



1.主要设备
(1)挤出机 挤出线缆用的挤出机一般有ϕ30mm~ϕ200mm几种规格,不同规格挤出机生产的线缆外径尺寸见表12-7。螺杆长径比为18~20,使用较大长径比的螺杆,可在高速下进行操作。挤出线缆大都采用螺杆直径为65mm的挤出机。
表12-7 不同规格挤出机生产的线缆外径尺寸

(2)包覆机头 包覆机头是生产塑料电线、电缆的特殊设备,其特点是挤出机挤出的芯材与来自挤出机的料流成直角,即所谓直角式机头。此种机头与挤出机的组合情况如图12-7所示。
包覆机头有两种类型,一种是压力机头,另一种是管状机头,如图12-8所示。压力机头的特点是线芯穿过机头时被熔体包围并均匀包覆,因而可使熔体对线芯有密切的接触和粘附,主要用于挤出以绝缘为主的产品,即生产电线。管状机头虽然挤出物和线芯同心,但其内径较大成为一个管,因而在机头内,管内表面与线芯不接触,然后在管与线芯之间抽真空,管即收缩在线芯上。这种机头常用于已经包覆有绝缘层的电线上,即生产有护套层的电线和电缆。
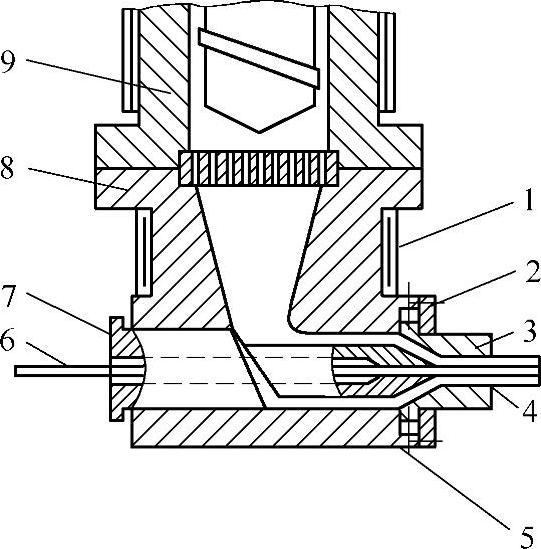
图12-7 线缆包覆机头与挤出机的组合
1—加热器 2—压紧圈 3—口模 4—线缆 5—定位螺钉 6—芯材 7—芯棒 8—机头 9—机筒
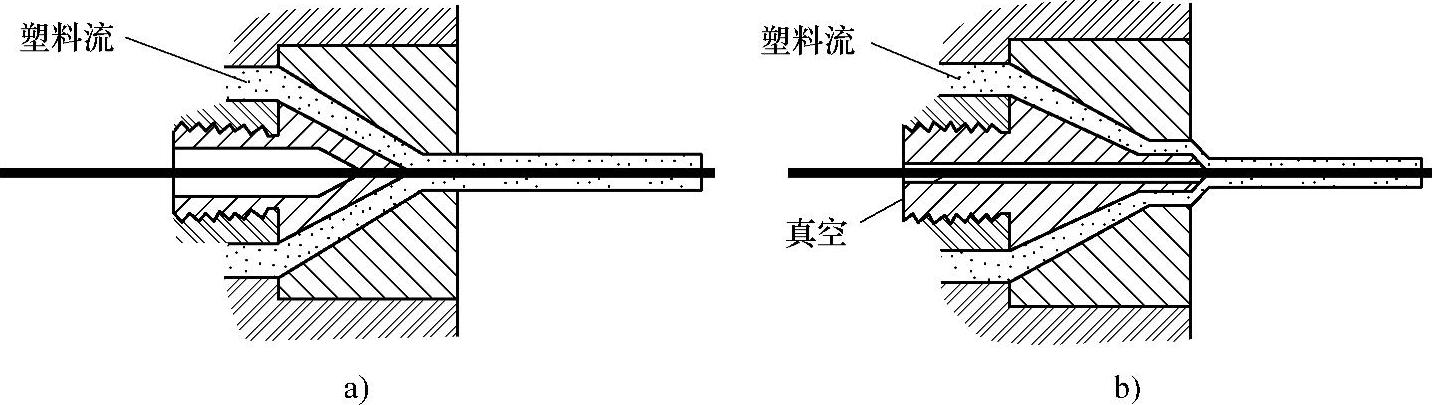
图12-8 包覆机头
a)压力机头 b)管状机头
如果挤出方向与线缆传送方向成直角,机头被称为90°直角进料机头,这种情况设备占用面积较大,因线缆冷却槽要与挤出机成90°,并有一定距离。若采用45°角或30°角的机头,在布置上较为合理。较小的角度对于塑料的包覆也较为有利,因熔体可有效地消除接头处的汇合线。
(3)线料预热器 采用高频加热器使线芯达到较高的温度,便于高温熔体顺利包覆,增加塑料对线芯的包覆力,使绝缘层与线芯紧密粘接。
2.生产工艺
(1)生产工艺流程 电线电缆的生产工艺流程如图12-9所示。(https://www.xing528.com)

图12-9 电线电缆的生产工艺流程
(2)包覆成型工艺
①原料准备。电缆包覆料如果吸潮,加入挤出机前应烘干处理,处理温度为80℃左右。线芯预热温度为80~120℃。
作为线芯的线材要从绕线筒上展卷,一般安装两台展卷机,以便当一台绕线轴上的芯材用完后,另一台即可开始向挤出机供线。单股线材在进入机头前应被拉直,可以通过一系列导辊来完成。随后线材应预热以保证塑料熔体良好的粘附性,以及在包覆中变形较小。
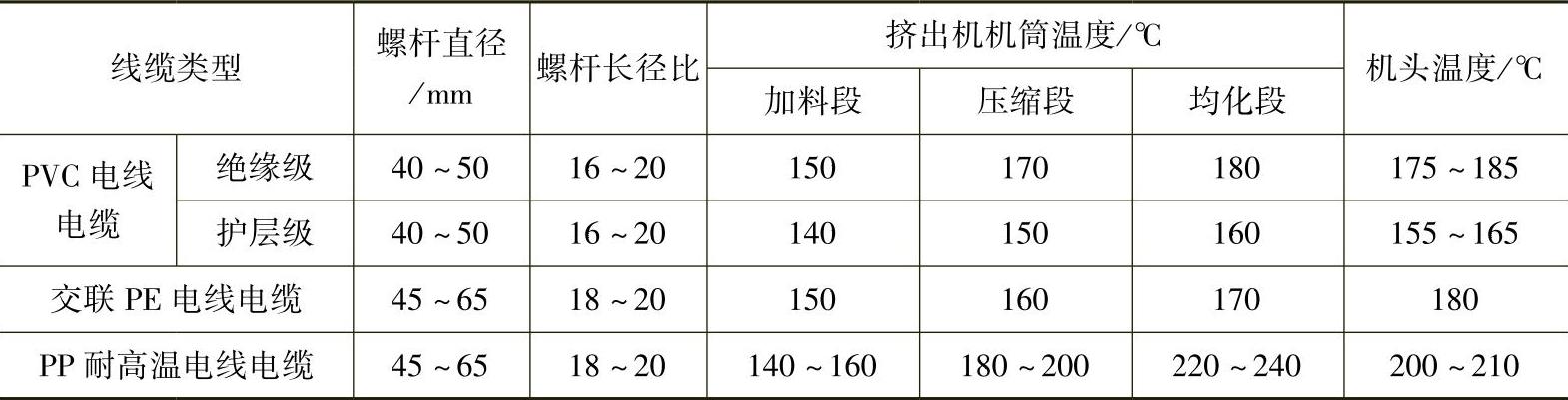
②工艺参数。几种电线电缆生产时的工艺参数见表12-8。
表12-8 几种电线电缆生产时的工艺参数
(3)冷却 挤出包覆后制得的线缆立即进入很长的冷却水槽,对高速包覆导线,水槽长度可达30m以上,冷却水为常温。
(4)后处理 生产交联PE电线电缆应进行后处理。包覆线缆自机头牵引出来后立即冷却定型,随后进入封闭式热处理烘道(又称为交联管道),烘道长约40~50m,由表压约为1.47MPa的蒸汽加热,以促进聚乙烯交联。蒸汽加热烘道一般向下倾斜约35°角,蒸汽冷凝水由下部排出。
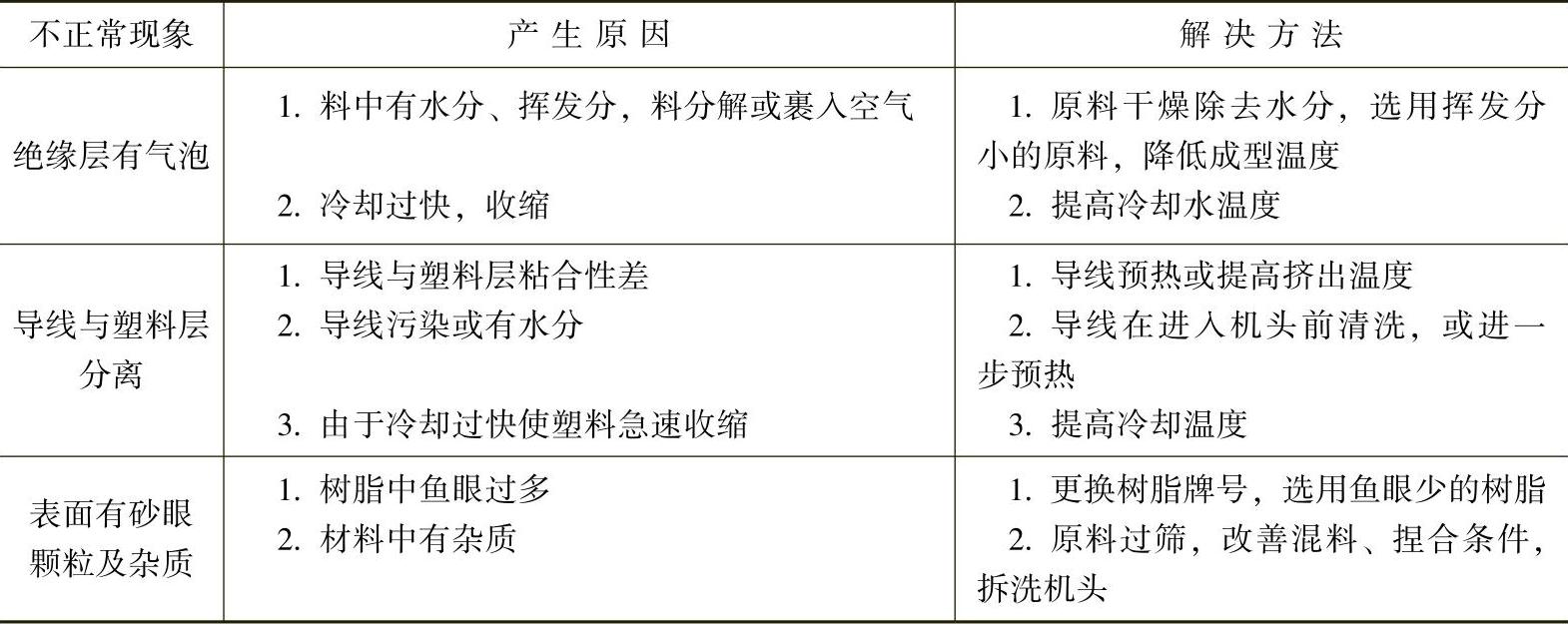
3.线缆生产中易出现的不正常现象、产生原因及解决方法(表12-9)
表12-9 线缆生产中易出现的不正常现象、产生原因及解决方法
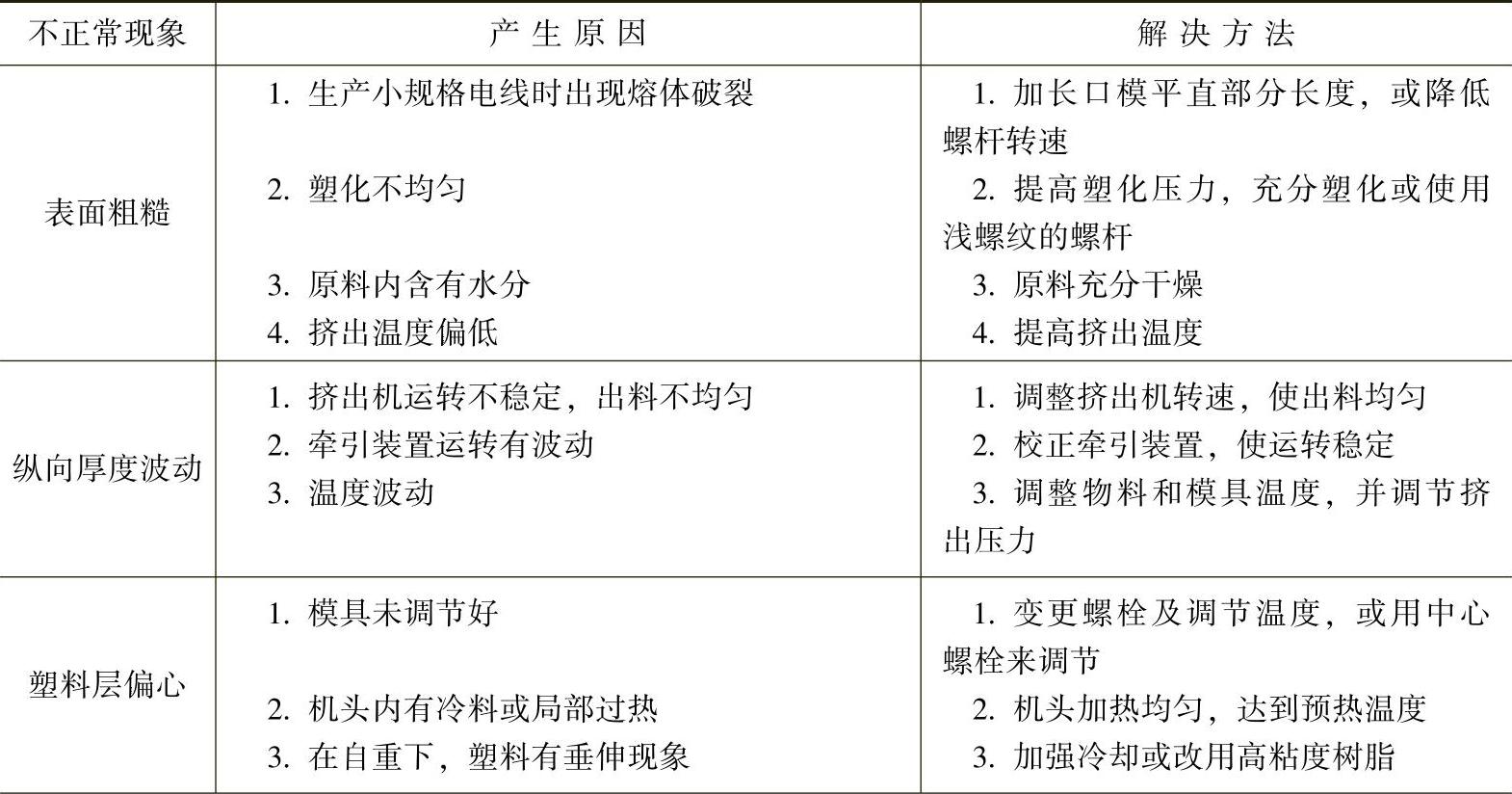
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。