



1.尺寸及外形
1)焊接用不锈钢盘条的公称直径范围为5~20mm。
2)焊接用不锈钢盘条的直径极限偏差和圆度误差应符合GB/T 14981—2009的规定,具体要求的精度级别应在合同中注明,未注明时应符合B级精度的规定。
3)每盘盘条由一根组成,不得有焊接头,盘质量应不小于500kg。
2.技术要求
(1)冶炼方法 焊接用不锈钢盘条用钢应采用电炉或转炉加炉外精炼、电渣重熔等方法冶炼,具体要求应在合同注明,未注明时由供方选择。
(2)交货状态 焊接用马氏体钢盘条应以退火酸洗状态交货,其他类型钢盘条以热轧酸洗状态交货。经供需双方协商,并在合同中注明,盘条也可以其他状态交货。
(3)低倍组织 钢坯或盘条的横截面酸浸低倍试片上不得有目视可见的裂纹、缩孔、气泡及夹杂。
(4)表面质量 焊接用不锈钢盘条表面不得有裂纹、折叠、结疤等有害缺陷。如有上述缺陷,必须清除。清除深度不得超过直径的极限偏差。但允许有深度或高度不超过表5-10规定的个别划伤、麻点、凹坑和凸起。
表5-10 焊接用不锈钢盘条表面允许缺陷深度(摘自GB/T 4241—2006) (单位:mm)

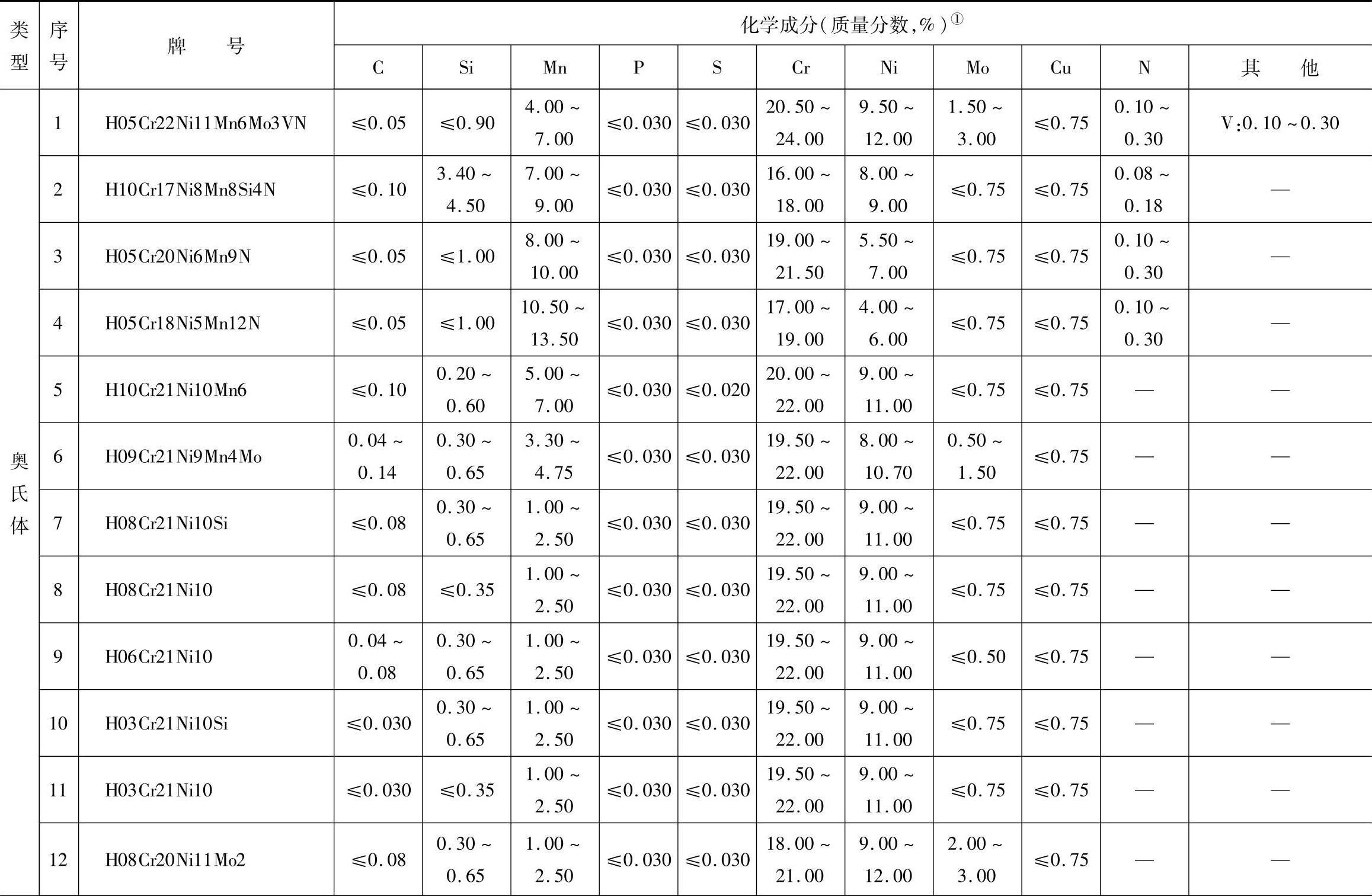
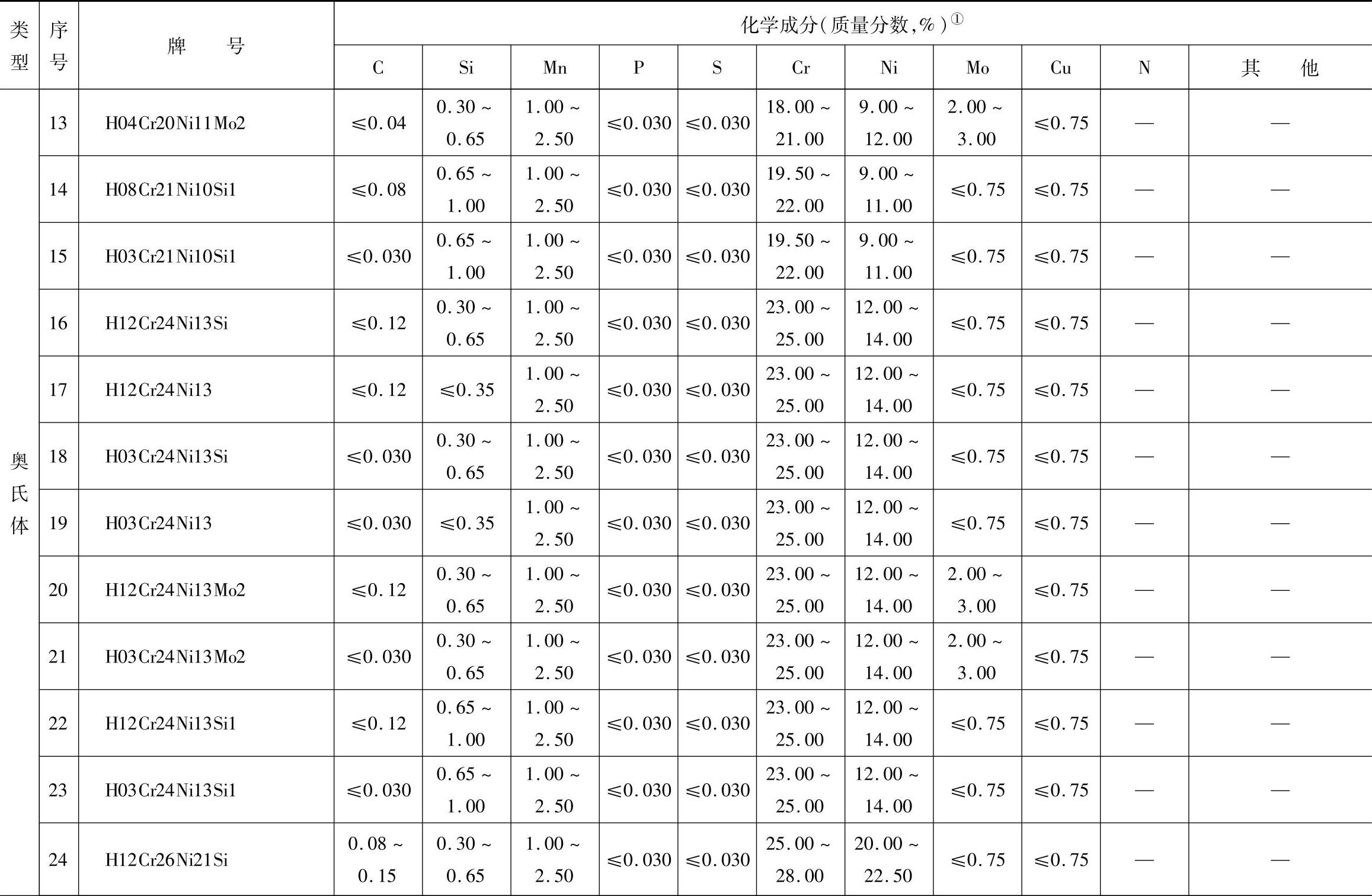
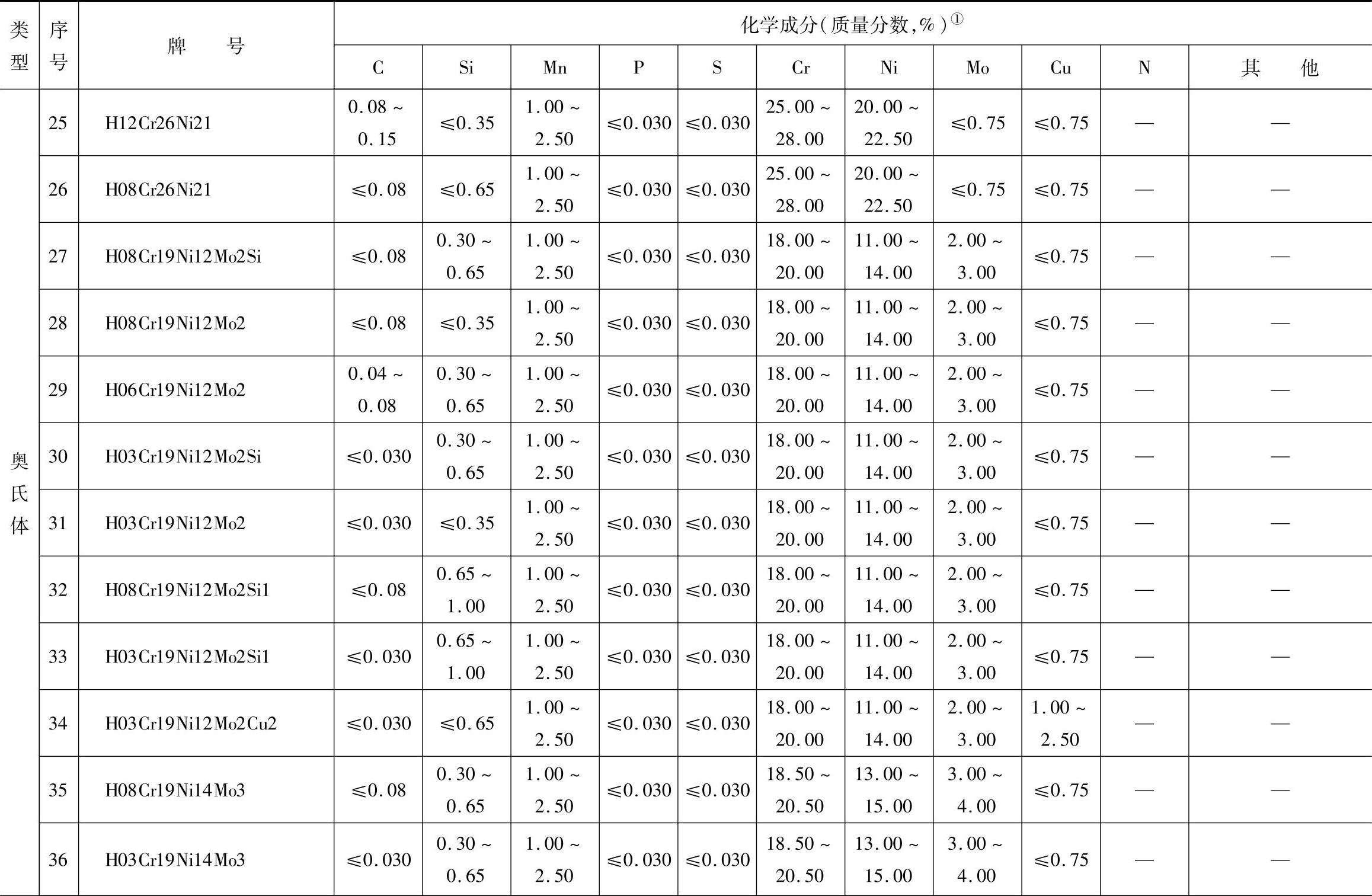
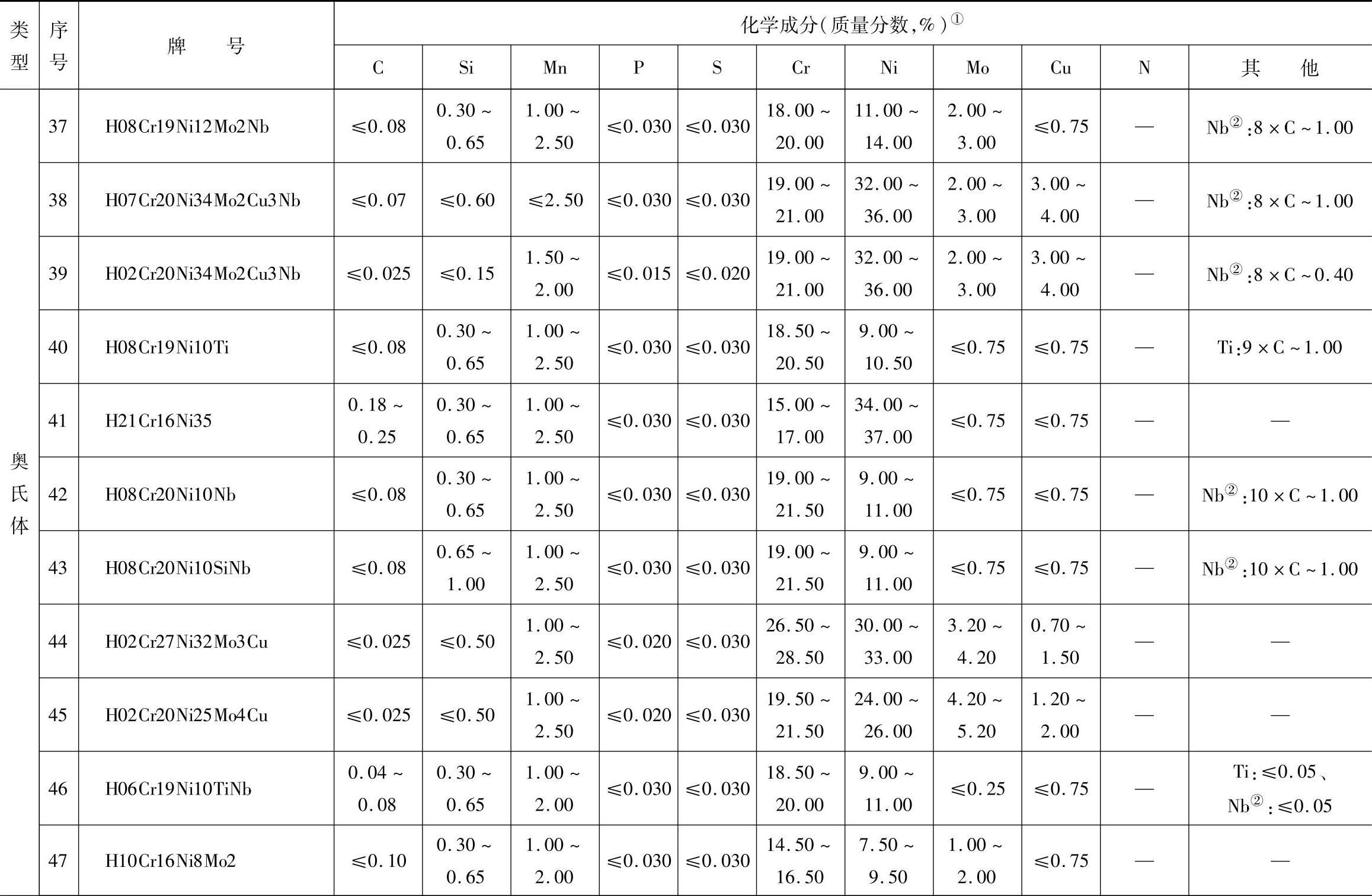
(5)牌号及化学成分 焊接用不锈钢盘条用钢的牌号及化学成分(熔炼分析)应符合表5-11的规定,盘条成品化学成分允许偏差应符合GB/T 222—2006的规定。
表5-11 焊接用不锈钢盘条用钢的牌号及化学成分(摘自GB/T 4241—2006)
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
(续)
(续)
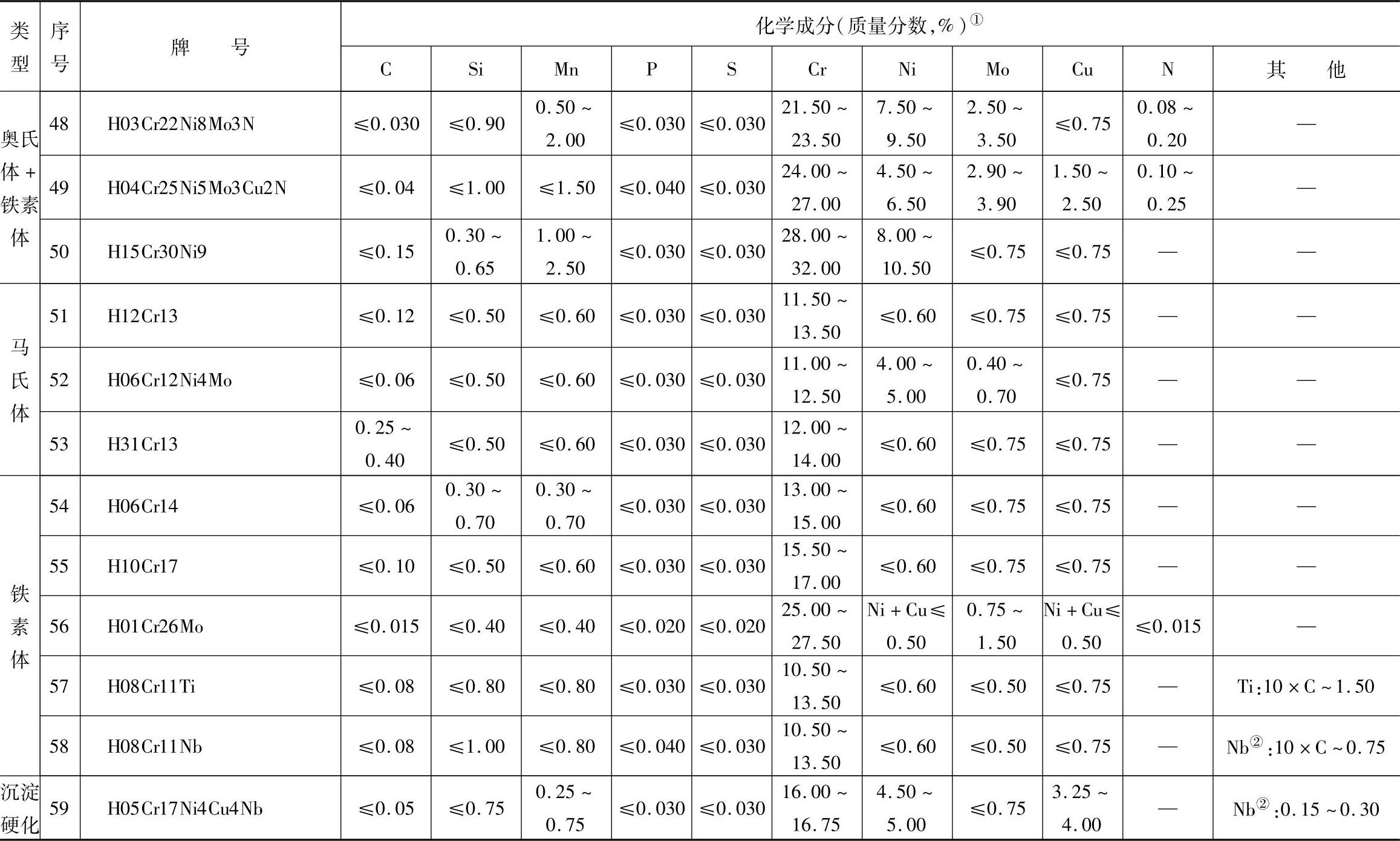
① 在对表中给出元素进行分析时,如果发现有其他元素存在,其总量(除铁外)不应超过0.50%(质量分数)。
② Nb可报告为Nb+Ta。
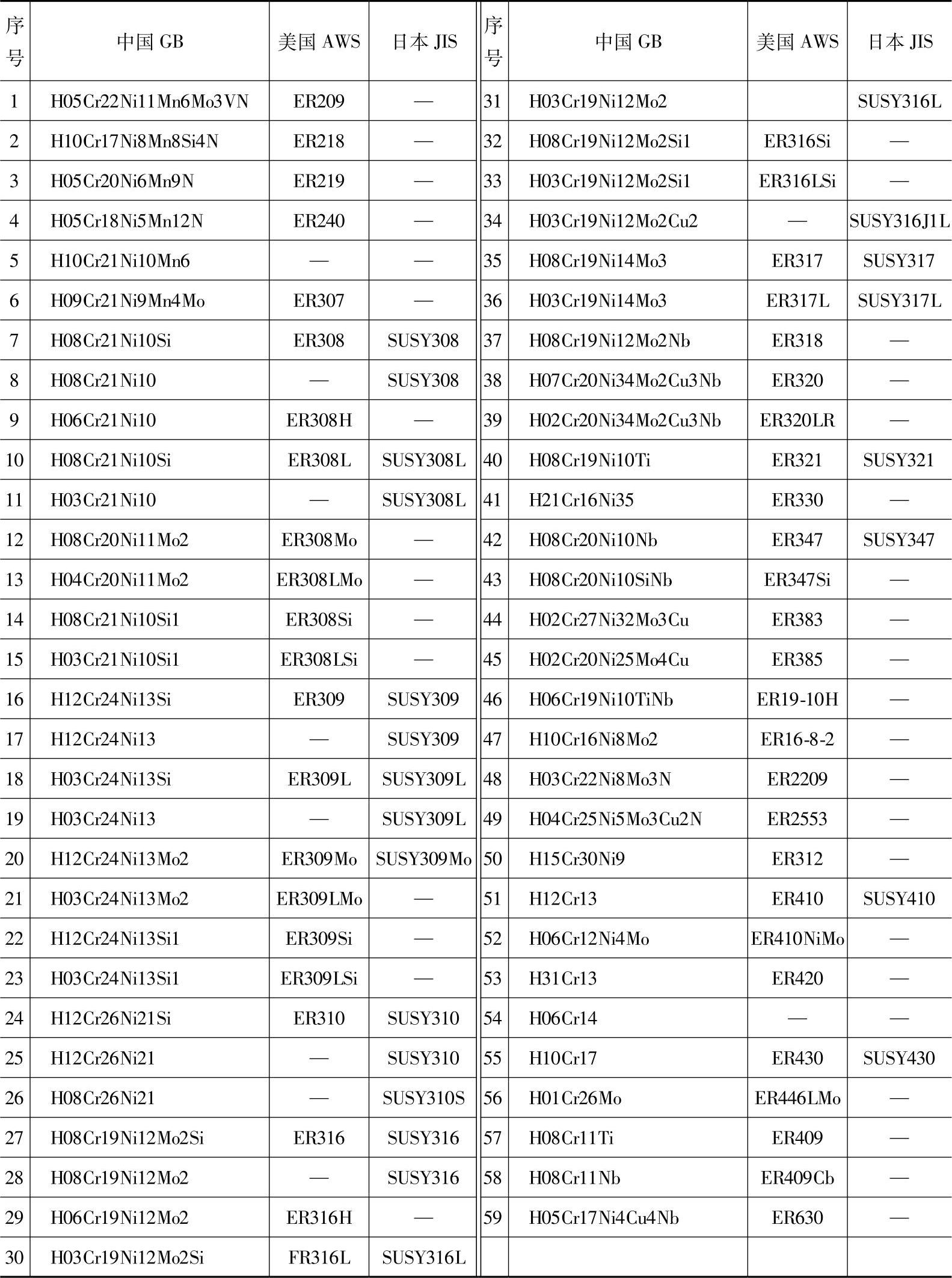
(6)盘条用钢的牌号与部分国外牌号对照 焊接用不锈钢盘条用钢的牌号与部分国外牌号对照见表5-12。
表5-12 焊接用不锈钢盘条用钢的牌号与部分国外牌号对照
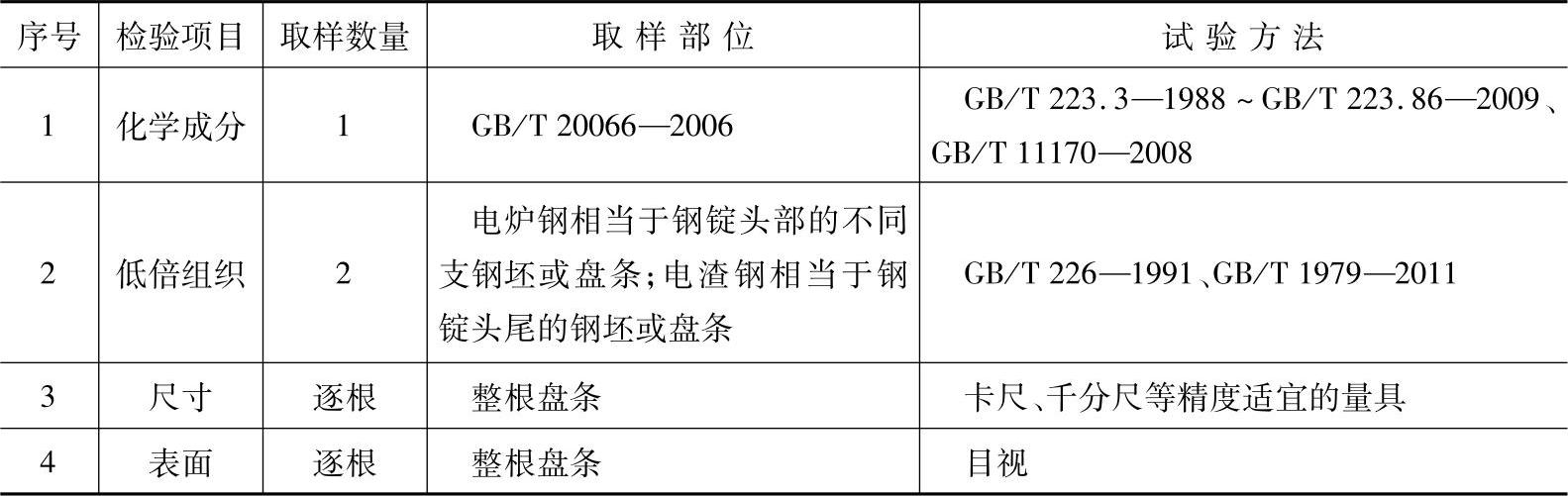
3.试验方法
焊接用不锈钢盘条用钢的化学成分分析可采用GB/T 11170—2008规定的方法或其他常用方法,仲裁分析时应采用GB/T 223.3—1988~GB/T 223.86—2009规定的方法,其他项目的试验方法按表5-13的规定执行。
表5-13 其他检验项目、取样数量、取样部位及试验方法(摘自GB/T 4241—2006)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。