



1.工艺原理
用易熔材料(如石蜡、硬脂酸等)制成精确的模样,在其表面包覆若干层耐火涂料,待其硬化干燥后,将模样熔去制成无分型面的薄壳铸型,经浇注而获得铸件,这种精密铸造方法称为熔模铸造。熔模铸造的主要工艺过程如图10-1所示。
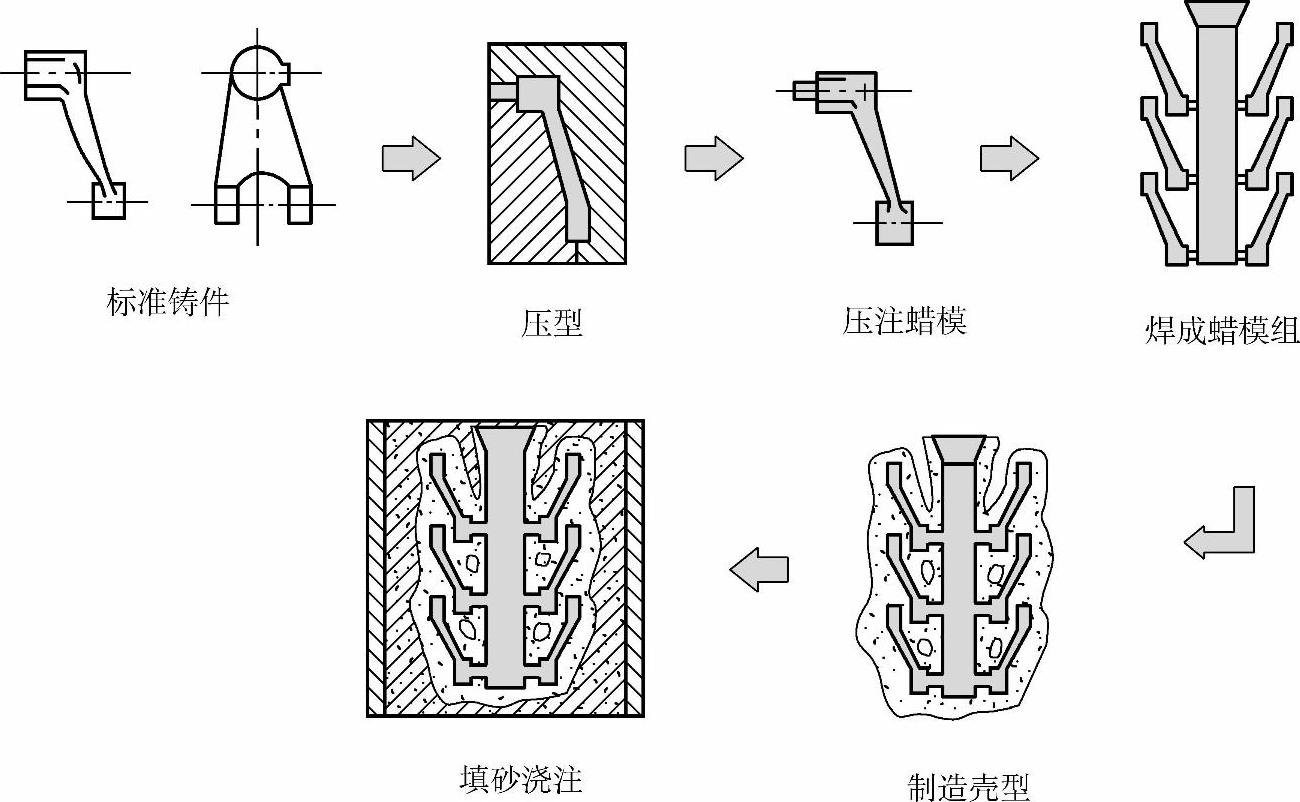
图10-1 熔模铸造主要工艺过程
长期以来主要用蜡料铸造可熔模样(简称熔模),人们常把熔模称为蜡模把熔模铸造称为失蜡铸造。又由于用熔模铸造法得到铸件具有较高的尺寸精度表面光滑,故又称熔模精密铸造,也常有人简称此法为精密铸造。
2.工艺流程
熔模铸造的工艺流程主要包括:制造蜡模、制造型壳、熔失蜡模、型壳焙烧、浇注等。
3.熔模铸造特点
与其他铸造方法和零件成形方法比较,熔模铸造具有以下特点:(https://www.xing528.com)
1)铸件尺寸精确,一般精度可达CT4~7,有时尺寸偏差可小于±0.005cm/cm 表面粗糙度Ra可达0.63~1.25μm,故可使铸件达到少切屑,甚至无余量的要求。
2)可铸造形状复杂的铸件。铸件壁厚最少可为0.5mm,可铸最小孔径为0.5mm,最小的铸件重量可达1kg,而重的铸件可达10kg以上,最重的熔模铸件有达80kg的记录;还可把原由几个零件组装、焊接起来的组合件进行整体铸造,减轻机件重量,缩短生产过程。
3)不受铸件材料的限制。
4)铸件尺寸不能太大,重量也有限制,不像砂型铸造那样可生产几吨甚至几十吨重的铸件。
5)工艺过程复杂、工序繁多,使生产过程控制难度增大;消耗的材料较贵,对模样和设备要求较严;生产周期长。
6)铸件冷却速度慢,故铸件晶粒粗大。除特殊产品,如定向结晶件、单晶叶片外,一般铸件的力学性能都有所降低,碳钢件还易表面脱碳。
因此,熔模铸造法适用于形状复杂、难以用其他方法加工成形的精密铸件的生产,如航空发动机的叶片、叶轮,复杂的薄壁框架,雷达天线,带有很多散热薄片、柱、销轴的框体,齿套等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。