



聚氯乙烯树脂加入增塑剂等助剂后,可用吹塑法制成软质聚氯乙烯薄膜。按使用稳定剂的不同可制成透明膜和半透明膜,可作农用育秧膜、人参覆盖膜、大棚膜,各种工业原料、半成品、成品的包装膜,保护纸张的贴纸膜等。
1.配方
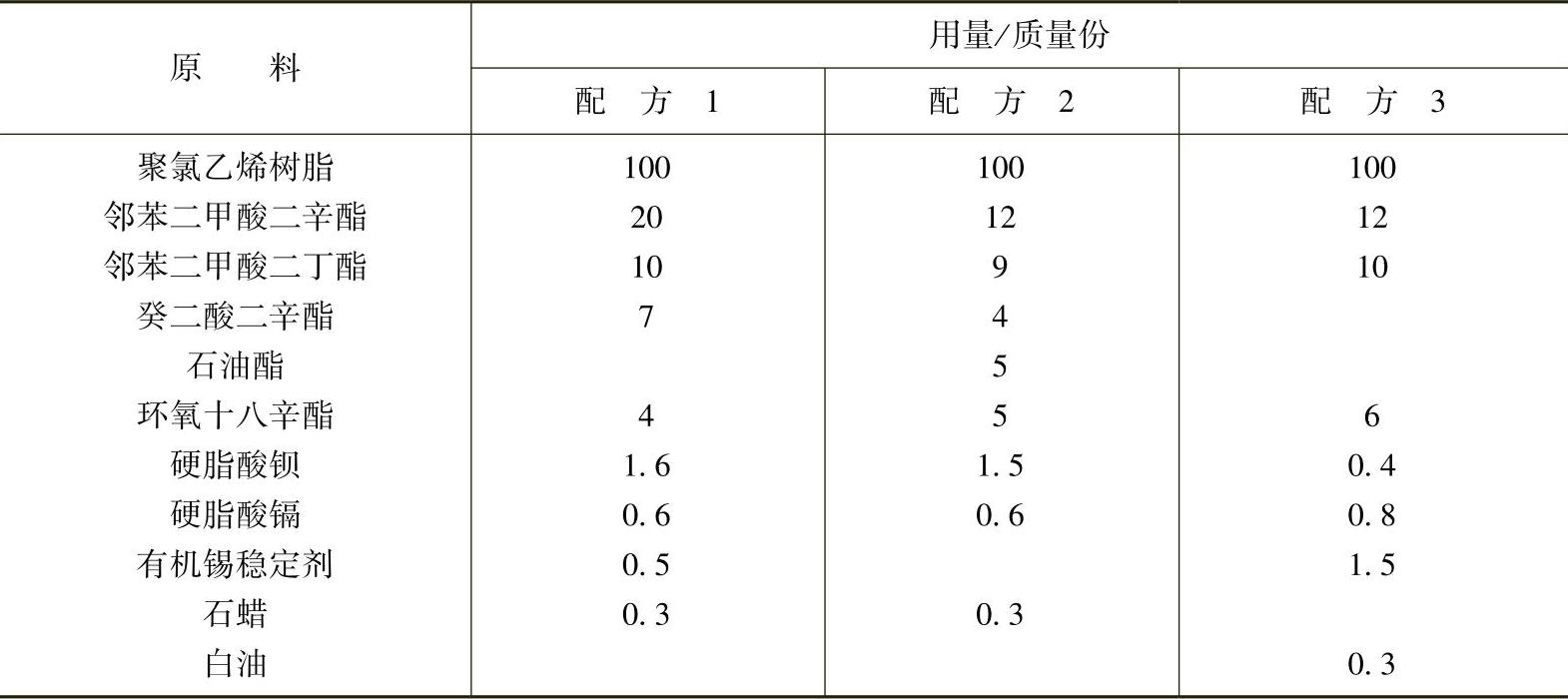
软质聚氯乙烯吹塑薄膜的配方见表6-13。
表6-13 软质聚氯乙烯吹塑薄膜配方
关于软质聚氯乙烯吹塑薄膜配方的说明:
1)配方1为农用薄膜;配方2为包装薄膜;配方3为贴纸薄膜。
2)PVC树脂选用中等粘度的SG-4型。为减小贴纸薄膜中的“鱼眼”,配方3应选用疏松型结构且相对分子质量分布范围较窄的树脂。配方2若用于食品包装,应选无毒型树脂。
3)增塑剂一般为30~40质量份,最多不超过45质量份,否则泡管太软,形状不稳定,难以控制。农膜与包装膜考虑低温使用,均需加入耐寒增塑剂癸二酸二辛酯,农用膜是冬天使用,加入量较多。环氧树脂兼具稳定作用。
4)稳定剂体系采用透明性好的有机锡、硬脂酸镉类,不采用铅类稳定剂。因贴纸膜要求透明度高,农膜与包装膜均需透明。
5)润滑剂选用石蜡与白油。因增塑剂用量不多,为提高物料成型加工性,需加入少量润滑剂,并防止薄膜粘连。
6)若配方1为无滴农膜,需加入少量表面活性剂。如硬脂酸甘油单脂、硬脂酸木糖醇酯等,加入量不超过1质量份。表面活性剂使薄膜内表面不发生滴露,有助于秧苗生长。
7)农膜长期在户外使用,根据使用地区光照强弱,可适当加入紫外线吸收剂与抗氧剂。
8)农用薄膜配方中应禁止使用抑制植物生长和被植物吸收后转嫁给人体、危害人体健康及污染环境的添加剂。
2.主要生产设备
(1)混合设备 三辊研磨机的辊筒直径为400mm,通水冷却;高速混合机容积为200L。
(2)挤出造粒设备 挤出造粒机的螺杆直径为65mm,长径比为15~20,渐变形螺杆。
(3)吹膜设备 挤出机螺杆直径为65mm,长径比为20~25,渐变形螺杆。机头多采用芯棒式结构。(https://www.xing528.com)
3.生产工艺流程
PVC薄膜采用上吹法或平吹法生产,吹膜工艺流程有两种:一种采用粉料直接挤出吹塑成型,使用双螺杆挤出机或适于粉料加工的、长径比较大的单螺杆挤出机;另一种是先造粒,再吹膜的工艺。后者的工艺流程如图6-20所示。

图6-20 软质PVC吹膜工艺流程
4.生产工艺条件
(1)配料与造粒 为了除去物料中的杂质,PVC树脂需过筛孔直径为0.425mm(40目)的筛子,增塑剂通过直径为0.15mm(100目)的铜网,其他助剂用增塑剂稀释,用三辊研磨机研磨,其细度达80μm以下,然后按配方计量放入捏合机中,捏合温度为100~120℃,待物料松散有弹性即可出料。捏合好的物料投入挤出造粒机造粒,温度控制在150~170℃,不宜过高。
(2)挤出温度 为保证吹膜质量,最好使用预热的粒料,有利于降低吹膜能耗,提高薄膜塑化质量。聚氯乙烯薄膜的挤出温度见表6-14。
表6-14 聚氯乙烯薄膜的挤出温度

随增塑剂用量增加,挤出温度降低,但挤出温度不能太低,否则薄膜表面发花,产生“鱼眼”、僵块等弊病。
(3)吹胀比 聚氯乙烯薄膜吹胀比一般为1.5~3.0。吹胀比的大小影响薄膜强度与透明度。对折径较小的平吹法,吹胀比选大值。在同一纵向牵伸比条件下,提高吹胀比,可使薄膜横向强度提高,纵向强度降低,所以吹胀比不能太大。
(4)牵伸比 聚氯乙烯薄膜牵伸比一般为4~6,即牵伸速度比挤出线速度快4~6倍。实际操作中,牵伸比大于吹胀比,泡管稳定性较好。但从薄膜的纵、横向平衡来讲,牵伸比与吹胀比相等或接近比较好。
牵伸速度提高也受到薄膜冷却效率的限制。若冷却不足,薄膜发粘,无法剥开,影响使用。
(5)冷却风环位置 冷却风环出风口与机头口模的距离一般为50~200mm。管膜直径大时取小值,反之取大值。该距离不能太远,否则薄膜冷却线太高,不利于管膜冷却和泡形稳定。冷却线高度通常控制在200~400mm。
(6)冷却风量 冷却风量的大小,直接影响薄膜的冷却效果。风量大时冷却效果好,但风量不能太大,会造成薄膜摆动,影响泡管稳定性;风量太小,薄膜冷却不足会发粘。
(7)冷却夹板的夹角控制 冷却人字夹板的夹角大小应很好控制,平吹法为30°,上吹法为60°。夹角太大时,薄膜会产生皱褶。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。