



数控加工工艺因零件与设备的不同,加工方法各有千秋,但常用的加工方法主要有以下几种。
1.平面孔系零件
常用点位、直线控制数控机床(如数控钻床)加工,选样加工方法时,主要考虑加工精度和加工效率两个原则,即:用什么加工方法能保证零件的加工精度,用什么加工方法能提高零件的加工效率。
2.旋转体类零件
常用数控车床或数控磨床加工。选择加工方法时,主要考虑加工效率和刀尖强度两个原则:
(1)考虑加工效率
车床上加工时,通常加工余量大,必须合理安排粗加工路线,以提高加工效率。实际编程时,一般不宜采用循环指令,比较好的方法是先粗车尽快去除材料,再精车。
(2)考虑刀尖强度
数控车床上经常用到低强度刀具加工细小凹槽,在确定加工方法时必须考虑选用刀具的刀尖强度。
3.平面轮廓零件
常用数控铣床加工。选择加工方法时,主要考虑加工精度和加工效率两个原则,在确定加工方法时应注意:(https://www.xing528.com)
(1)刀具的切入与切出方向的控制
如在图3-1中,铣削菱形,刀具沿切边A1B的延长线方向切入、沿切削边DD1的延长线方向切出,工件表面轮廓光滑。如果刀具不是沿切削边的延长线方向切入、切出,则在工件表面轮廓上会留下刀具切削的痕迹。
(2)一次逼近方法的选择
用微小直线段或圆弧段逼近非同曲线轮廓的方法称为一次逼近。在只具有直线和圆弧插补功能的数控车床上加工非圆弧线轮廓时,微小直线段或圆弧段与被加工轮廓之间的误差称为一次逼近误差,选择一次逼近方法时,应该使工件的轮廓误差在合格范围内,同时程序段的数量少为佳。
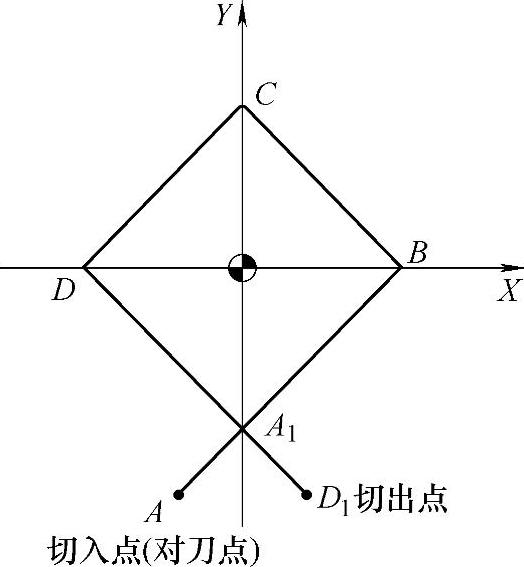
图3-1 刀具切入与切出方向
4.立体轮廓零件
常用多坐标轴联动数控机床(加工中心)加工。选择加工方法时,主要考虑加工精度和加工效率两个原则,在确定加工方法时应考虑:
1)工件强度及表面质量,立体轮廓零件上的强度薄弱部位,常常难以承受粗加工时的切削量,同时对表面质量要求高的部位要采取相应的工艺措施。
2)机床的插补功能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。