



1.铜及铜合金焊丝型号编制方法
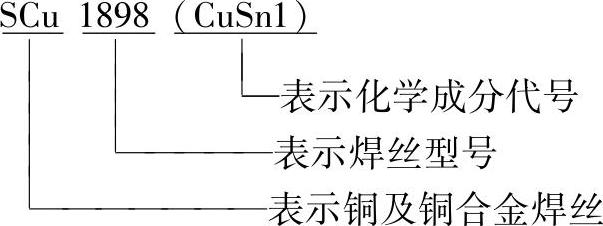
焊丝型号由3部分组成。第1部分为字母“SCu”,表示铜及铜合金焊丝;第2部分为4位数字,表示焊丝型号;第3部分为可选部分,表示化学成分代号。
铜及铜合金焊丝型号示例:
2.铜及铜合金焊丝型号对照
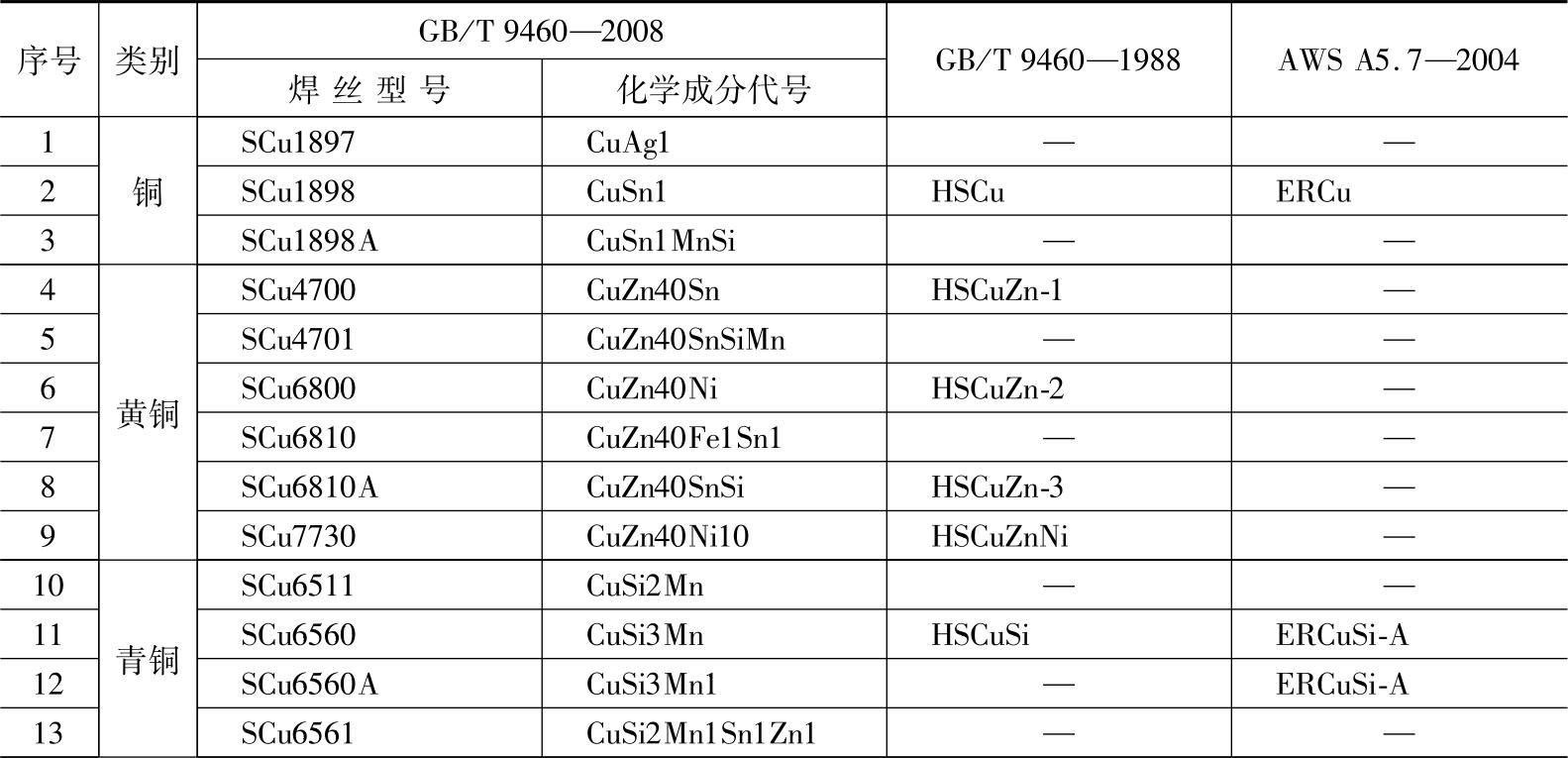
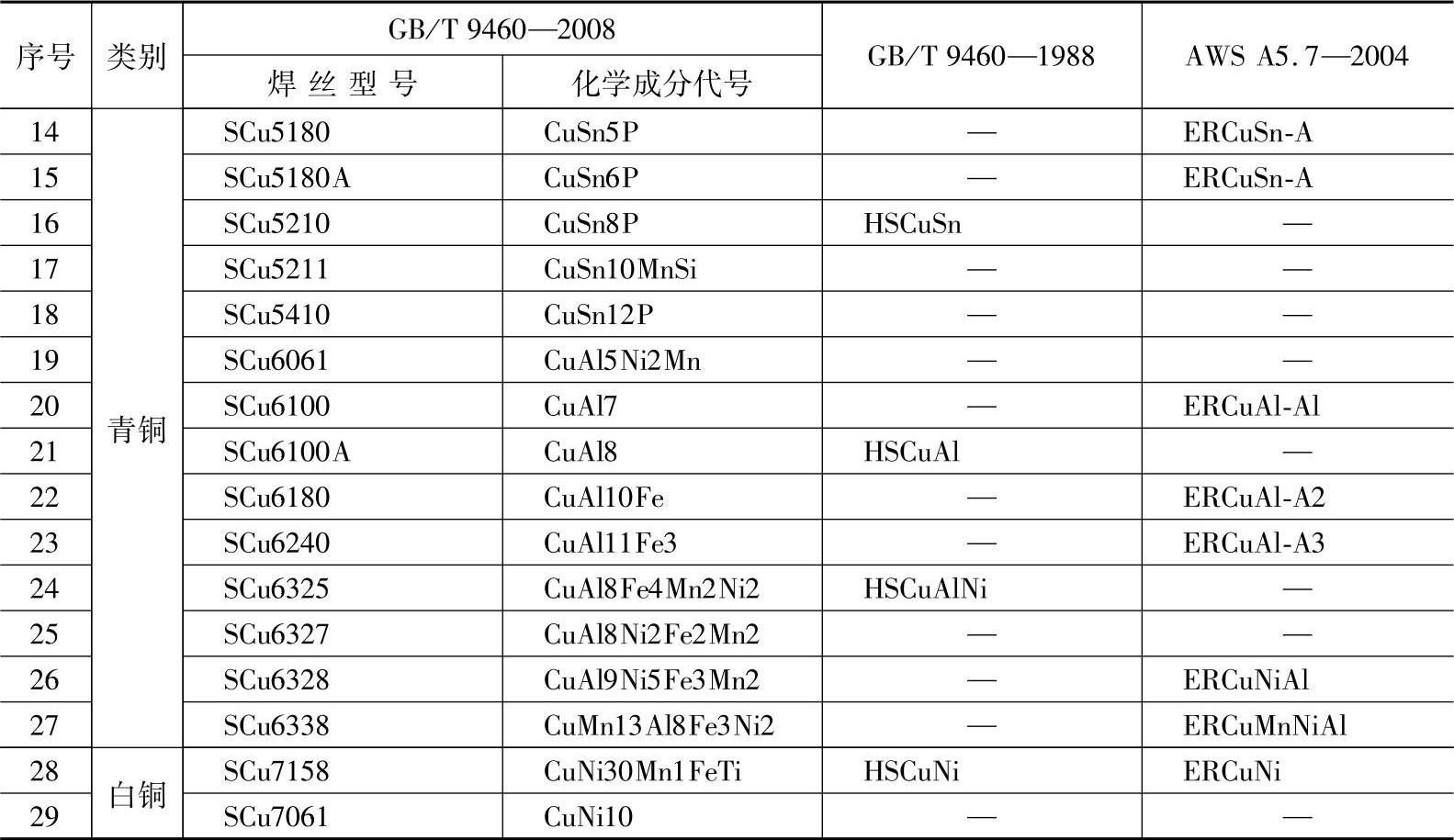
铜及铜合金焊丝型号对照见表5-77。
表5-77 铜及铜合金焊丝型号对照
(续)
3.铜及铜合金焊丝的尺寸
1)铜及铜合金焊丝的尺寸见表5-78。
表5-78 铜及铜合金焊丝的尺寸(摘自GB/T 9460—2008) (单位:mm)
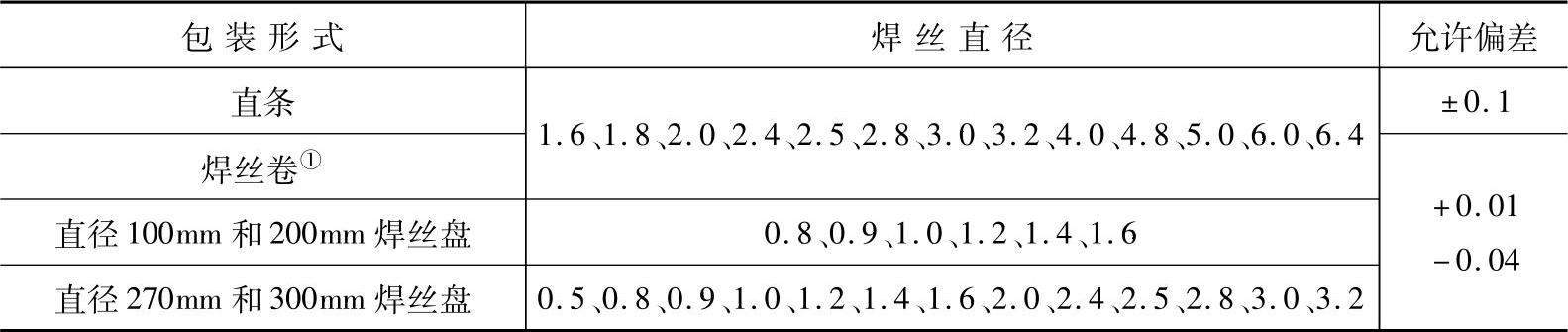
注:根据供需双方协议,可生产其他尺寸、偏差的焊丝。
①当用于手工填充丝时,其直径允许偏差为±0.1mm。
2)铜及铜合金焊丝松弛直径和翘距见表5-79。
表5-79 铜及铜合金焊丝松弛直径和翘距(摘自GB/T 9460—2008) (单位:mm)

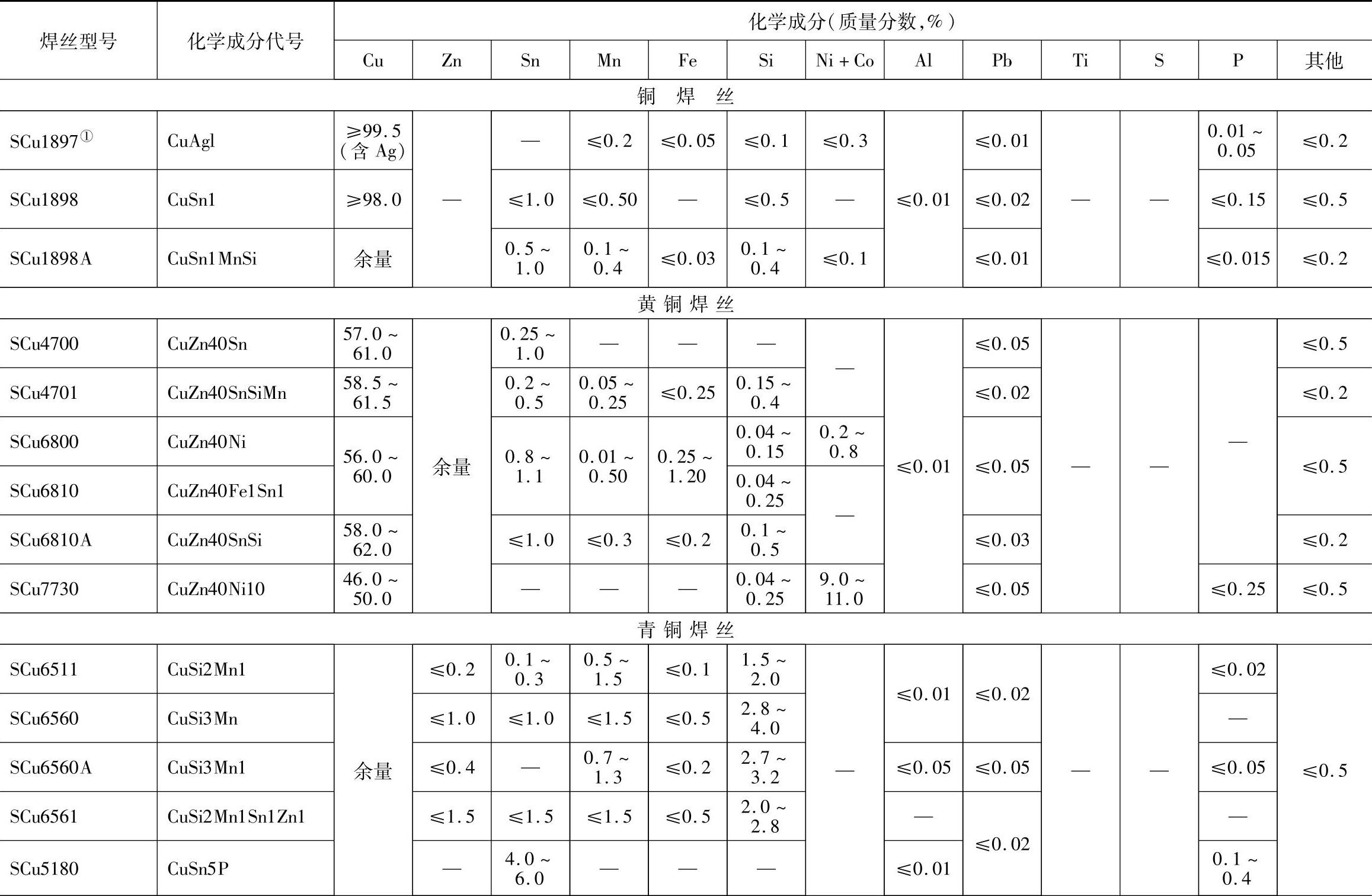
4.铜及铜合金焊丝的化学成分
铜及铜合金焊丝的化学成分见表5-80。
表5-80 铜及铜合金焊丝的化学成分(摘自GB/T 9460—2008)
(续)
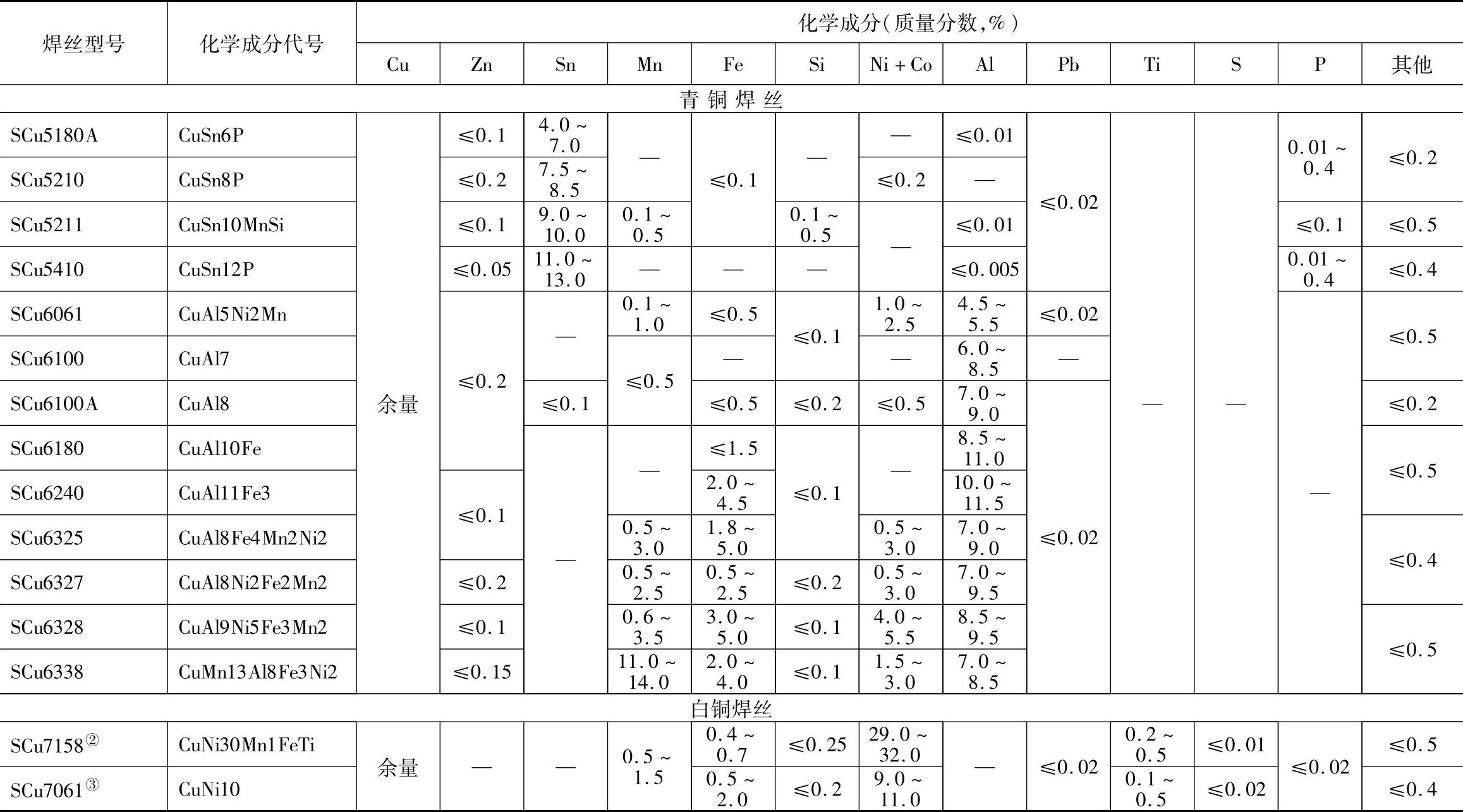
注:1.应对表中所列规定值的元素进行化学分析,但常规分析存在其他元素时,应进一步分析,以确定这些元素是否超出“其他”规定的极限值。
2.“其他”包含未规定数值的元素总和。
3.根据供需双方协议,可生产使用其他型号焊丝。用SCuZ表示,化学成分代号由制造商确定。
① w(As)≤0.05%,w(Ag)为0.8%~1.2%。
② w(C)≤0.04%。
③ w(C)≤0.05%。
5.铜及铜合金焊丝的包装要求
铜及铜合金焊丝的包装要求见表5-81。
表5-81 铜及铜合金焊丝的包装要求(摘自GB/T 9460—2008)
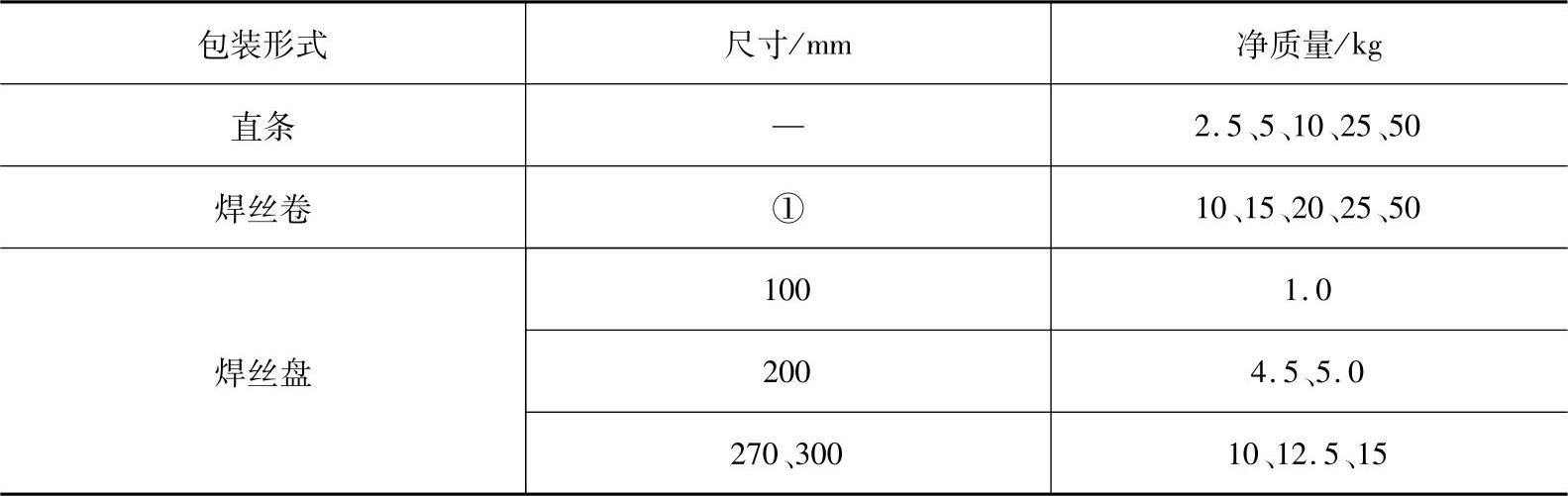
注:根据供需双方协商,可包装其他净质量的焊丝。(https://www.xing528.com)
① 焊丝卷尺寸由供需双方协商确定。
6.铜及铜合金焊丝特性的简要说明
(1)一般特性 一般特性包括以下内容:
1)钨极气体保护电弧焊通常采用直流正接方法。
2)熔化极气体保护电弧焊通常采用直流反接方法。
3)两种方法使用的保护气体通常是氢、氦或两者的混合气体。通常不推荐含氧的气体。
4)母材应无水分和所有其他污染物,包括表面氧化物。
(2)纯铜焊丝 纯铜焊丝的特性描述包括以下内容:
1)SCu1898(CuSn1)是含有磷、硅、锡、锰等微量元素的脱氧铜焊丝。磷和硅主要是作为脱氧剂加入的。其他元素是为利于焊接或为满足焊缝的性能而加入的。SCu1898焊丝通常用于脱氧或电解韧铜的焊接。但与氢反应和有氧化铜偏析时,焊接接头的性能会降低。SCu1898焊丝可用来焊接质量要求不高的母材。
2)在大多数情况下,特别是焊接厚板时,要求焊前预热。合适的预热温度为205~540℃。
3)对较厚母材的焊接,应优先考虑熔化极气体保护电弧焊方法,一般采用常用的焊接接头形式,以利于施焊。焊接板厚不大于6.4mm母材通常不需要预热,焊接板厚大于6.4mm母材则要求在205~540℃范围内预热。
(3)黄铜焊丝 黄铜焊丝的特性描述包括以下内容:
1)SCu4700(CuZn40Sn)是含少量锡的黄铜焊丝。熔融金属具有良好的流动性,焊缝金属具有一定的强度和耐蚀性。可用于铜、铜镍合金的熔化极气体保护电弧焊和惰性气体保护电弧焊。焊前需经400~500℃预热。
2)SCu6800(CuZn40Ni)、SCu6810A(CuZn40SnSi)是含少量铁、硅、锰的锡黄铜焊丝。熔融金属流动性好。由于含有硅,可有效地抑制锌的蒸发。这类焊丝可用于铜、钢、铜镍合金、灰铸铁的熔化极气体保护电弧焊和惰性气体保护电弧焊,以及镶嵌硬质合金刀具。焊前需经400~500℃预热。
(4)青铜焊丝 包括硅青铜焊丝和磷青铜焊丝,其特性描述包括以下内容。
1)SCu6560(CuSi3Mn)是含有质量分数约3%的硅和少量锰、锡或锌的硅青铜焊丝。这种焊丝用于钨极气体保护电弧焊和熔化极气体保护电弧焊,用于铜硅合金和铜锌合金母材的焊接以及它们与钢的焊接。
2)当用SCu6560焊丝进行熔化极气体保护电弧焊时,最好采用小熔池的施焊方法,层间温度低于65℃,以减少热裂纹。采用窄焊道减少收缩应力,提高冷却速度越过热脆温度范围。
3)当用SCu6560焊丝进行熔化极和钨极气体保护电弧焊时,采用小熔池的施焊方法,即使不预热也可以得到最佳的效果。可进行全位置焊接,但优先选用平焊位置。
4)SCu5180(CuSnSP)、SCu5210(CuSnBP)是w(Sn)≈5%、8%和w(P)≤0.4%的磷青铜焊丝。锡的加入提高了焊缝金属的耐磨性能,扩大了液相点和固相点之间的温度范围,从而增加了焊缝金属的凝固时间,增大了热脆倾向。为了减少这些影响,应该以小熔池、快速焊为宜。这类焊丝可用来焊接青铜和黄铜。如果焊缝中允许含锡,它们也可以用来焊接纯铜。
5)当用该类焊丝进行钨极气体保护电弧焊时,要求预热,且仅用平焊位置施焊。
(5)铝青铜焊丝 铝青铜焊丝的特性描述包括以下内容:
1)SCu6100(CuAl7)是一种无铁铝青铜焊丝。它是承受较轻载荷的耐磨表面的堆焊材料,是耐腐蚀介质,如盐或微碱水的堆焊材料,还是耐各种温度和浓度的常用酸腐蚀的堆焊材料。
2)SCu6180(CuAl10Fe3)是一种含铁铝青铜焊丝,通常用来焊接类似成分的铝青铜、锰硅青铜以及某些铜镍合金、铁基金属和异种金属。最常用的异种金属焊接是铝青铜与钢、铜与钢的焊接。该焊丝也用于耐磨和耐腐蚀表面的堆焊。
3)SCu6240(CuAl11Fe3)是一种高强度铝青铜焊丝,用于焊接和补焊类似成分的铝青铜铸件,以及熔敷轴承表面和耐磨、耐腐蚀表面。
4)SCu6100A(CuA18)、SCu6328(CuA19Ni5Fe3Mn2)是镍铝青铜焊丝,用于焊接和修补铸造的或锻造的镍铝青铜母材。
5)SCu6338(CuMn13A18Fe3Ni2)是锰镍铝青铜焊丝,用于焊接或修补类似成分的铸造的或锻造的母材。该焊丝也可用于要求高耐腐蚀、浸蚀或汽蚀处的表面堆焊。
6)由于在熔融的熔池中会形成氧化铝,故不推荐这些焊丝用于氧燃气焊接方法。
7)铜铝焊缝金属具有抗拉强度、屈服强度和硬度较高的等特点。是否预热取决于母材的厚度和化学成分。
8)最好采用平焊位置焊接。在有脉冲电弧焊设备和焊工操作技术良好的情况下,也可进行其他位置的焊接。
7.国外铜及铜合金焊丝的化学成分与性能
部分国外铜及铜合金焊丝的化学成分与性能见表5-82。
表5-82 部分国外铜及铜合金焊丝的化学成分与性能
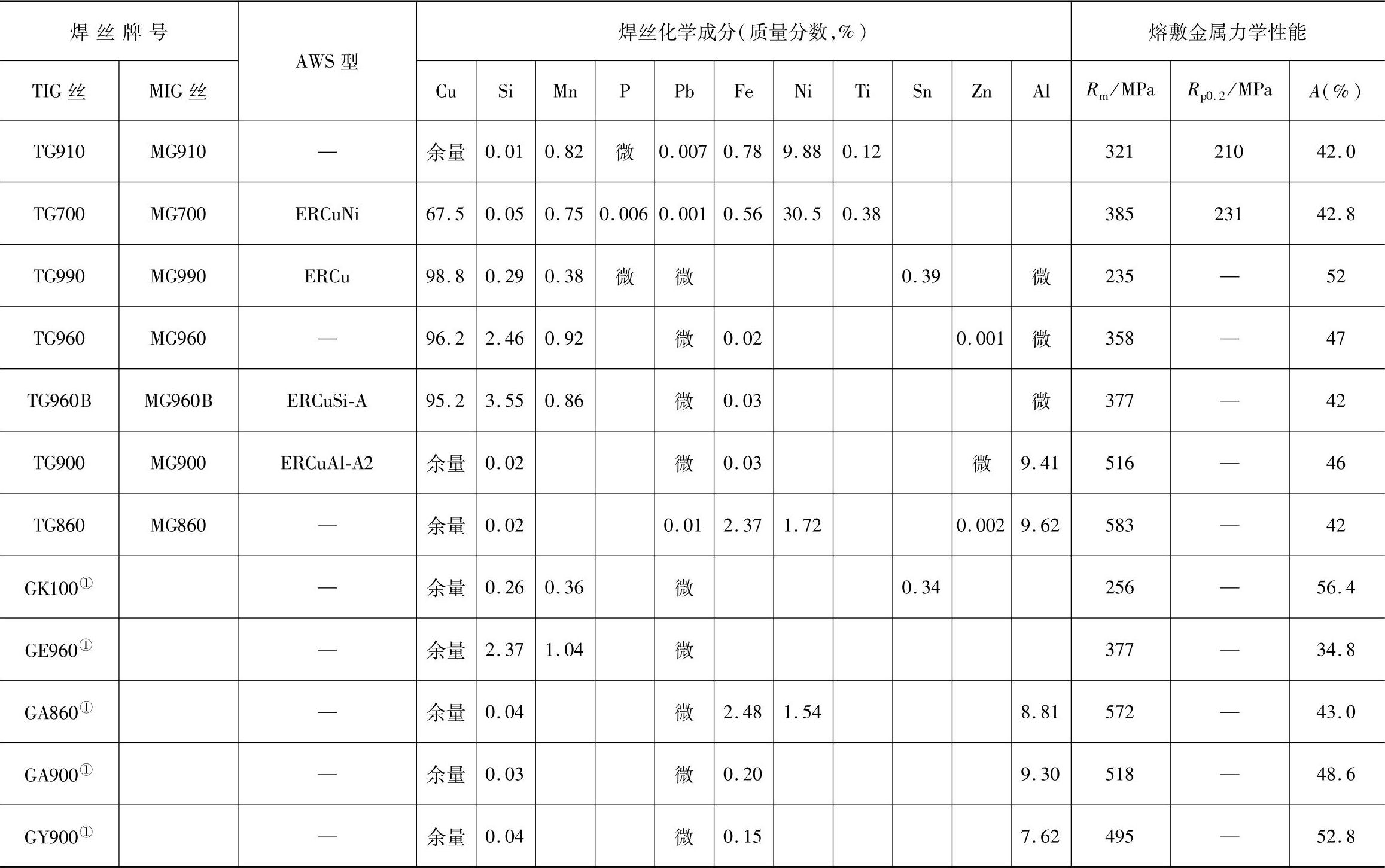
① TIG丝是焊丝外面包覆药皮,其余均为光焊丝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。