



1.埋弧焊用碳钢焊丝的型号分类
1)埋弧焊用碳钢焊丝的型号分类根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
2)焊丝牌号按GB/T 14957—1994。第一字母“H”表示焊丝含量,字母后面的两位数字表示焊丝中平均碳含量,如含有其他化学成分,在数字的后面用元素符号表示;牌号最后的A、E、C分别表示硫、磷杂质含量的等级。
3)焊丝-焊剂组合的型号编制方法如下:①字母“F”表示焊剂;②第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值;③第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态;④第三位数字表示熔敷金属冲击吸收能量不小于27J时的最低试验温度;⑤半字线“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957—1994。
完整的焊丝-焊剂型号示例:
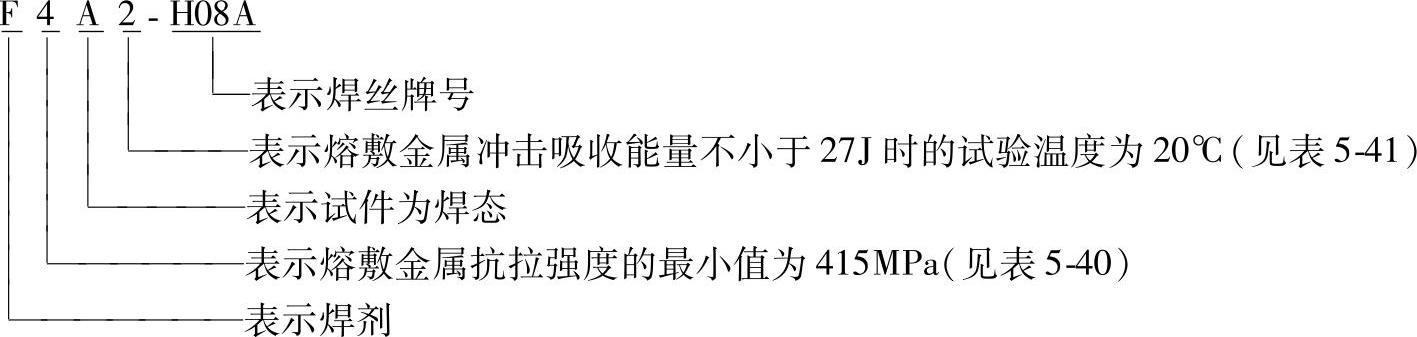
表5-40 埋弧焊用碳钢焊丝熔敷金属的拉伸试验(摘自GB/T 5293—1999)

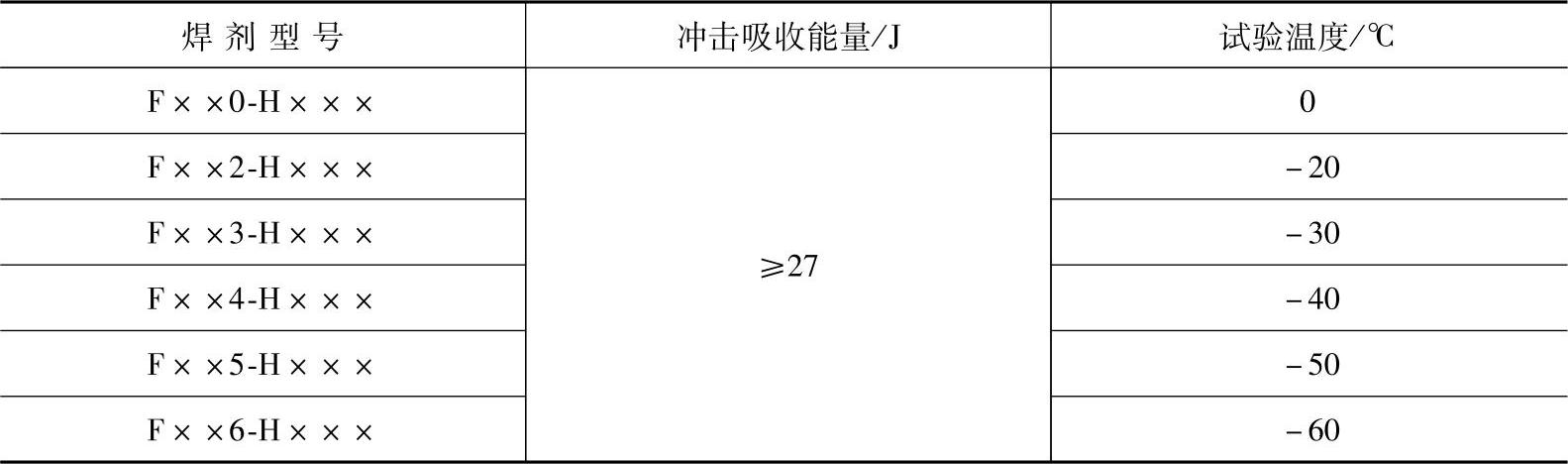
表5-41 埋弧焊用碳钢焊丝熔敷金属的冲击试验(摘自GB/T 5293—1999)
4)“F”表示焊剂,“F”后面的数字表示抗拉强度的级别,强度级别后面的字母“A”表示在焊态下测试的力学性能,“P”表示经热处理后测试的力学性能在字母“A”或“P”后面的数字表示熔敷金属冲击吸收能量不小于27J时,对试验温度的要求。
2.埋弧焊用碳钢焊丝的尺寸
埋弧焊用碳钢焊丝的尺寸见表5-42。
表5-42 弧焊用碳钢焊丝的尺寸(摘自GB/T 5293—1999) (单位:mm)

注:根据供需双方协议,也可生产其他尺寸的焊丝。
3.埋弧焊用碳钢焊丝的化学成分
埋弧焊用碳钢焊丝的化学成分见表5-43。
表5-43 埋弧焊用碳钢焊丝的化学成分(摘自GB/T 5293—1999)
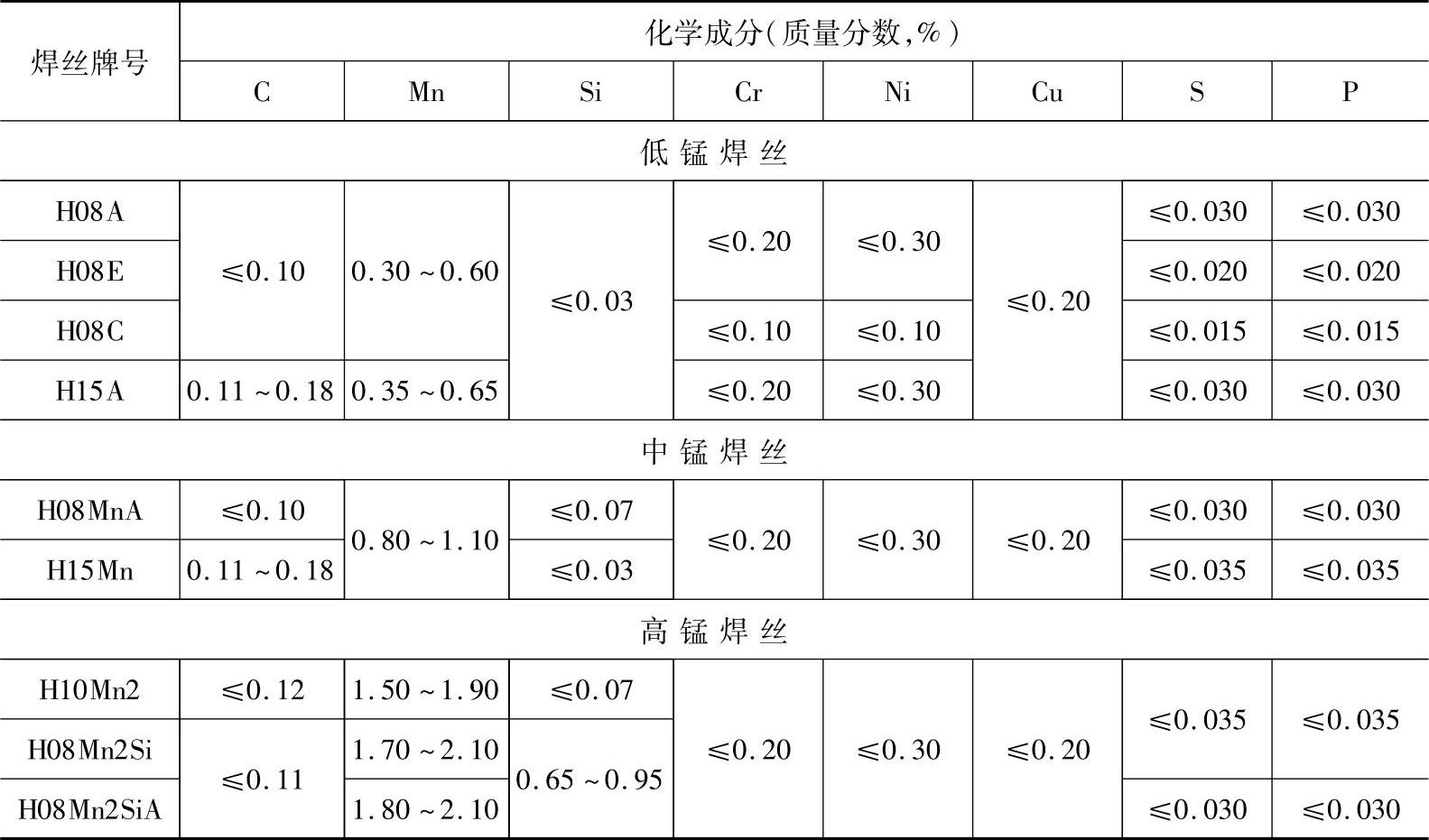
注:1.如存在其他元素,则这些元素的总量不得超过0.5%(质量分数)。
2.当焊丝表面镀铜时,铜含量应不大于0.35%(质量分数)。
3.根据供需双方协议,也可生产其他牌号的焊丝。
4.根据供需双方协议,H08A、H08E、H08C非沸腾钢允许硅含量不大于0.10%(质量分数)。
5.H08A、H08E、H08C焊丝中锰含量按GB/T 3429—2002执行。
4.埋弧焊用碳钢焊丝表面质量
1)焊丝表面应光滑,无毛刺、凹陷、裂纹、折痕、氧化皮等缺陷或其他不利于焊接操作以及对焊缝金属性能有不利影响的外来物质。
2)焊丝表面允许有不超出直径极限偏差之半的划伤及不超出直径偏差的局部缺陷存在。
3)根据供需双方协议,焊丝表面可采用镀铜,其镀层表面应光滑,不得有肉眼可见的裂纹、麻点、锈蚀及镀层脱落等。
5.埋弧焊用碳钢焊丝的试验方法(https://www.xing528.com)
(1)试验用母材 试验用母材应符合GB/T 700—2006规定的Q235A级、B级,Q255A级、B级或与焊丝化学成分相当的其他材料,也可采用GB/T 1591—2008规定的Q345或其他相当的材料。
(2)焊丝化学成分及表面质量 焊丝化学成分分析从焊丝上取样,化学分析可采用任何适宜的分析方法,仲裁试验按GB/T 223.3—1988~GB/T 223.86—2009进行。焊丝表面质量按要求对焊丝逐盘(卷)任一部位进行目测检验。
(3)熔敷金属力学性能试验 包括以下内容:
1)试件按图5-4所示的平焊位置制备,焊前焊剂应在250~400℃烘干1~2h或按制造厂推荐的烘干规范进行。

图5-4 试样的制备
2)所用试板除满足上述规定外,当要求试件在焊态和热处理状态时,应制备2块试件或1块能足够提供两种状态试样的试件。当采用1块试件时,将1块试件横切成2块,1块为焊态,另1块为热处理状态。
3)试件焊前应予以反变形或约束,以防止角变形。焊后角变形大于5°的试件应予以报废,不允许矫正。
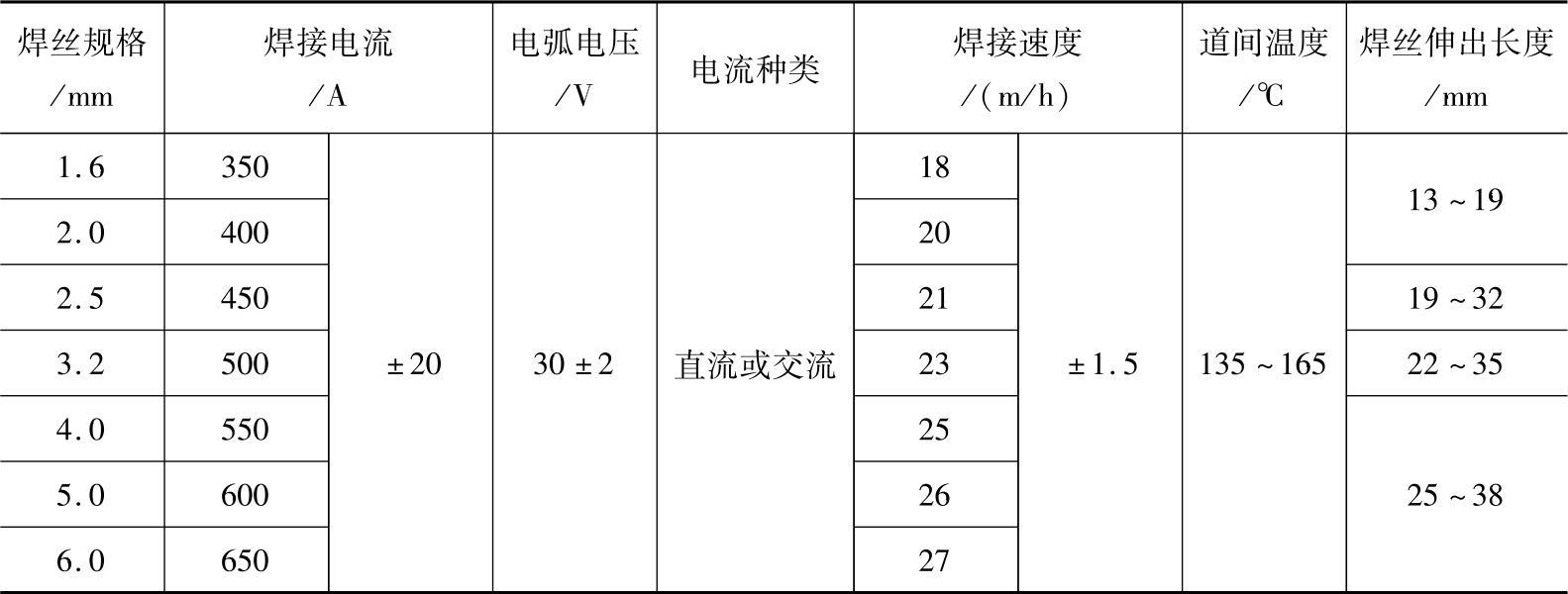
4)采用直径为4.0mm焊丝按表5-44中规定的规范进行焊接,也可按供需双方协议,采用制造厂推荐的焊接规范进行其他直径焊丝的试验。
5)每一焊道施焊前,用测温笔或表面温度计测量试件中部距焊缝中心线25mm处的温度,并控制在表5-44规定的范围内。如果焊接中断,重新启焊时需将试件预热到表5-44规定的道间温度范围内。
表5-44 埋弧焊用碳钢焊丝的参考焊接规范(摘自GB/T 5293—1999)
6)第一层焊1~2道,焊接电流比规定值适当降低。最后一层焊3~4道,其余各层焊2~3道。焊缝与母材之间应平滑过渡,余高要均匀,其高度不得超过3mm。
7)需热处理的试件装炉时的炉温不得高于300℃,然后以不大于200℃/h的升温速度加热到(620±15)℃,保温1h。保温后以不大于190℃/h的冷却速度炉冷至32℃,然后炉冷或空冷至室温。也可根据供需双方协议,采用其他热处理规范。
8)熔敷金属拉伸试验按GB/T 2652—2008进行,拉伸试样如图5-5所示。
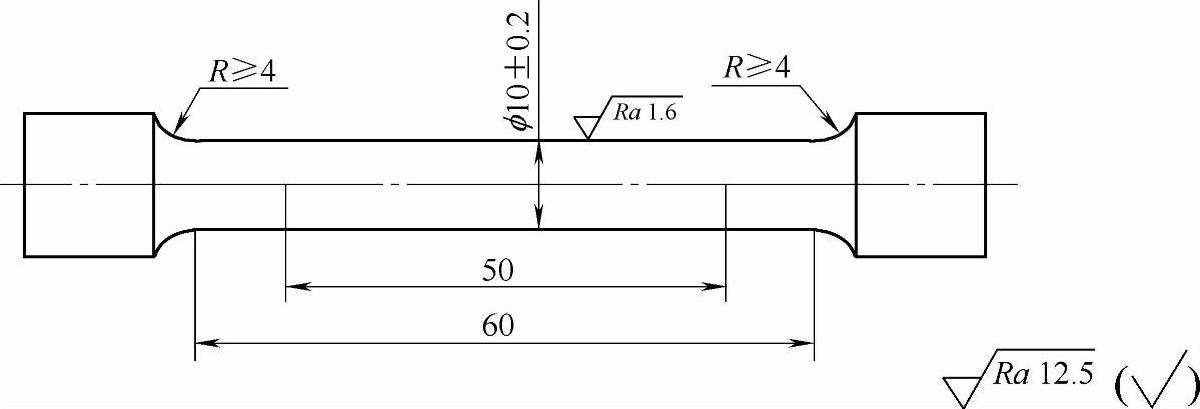
图5-5 埋弧焊用碳钢焊丝的熔敷金属拉伸试样
9)熔敷金属冲击试验按GB/T 2650—2008进行。在计算平均值时,应舍去5个值中的最大值和最小值,余下3个值中有2个值不小于27J,另一个值不小于20J。3个值的平均值应不小于27J。
(4)焊缝射线无损检测试验 在试件截取拉伸试样和冲击试样之前进行。焊缝射线无损检测前应去掉垫板。若试件需作焊后热处理时,射线无损检测在热处理前后均可进行。焊缝射线无损检测试验按GB/T 3323—2005进行。评定焊缝射线无损检测底片时,试件两端25mm应不予考虑。
6.埋弧焊用碳钢焊丝的包装
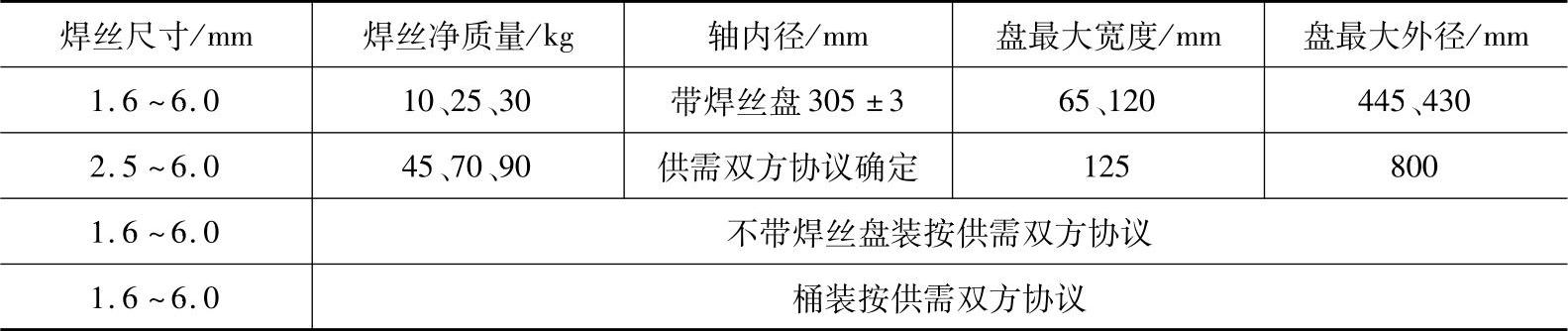
1)包装形式为带焊丝盘,不带焊丝盘和桶装包装,每种形式的包装尺寸和净质量见表5-45。经供需双方协议也可以采用其他形式的包装。
表5-45 埋弧焊用碳钢焊丝的包装要求
2)焊丝包装应能保证焊丝在正常装卸和使用时不受损坏,并应保持清洁、干燥。
3)焊丝缠绕应避免波浪、硬弯或扭结。脱盘自由状态焊丝应无约束,焊丝始端应能容易辨认,并予固定。
4)焊丝松弛直径和翘距,应保证焊丝能在自动和半自动焊设备上连续送丝。
5)不带焊丝盘的焊丝应在包装内部放入有标记内容的标签或说明书。
6)带焊丝盘的焊丝应将标签牢固地固定在焊丝盘上。
7)桶装焊丝应将标签牢固地固定在桶壁的明显位置上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。