



1.通用规则
承压设备气体保护电弧焊用碳钢焊丝、低合金钢焊丝除应符合GB/T 8110—2008的规定外,还应符合NB/T 47018.1—2011的规定。
2.焊丝的圆度
承压设备气体保护电弧焊用钢焊丝和填充丝的圆度误差应不大于直径公差的40%,允许5%的受检焊丝的圆度误差大于直径公差的40%但不得大于直径公差的50%。
3.焊丝的硫、磷含量
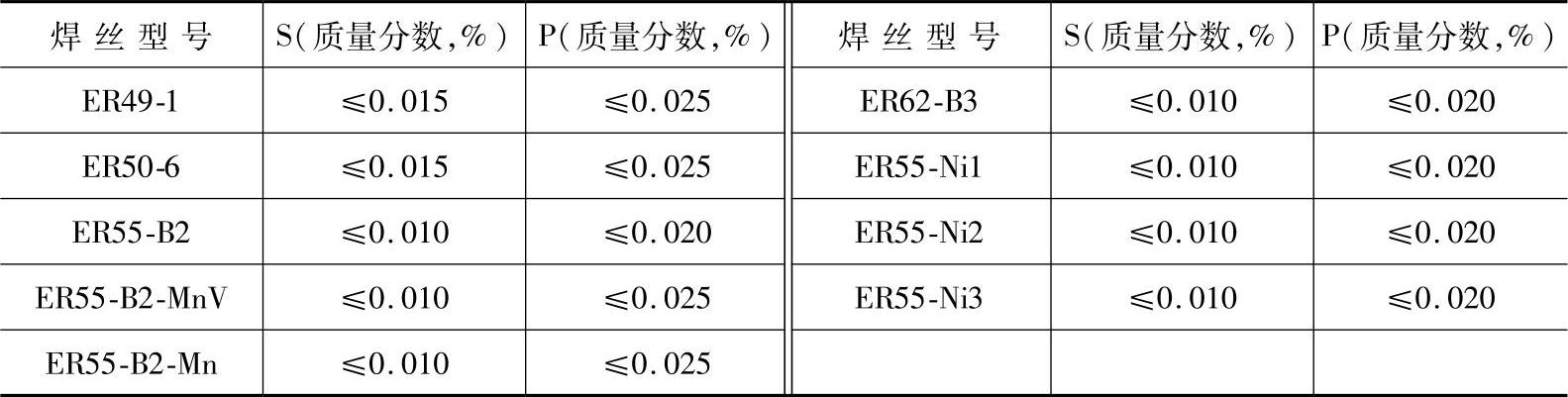
承压设备气体保护电弧焊用钢焊丝和填充丝的硫、磷含量见表5-126。
表5-126 承压设备气体保护电弧焊用钢焊丝和填充丝的硫、磷含量(摘自NB/T 47018.3—2011)
4.熔敷金属的冲击性能和弯曲性能
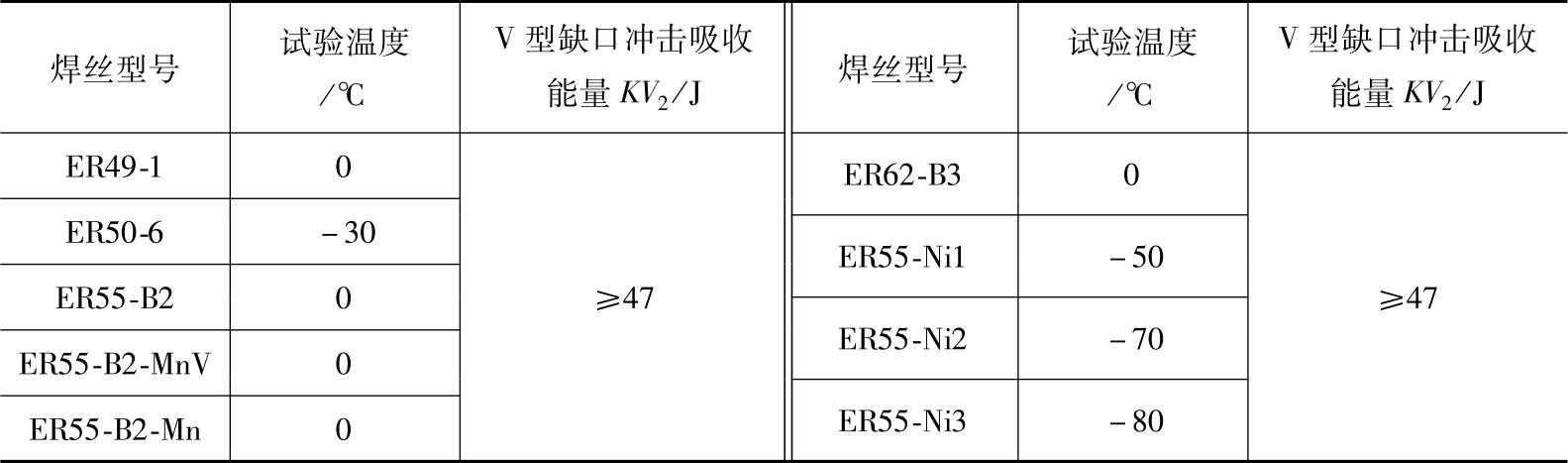
1)承压设备气体保护电弧焊用钢焊丝和填充丝熔敷金属的冲击试验规定见表5-127。冲击试样取3个,其冲击试验结果平均值应不低于表5-127的规定,允许其中1个试样的冲击试验结果低于规定值,但不应低于规定值的70%。
表5-127 承压设备气体保护电弧焊用钢焊丝和填充丝熔敷金属冲击试验(摘自NB/T 47018.3—2011)(https://www.xing528.com)
2)纵向弯曲试样弯曲到表5-128规定的角度后,其拉伸面上的熔敷金属内沿任何方向不应有单条长度大于3mm的开口缺陷;试样熔敷金属的棱角开口缺陷可不计,但由未熔合、夹渣或其他内部缺欠引起的棱角开口缺陷长度应计入。
表5-128 承压设备气体保护电弧焊用钢焊丝和填充丝弯曲试验尺寸(摘自NB/T 47018.3—2011)

5.熔敷金属扩散氢含量
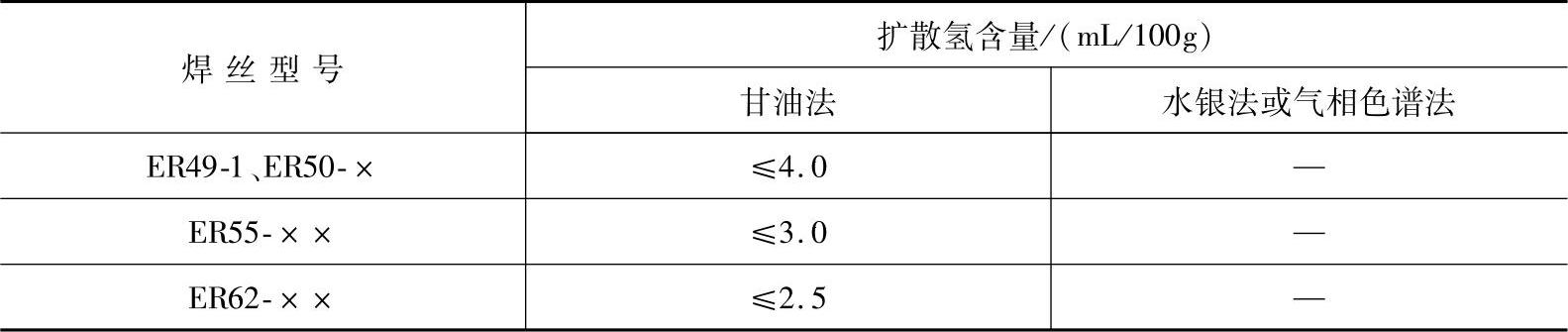
承压设备气体保护电弧焊用钢焊丝和填充丝熔敷金属扩散氢含量见表5-129。
表5-129 承压设备气体保护电弧焊用钢焊丝和填充丝熔敷金属扩散氢含量 (摘自NB/T 47018.3—2011)
6.熔敷金属射线检测
承压设备气体保护电弧焊用钢焊丝和填充丝熔敷金属射线检测按JB/T 4730.2—2005进行,射线检测技术应不低于AB级,质量等级应为I级。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。