUM_MAGAZINE_LOCATION,系统中所有通道中的刀库的刀位数量+缓冲区数量+装载站数量。
MD18082:$MN_MM_NUM_TOOL,刀具表TOA中刀具数量。
MD18100:$MN_NUM_CUTTING_EDGES_IN_TOA,刀具表TOA中刀具刀沿数量。
MD18088:$MN_MM_NUM_TOOL_CARRIER,系统ToolHolder数量。
MD28085:MM_LINK_TOA_UNIT,刀具表TOA分配给通道。
MD20090:$MC_SPIND_DEF_MASTER_SPIND,通道中主主轴号。
MD20124:$MC_TOOL_MANAGEMENT_TOOLHOLDER,通道中主ToolHolder号,当MD20124≠0时,刀具管理使用ToolHoder代替主轴,适用于多主轴的机床。
MD20320:$MC_TOOL_TIME_MONITOR_MASKMD20124≠0,设置监控的Toolholder号。
MD20110:$MC_RESET_MODE_MASKMD20124=0:Bit6=1,Bit16=1。
MD20124≠0:Bit6=1,Bit17=1。
MD22550:$MC_TOOL_CHANGE_MODE=0;T代码直接激活刀补,车床使用。$MC_TOOL_CHANGE_MODE=1;使用M代码激活刀补。
MD22560:$MC_TOOL_CHANGE_M_CODE,激活刀补的M代码,=6,表示换刀指令为M06。
MD20128:$MC_Collect_Tool_Change=0;程序搜索结束并启动程序执行时,不输出指令到PLC。有刀具管理时,设为0。
MD52270:$MCS_TM_FUNCTION_MASKBit0;不允许在刀库位置创建刀具。
Bit1;当机床不处于复位时禁止装刀/卸刀。
Bit2;急停时禁止装刀/卸刀。
Bit3;禁止向主轴装刀、从主轴卸刀或换刀。
Bit4;直接在主轴上装刀。
Bit7;通过T号创建刀具。
Bit8;隐藏刀具移位。
MD54215:$SNS_TM_FUNCTION_MASK_SETBit0;回装刀具以直径显示。
Bit1;所有车刀默认旋转方向为M4。(https://www.xing528.com)
Bit2;创建刀具时无刀具名称。
Bit3;已装载的刀具禁止输入刀具名称和类型。
Bit4;通道不处在复位状态时,禁止装载刀具的相关输入。
Bit5;刀具磨损值累计输入。
Bit7;隐藏刀具监控参数。
Bit8;端面轴几何值以直径显示。
Bit9;端面轴磨损值以直径显示。
Bit11;禁止在机械手上创建刀具。
Bit12;在执行功能“全部卸载”时不卸载测量刀具。
MD11450:$MN_Search_Run_ModeBit1=1;程序搜索后,自动启动MD11620定义的异步子程序。
MD10715[0]:$MN_M_NO_FCT_CYCLE=6;定义M6调用子程序
MD10716[0]:$MN_M_NO_FCT_CYCLE_NAMEL6;子程序名称L6
MD11620:$MN_PROG_EVENT_NAME=空;自动调用PROG_EVENT.SPF子程序。
注意:多主轴的机床(如车铣复合机床)或无主轴的机床,需要设置Toolholder。
3)刀库数据配置,如图4-90所示。
4)Mag_conf.mpf定义NC的刀库数据。
5)FC100.awl应用DB4的功能,自动生成DB71、DB72等刀具管理接口数据。
6)DB4数据块结构说明。
7)DBB64刀库数量(包含Buffer和Loading刀库)BYTE。
8)DBW65(70,75,...)刀库号INT逐个定义系统包含的刀库。
9)DBB67(...)刀库类型BYTE(包含9998和9999)。
10)DBW68(...)刀位号INT。
11)DBB70(刀库定义之后)主轴数量BYTE。刀库数据配置文件如图4-90所示。
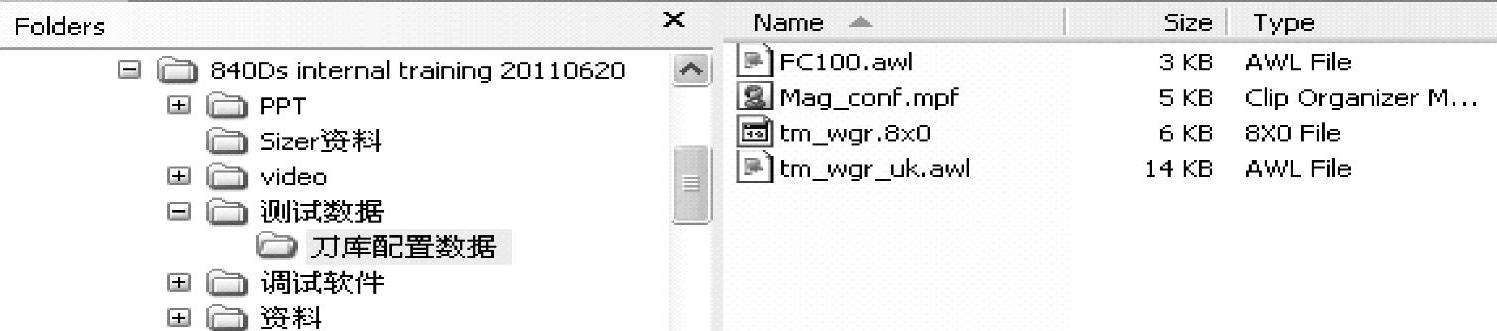
图4-90 刀库数据配置文件
PLC接口信号中只需要知道刀具数量、9998数量、9999数量、主轴数量。
各个刀库的索引号皆由NC程序定义。
用“Create PLC data”生成PLC的刀具管理接口数据DB71、DB72等。
12)刀具管理PLC应答:
NC变量保存刀库数据,当有换刀请求时,刀具管理接口信号相应位变化,PLC根据数据块中相应位变化执行刀库动作(如:刀库旋转、机械手抓刀、松刀等等动作),并通过FC8/FC6应答。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。