



金属液充填铸型型腔时,充填得不完整,或金属液机械冲击或冲刷而导致铸型损坏所产生的铸件缺陷,称为充填缺陷。充填缺陷可分为:金属液流动缺陷、金属液机械致损缺陷两类。
1.金属液流动缺陷
流动缺陷是指金属液充填铸型型腔不完整造成的铸件缺陷。流动缺陷主要包括:冷隔、皱皮、浇不到、飞翅等。
(1)冷隔 冷隔呈“裂纹”状缝隙,但缝隙带有圆角的棱边,如图1-20所示。
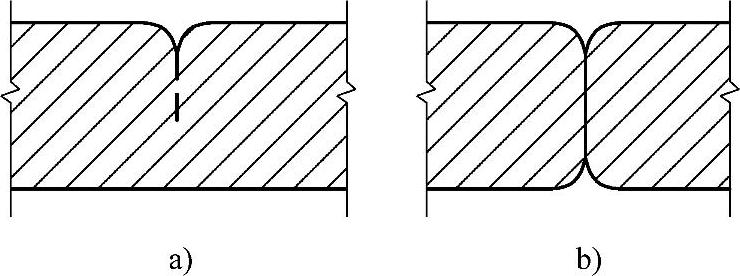
图1-20 冷隔示意图
a)轻度冷隔 b)严重冷隔
产生冷隔的原因是:金属液流动能力弱浇注速度过慢,型腔内空气未驱赶尽。
防止措施为:提高浇注温度,增加金属液的流动性,改进浇注系统和排气能力。
(2)皱皮 铸件整个表面布满绵延不绝的皱纹,这种表面缺陷称为皱皮,如图1-21所示
合金中有易氧化的元素(如Mn、Si)且含量较高时(像硅锰低合金钢ZG20MnSi),极易形成皱皮。其形成过程为:在钢液的充型过程中,随着型腔内上升液面温度的降低液面形成氧化膜,液面继续上升使氧化膜粘附于型壁上钢液面漫过氧化膜留下痕迹;当液面温度下降到凝固温度范围时,液面结壳,更严重地阻碍型腔内液面的上升运动,但型腔内液面克服阻
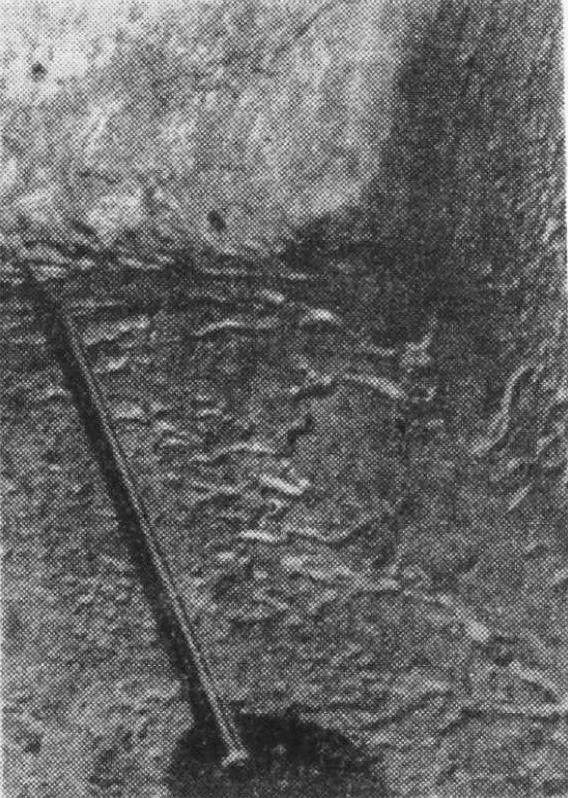
图1-21 皱皮
力,突破液面壳之阻力漫过它继续上升,结果在金属—铸型界面上留下痕迹即皱皮。
铸钢薄壁件表面上易出现的这种皱皮缺陷。其防止的根本措施为:提高钢液在型腔内的上升速度(不低于18mm/s);采用还原性气氛保护上升的金属液面,使型腔中CO与CO2、H2与H2O的比值增大。
(3)浇不到缺陷 铸件不完整,有停止流动的流头残迹。
浇不到缺陷形成的主要原因是:浇注温度不够,浇道过小,排气孔数量不够。(https://www.xing528.com)
浇不到缺陷的防止措施有:提高浇注温度,加大浇道尺寸,改进排气系统。
(4)飞翅 垂直于铸件表面上的薄片状金属突出物,称为飞翅(或称飞边)。
飞翅缺陷形成的主要原因是:上、下分型面或铸型芯座与型芯芯头之间的装配间隙过大,浇注时造成液态金属钻入缝隙中。
飞翅缺陷的防止措施有:控制上、下分型面或铸型芯座与型芯芯头之间的装配间隙,对工艺缝隙进行填补等。
2.金属液机械致损缺陷
金属液机械致损缺陷,是指液态金属对砂型型腔表面的冲击、冲刷,造成砂型被损坏而产生的铸件缺陷。金属液机械致损缺陷主要包括:冲砂、胀砂抬箱、跑火、钻芯等。
(1)冲砂 指充型金属液将砂型或砂芯表面砂粒或局部砂块冲刷掉。冲砂引起的缺陷,通常位于铸件的浇口附近。引起冲砂缺陷的首要原因是型砂的干强度太低,浇注时间过长。
(2)胀砂 指铸件形状与图样不符,铸件外表面、内表面局部胀大的多肉缺陷,同时伴随缩孔、缩松、重量超差等缺陷,如图1-22所示。
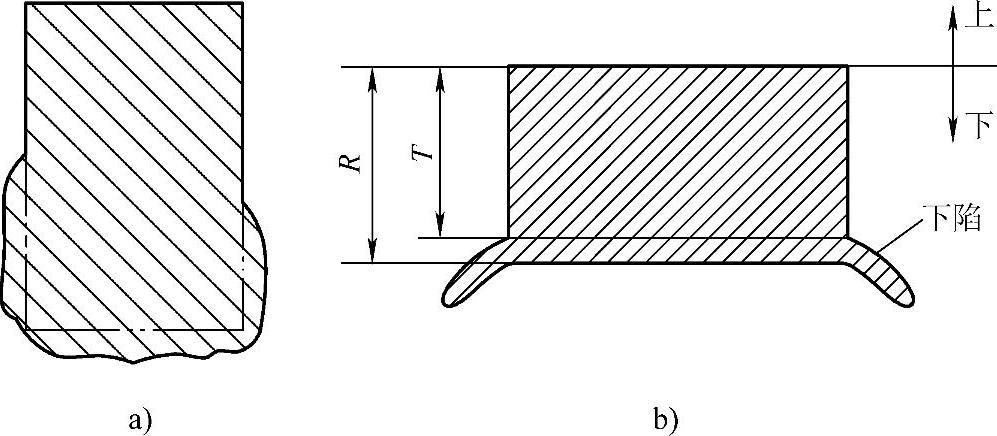
图1-22 铸件产生的胀砂缺陷
a)外表面胀砂 b)下陷胀砂T—铸件高度 R—下陷胀砂时铸件的高度
胀砂是砂型不能抵挡金属液施加的压力,发生二次紧实而产生的缺陷。铸铁件凝固时,共晶转变产生共晶膨胀压力。在这种压力下,砂型被二次紧实发生型腔整体扩大。紧实度或硬度较大的铸型,如高压造型、干型、化学黏结剂砂等有较高的抗胀砂能力。
(3)抬箱 铸件在分型面处存在着极为严重的飞边,即有厚片状的、表面光滑的、周边不规则的金属凸出物,其厚度有时与铸件所增加的高度相等,这种缺陷称为抬箱。抬箱缺陷产生的原因是:砂型的压铁重量太轻,或上、下型夹紧不当,液态金属静压力过高等。
(4)跑火 又称型漏,“火”代表金属液,是指金属液充型超过分型面进入上砂型后,分型面处,由于种种原因有泄漏口使金属液决口流出型外。跑火缺陷的主要原因是:砂型浇注前泥封分型面不严,压铁太轻,落砂太早等。
(5)钻芯 型腔内金属液钻入型芯内的通气道流入型芯内部。钻芯缺陷的主要原因是:型芯头与砂型芯座之间,或型芯顶面与型壁之间的装配间隙太大内浇道直冲砂芯,产生偏芯等。
针对金属液机械致损缺陷的产生原因,可采取相应的防止措施,防止上述缺陷的产生。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。