



四轴曲线加工就是根据给定的曲线,生成四轴加工轨迹,多用于回转体上加工槽。铣刀刀轴的方向始终垂直于第四轴的旋转轴。
选择下拉菜单“加工”→“多轴加工”→“四轴曲线加工”,弹出图1-46所示对话框。
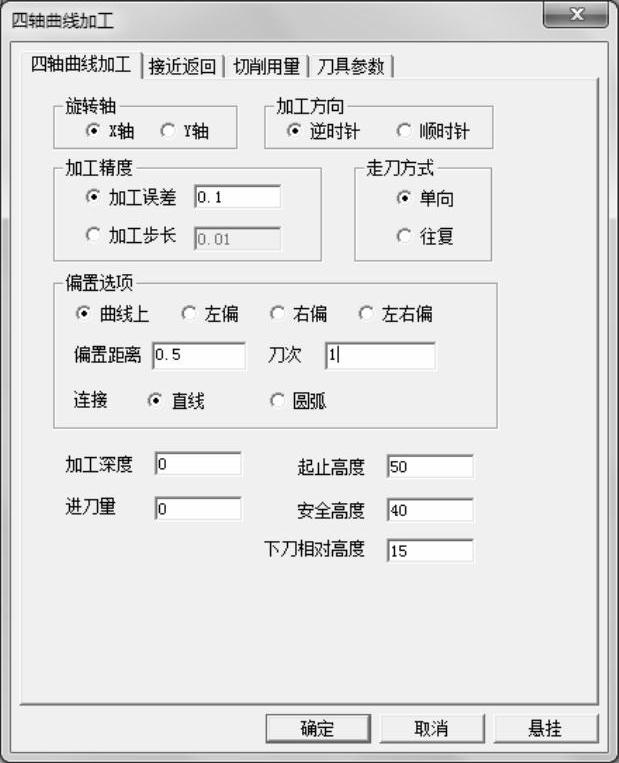
图1-46 “四轴曲线加工”对话框
1.旋转轴
1)X轴:机床的第四轴绕X轴旋转,生成加工代码时角度地址为A。
2)Y轴:机床的第四轴绕Y轴旋转,生成加工代码时角度地址为B。
2.加工方向
生成四轴加工轨迹时,下刀点与拾取曲线的位置有关,在曲线的哪一端拾取,就会在曲线的哪一端点下刀。生成轨迹后如想改变下刀点,则可以不用重新生成轨迹,而只需双击轨迹树中的加工参数,在加工方向中的“顺时针”和“逆时针”两项之间进行切换即可改变下刀点。
3.加工精度
1)加工误差:输入模型的加工误差。计算模型的轨迹的误差小于此值。加工误差越大,模型形状的误差也增大,模型表面越粗糙;加工误差越小,模型形状的误差也减小,模型表面越光滑。但是,轨迹段的数目增多,轨迹数据量变大。加工误差如图1-47所示。
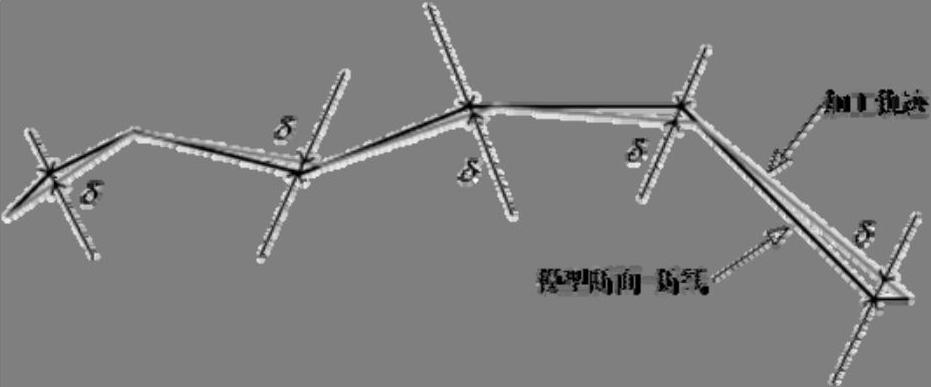
图1-47 加工误差
2)加工步长:生成加工轨迹的刀位点沿曲线按弧长均匀分布。当曲线的曲率变化较大时,不能保证每一点的加工误差都相同。
两种方式生成的四轴加工轨迹如图1-48、图1-49所示。其中,绿色为加工轨迹,点为刀位点,红色直线段为刀轴方向。
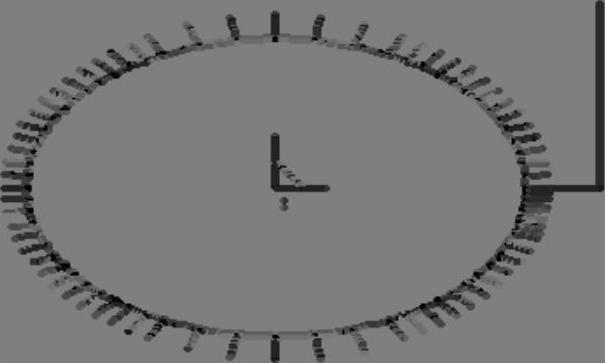
图1-48 加工误差方式控制加工精度
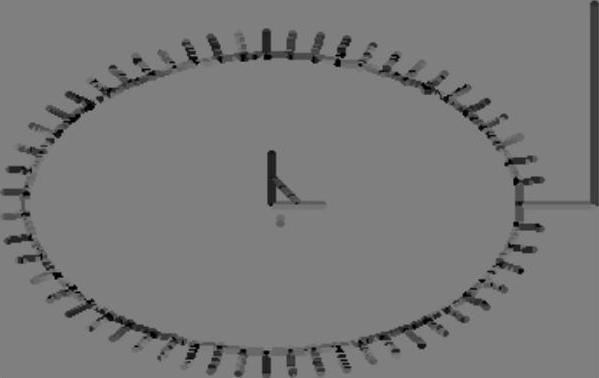
图1-49 步长方式控制加工精度
4.走刀方式
1)单向:在刀次大于1时,同一层的刀具轨迹沿着同一方向进行加工,这时,层间轨迹会自动以抬刀方式连接。精加工时,为了保证槽宽和加工表面质量,多采用此方式。(https://www.xing528.com)
2)往复:在刀具轨迹层数大于1时,各层之间的刀具轨迹方向可以往复进行加工。刀具到达加工终点后,不是快速退刀,而是与下一层轨迹的最近点之间走一个行间进给,继续沿着与原加工方向相反的方向进行加工。加工时为了减少抬刀,提高加工效率,多采用此种方式。
5.偏置选项
用四轴曲线方式加工槽时,有时也需要像在平面上加工槽那样,对槽宽做一些调整,以达到图样所要求的尺寸。可以通过偏置选项来达到目的。
1)曲线上:铣刀的中心沿曲线加工,不进行偏置。
2)左偏:向被加工曲线的左边进行偏置。左方向的判断方法与G41相同,即刀具加工方向的左边。
3)右偏:向被加工曲线的右边进行偏置。右方向的判断方法与G42相同,即刀具加工方向的右边。
4)左右偏:向被加工曲线的左边和右边同时进行偏置。
5)偏置距离:偏置的距离请在这里输入数值确定。
6)刀次:当需要多刀进行加工时,在这里给定刀次。给定刀次后,总偏置距离=偏置距离×刀次。
7)连接:当刀具轨迹进行左右偏置,并且用往复方式加工时,两加工轨迹之间的连接提供了两种方式:直线和圆弧。两种连接方式各有其用途,可根据加工的实际需要来选用。
6.加工深度
从曲线当前所在的位置向下要加工的深度。
7.进刀量
为了达到给定的加工深度,需要在深度方向多次进刀时的每刀进给量。
8.起止高度
刀具初始位置。起止高度通常高于或等于安全高度。
9.安全高度
刀具在此高度以上任何位置,均不会碰伤工件和夹具。
10.下刀相对高度
在切入或切削开始前的一段刀具轨迹的长度,这段轨迹以慢速垂直向下进给。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。