



“铸片”是指熔融塑料在压力的推动下,强行通过口模,在静电或气流作用下,使熔体物料迅速粘附在冷却辊表面,制成固态片材的过程。目前,铸片的方法有两种,即聚合物在聚合后进行的直接铸片法和挤出铸片法。挤出铸片法是利用挤出机螺杆旋转产生的压力和剪切力,以及物料与机筒、螺杆之间的摩擦热和机筒外部传入的热量,将聚合物进行充分地塑化、混合、均化并强行通过机头口模,在冷却辊上实现铸片的方法。用挤出法生产双向拉伸薄膜,最关键的问题就是要保证聚合物塑化质量、熔体粘度的均一性、物料的洁净程度、挤出机供料的稳定性和机头出料的稳定性等,这也是衡量挤出系统性能的主要标准。
1.挤出机
挤出机有几种配置形式:单螺杆挤出机,双螺杆挤出机,排气式单螺杆挤出机,双螺杆与单螺杆串联挤出机。
若采用单螺杆挤出机,螺杆长径比L/D≥30,螺杆结构为分离型并带有适当的混炼元件。然而,一台单螺杆挤出机靠增大长径比和采用特殊的螺杆,对提高挤出机产量、改进塑化混炼效果方面毕竟是有限的,因此,有些主机配置中采用了两台挤出机串联的方式。串联挤出机的第一级挤出机可以是单螺杆挤出机,也可以是双螺杆挤出机。串联的方式相当于大大地增加了螺杆的长径比。一级挤出机负责固体物料的输送和熔融,二级挤出机将物料进一步塑化、混合、计量挤出。
2.计量泵
在铸片过程中,熔体从挤出机前端要进入阻力很大的熔体过滤器及狭窄的口模。因此,为了确保机头具有足够高而稳定的压力,使薄膜具有良好的厚度均匀性,在双向拉伸薄膜生产线上,无论配置哪种挤出机,都要在挤出机的出口处安装一台高精度的计量泵。
熔体计量泵是一种高精度的齿轮泵。常用的是外啮合二齿轮熔体计量泵,如图8-1所示。泵运转时,齿轮啮合脱开处为自由空间,构成泵的进料侧。进入的熔体被齿轮强制带入泵体的啮合区间,然后,挤入出料区,此区的高压熔体只能压入出料管,不会带入进料区。物料的泵出量是基本恒定的。为了计量更精确,有些设备中采用三齿轮的泵。
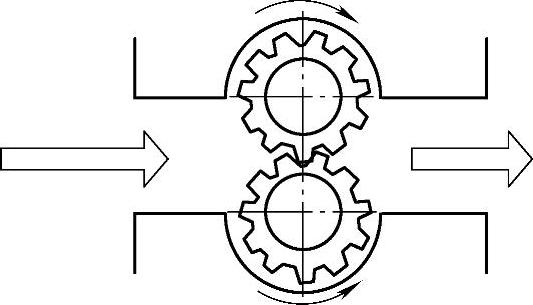
图8-1 外啮合二齿轮熔体计量泵示意图
为保证薄膜纵向厚度的均匀性,在生产过程中计量泵常采用两种控制方式,一种是计量泵速度不变,经过滤器阻力增大时,自动调节冷却辊筒的转速来适应这一变化;另一方式是随过滤器阻力增大,自动调节计量泵的速度,适当加大泵出量,保证进入机头的熔体压力不变。
3.熔体过滤器(https://www.xing528.com)
在熔融聚合物中,无论原料多么纯净,肯定会有一定数量的杂质,如碳化物、灰尘、凝聚粒子、晶点等。在双向拉伸薄膜生产中,杂质的存在,不仅会损坏计量泵,更主要的是杂质粘附在口模上使铸片出现条纹;杂质若夹杂在挤出片材中,轻则使薄膜出现晶点、鱼眼,影响薄膜的电气性能、阻隔性能和外观质量,重则无法拉伸成膜。因此,在挤出熔体管线上,安装良好的熔体过滤器,滤出熔体中的杂质和未熔物是双向拉伸塑料薄膜生产过程中一项非常重要的环节。
4.静态混合器
在热敏性塑料双向拉伸薄膜生产线上,熔体在进入机头之前都要通过一组静态混合器。静态混合器的作用是使管道内的熔体不断分流又不断混合,目的是改善熔体径向温度分布及熔体粘度梯度不均匀性,减小熔体的脉冲,弥补螺杆引起的径向质量不均匀性。
5.机头
机头是挤出片材的成型模具,是决定铸片外形尺寸最关键的装置。目前,在BOPET、BOPA、BOPP等薄膜的生产中,大多数均采用支管式机头,少数BOPP、BOPS薄膜采用鱼尾形机头。
6.冷却辊筒
冷却辊筒的结构形式以及使熔体向辊筒贴合的方式与流延薄膜相似。
PET、PP、PA等结晶型聚合物片材的结晶情况与熔体冷却速度有密切关系。冷却辊表面温度越低,热传导越好,片材贴辊越紧,冷却速度越快,此时,片材结晶度小,球晶细而均匀,有利于聚合物拉伸取向。所以,在挤出PET、PA、PP片材时,多采用低温快速冷却(<35℃)的方法。但在某些情况下,也需要使用较高的温度进行冷却。例如,在生产电容级BOPP薄膜时,要求薄膜表面粗化,生产时需要适当地提高冷却辊表面温度(90℃),使铸片产生一些较大的β型晶粒,形成一定的结晶度。这种片材在双向拉伸时,β型晶粒向密度更大的α型晶粒转化,在晶间形成小的沟槽,塑料薄膜的表面粗糙度明显增大。又例如,在生产非结晶BOPS薄膜时,因不存在结晶问题,因此,适当提高冷却辊表面温度(60~90℃),有利于增大冷却辊对熔体的粘附性。
聚合物熔体从机头的模唇挤出后,在一般情况下,熔体的挤出速度均低于冷却辊表面的线速度,这样可使铸片产生预拉伸。适当的预拉伸有利于消除聚合物熔体弹性形变造成的影响,减小膨胀比。对于结晶型聚合物,适当预拉伸有利于晶粒细化及生成准晶结构。这种片材具有一定的纵向韧性,在双向拉伸时不易断裂,有利于提高成膜性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。