



聚乙烯(PE)挤出板材和片材具有无毒、表面平整光滑、耐低温性能好、电绝缘性优良、耐蚀性好等优点。广泛应用于包装、化工、电力等领域。如耐腐蚀设备、容器、储槽的衬里,耐腐蚀绝缘地板,铁路隧道的防水隔层和建筑防水材料等。高密度聚乙烯(HDPE)板材还可作为工程塑料应用在机械、化工等设备上。PE板(片)材使用温度为(-50~50)℃。
1.原料选择
PE挤出板材和片材通常采用PE树脂颗粒料生产,一般不需加入其他助剂。板材和片材要求的PE树脂的熔体流动速率(MFR)值基本接近,生产LDPE板、片材树脂的MFR为0.3~2g/10min;生产HDPE板、片材树脂的MFR为0.1~1g/10min。最好选用专用牌号的LDPE或HDPE树脂生产。
若生产特殊用途的PE板材和片材或需要染色时,需加入必要的助剂,如光稳定剂、抗氧剂、交联剂、发泡剂、着色剂等。可以先将PE树脂颗粒与松节油或白油类分散剂混合,让分散剂均匀涂在树脂表面,然后加入添加剂混合,让添加剂粘附在树脂表面,经挤出造粒或直接加入挤出机挤出板或片材。也可通过加入色母料的方法配色。
2.设备选择
挤出成型PE板材和片材通常用单螺杆挤出机,也可以用双螺杆挤出机。采用单螺杆挤出机时,螺杆直径依据制品截面大小和挤出量可在90~150mm范围内选择。螺杆长径比L/D≥20,压缩比为3~4。过滤网为80目(孔径0.18mm),共两层。
机头一般采用支管式,也可用衣架式。支管式机头的支管直径d一般为30~80mm,直径越大,储料越多,料流越稳定,制品的厚度越均匀,一般取d>35mm。模唇长度L(机头平直部分长度)一般为制品厚度的20~30倍,L越大,物料压力分布越均匀,制品厚度越均匀,表面光滑。机头内流道改变的地方和支管的两端应呈流线型,光滑无死角。
3.生产工艺
(1)工艺流程PE挤出板、片材的工艺流程如图4-17所示。

图4-17 PE挤出板、片材的工艺流程
(2)挤出工艺条件及控制 由于PE吸湿性小,故在成型前一般不需要干燥。(https://www.xing528.com)
1)挤出温度。用ϕ90mm的挤出机挤出厚度为3mm的LDPE板材时挤出温度见表4-10。用相同的挤出机挤出HDPE板材时的温度见表4-11。表中机筒一区至四区的温度分别为挤出机螺杆的加料段至计量段的各区温度。生产中机头温度一般比机筒温度高5~10℃,这样既能保证产品塑化均匀,又可防止分解。由于扁平机头在料流挤出过程中存在中间流程短阻力小流速快,两边流程长阻力大流速慢的现象,所以机头温度通常采用两边高中间低的温度控制方法,以便和机头内阻力调节块相配合,保证板(片)材挤出速度均匀、稳定。
表4-10 LDPE板材(片材)挤出温度
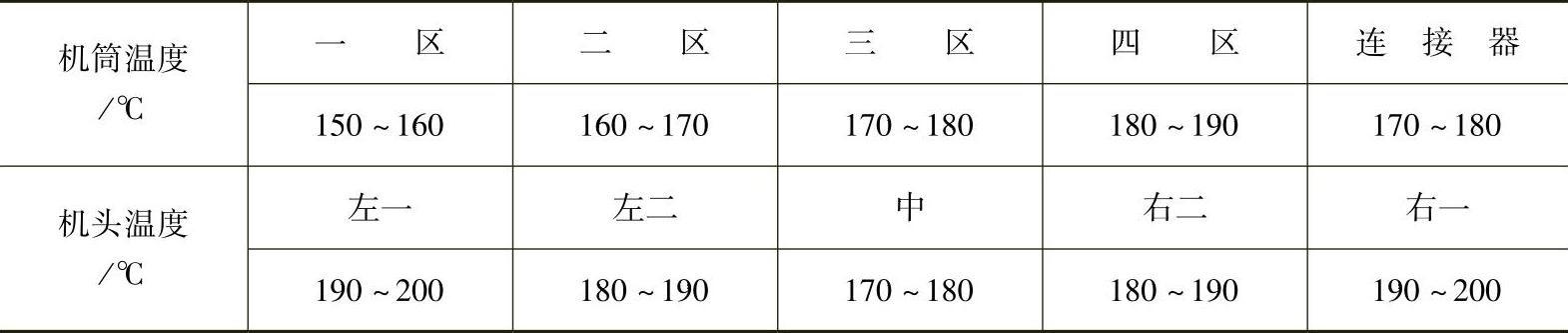
表4-11 HDPE板材(片材)挤出温度
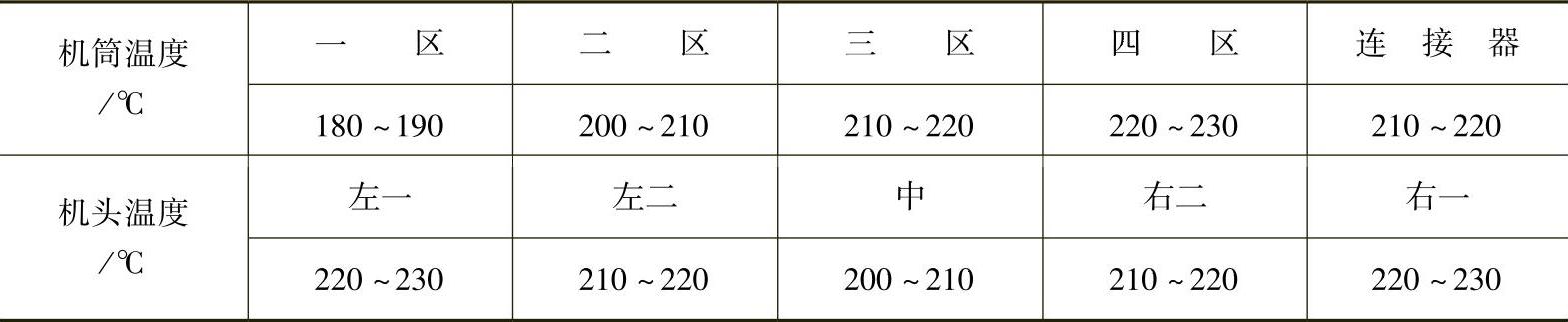
表中温度范围应根据树脂的不同熔体流动速率进行调节,实际挤出温度变化范围越小越好。机头温差最好控制在2℃以内。
2)三辊压光机的温度。LDPE、HDPE板材挤出时三辊压光机三个辊筒的温度见表4-12。
表4-12 LDPE、HDPE板材挤出时三辊压光机三个辊筒的温度

PE板材在上辊与中辊之间有存料,为防止存料冷却,所以上辊与中辊温度都比PVC板材高。
3)其余工艺条件与PVC板材基本相似。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。