



【摘要】:常用的内件材料组合见表4-72。表4-72 公称密封面、阀杆和上密封座圈或堆焊材料和硬度(续)(续)(续)(续)注:NA为不适用。密封件材料,包括HF内件编号的阀杆和母材材料,应具有至少等于阀体的耐蚀性和压力额定值的耐蚀性和温度限制。③阀体和闸板密封面的最小布氏硬度应为25OHBW,且阀体和闸板密封面间的硬度差至少应为5OHBW。⑥表面硬化渗氮层的最小厚度为O.13mm。⑧制造商的标准表面硬化,最大铁含量为25%。
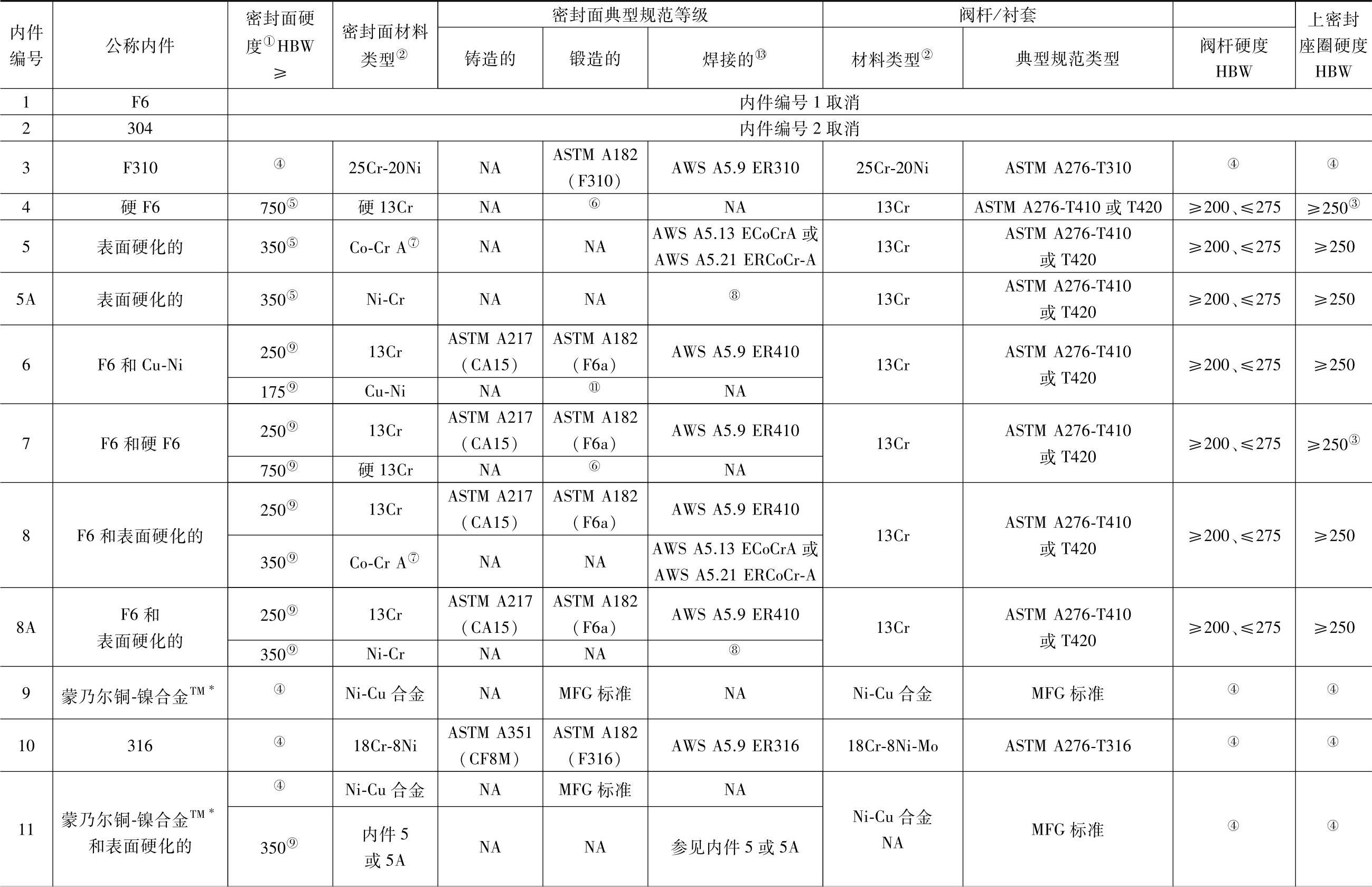
常用的内件材料组合见表4-72。
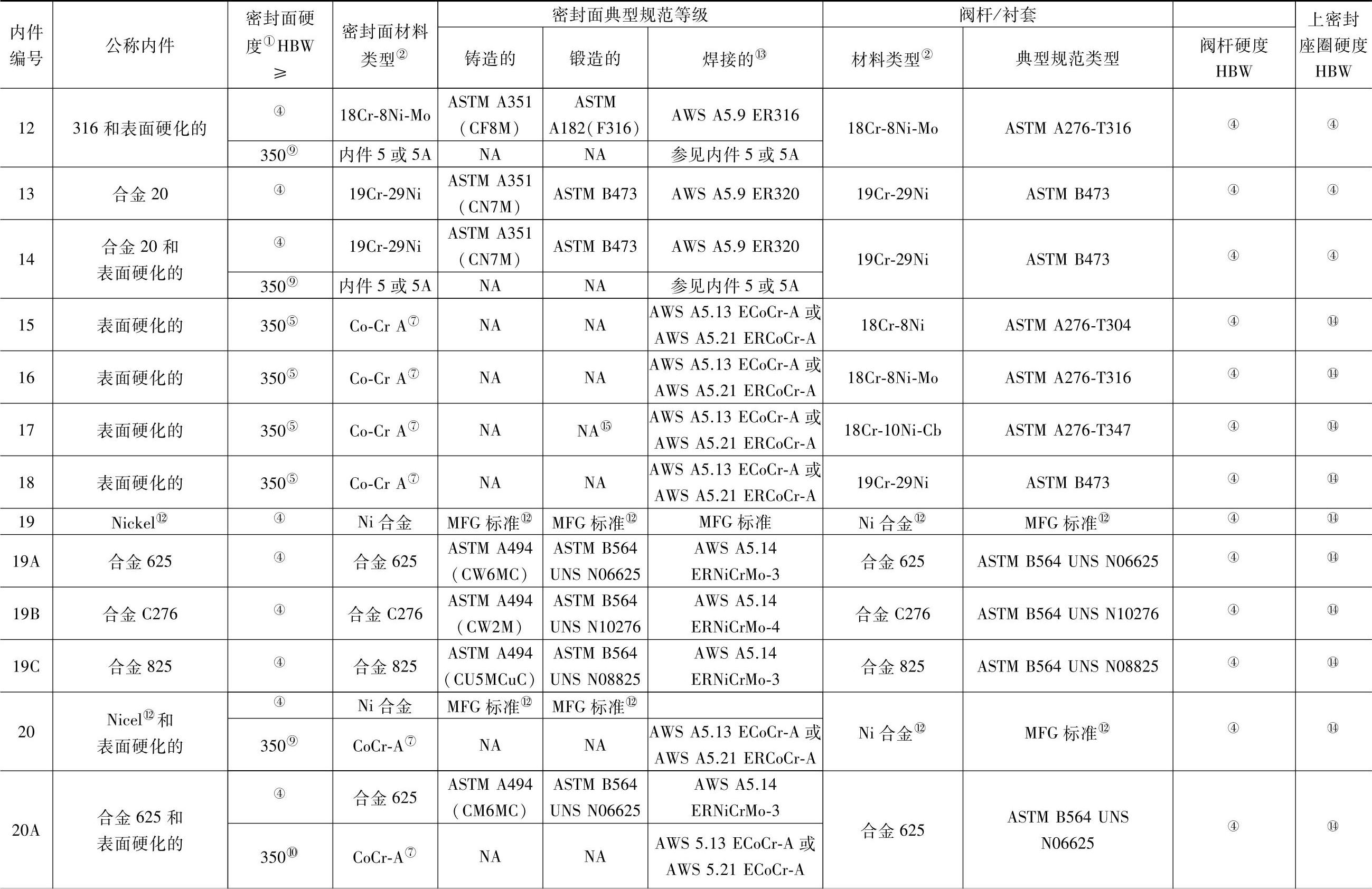
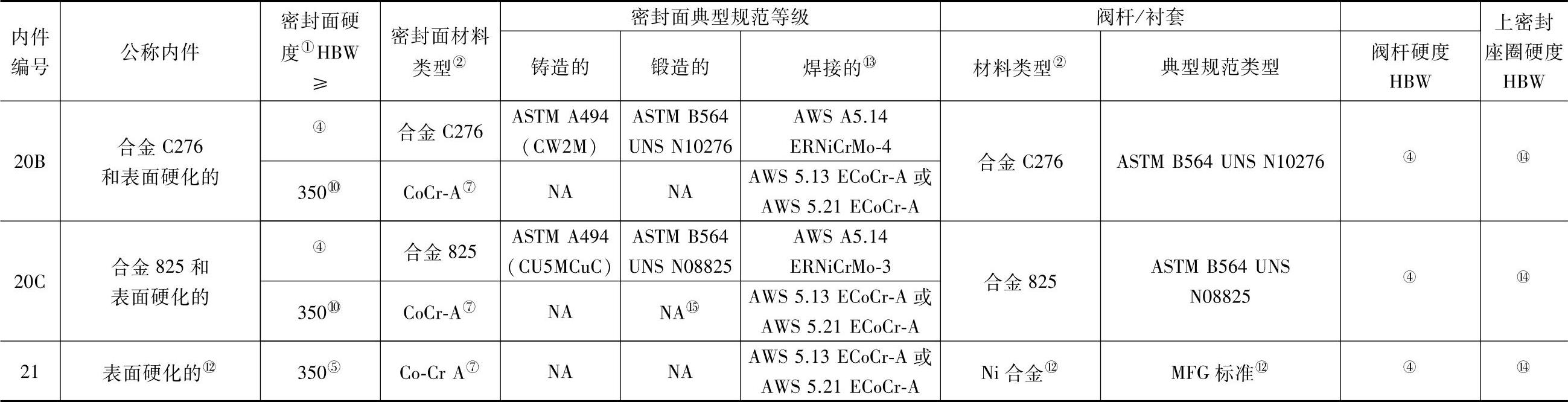
表4-72 公称密封面、阀杆和上密封座圈或堆焊材料和硬度
(续)
(续)
注:NA为不适用。密封件材料,包括HF内件编号的阀杆和母材材料,应具有至少等于阀体的耐蚀性和压力额定值的耐蚀性和温度限制。
①按ASTME1O的布氏硬度的符号。
②禁止使用易削13Cr级。
③阀体和闸板密封面的最小布氏硬度应为25OHBW,且阀体和闸板密封面间的硬度差至少应为5OHBW。
④制造商的标准硬度。(https://www.xing528.com)
⑤不要求阀体和闸板密封面间的硬度差。
⑥表面硬化渗氮层的最小厚度为O.13mm(O.OO5in)。
⑦AWSA5.13EC。Cr-A或AWSA5.21ERC。Cr-A:此分类包括如司太立硬质合金6TM*、铬钨钴焊条合金6TM*和WalleX6TM*这类的商标材料。相当于UNSR3OOO6的等离子体传输电弧焊(PTAW)冶金工艺粉末也可使用。C。Cr-E(斯特力合金21TM*或等同于)仅可以在买方认可时使用,典型的C。Cr-E合金包括AWS5.13EC。Cr-E或AWSA5.21ERC。Cr-E。
⑧制造商的标准表面硬化,最大铁含量为25%。
⑨阀体和闸板密封面间的硬度差应为制造商的标准。
⑩不使用。
⑾制造商的标准,最少带有3O个Ni。
⑿未使用。
⒀典型上密封座堆焊材料。
⒁如果未表面硬化,按制造商的标准,如果表面硬化,最小硬度为25OHBW。
⒂该项仅用作一个例子,并不构成API赞同本产品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。