



现代阀门制造业的发展趋势之一,是通过毛坯精化使毛坯的形状和尺寸尽量与零件接近,减少机械加工的劳动量。但是,由于现有毛坯制造工艺技术的限制。加之阀门产品零件的精度和表面质量的要求愈来愈高,所以毛坯上某些表面仍需留有一定的加工余量,以便通过机械加工来达到零件的质量要求。毛坯制造尺寸和零件尺寸的差值称为毛坯加工余量。毛坯制造尺寸的偏差称为毛坯公差。毛坯加工余量及公差同毛坯的制造方法有关,生产中可参考有关工艺手册或企业标准确定。
毛坯加工余量确定后,毛坯的形状和尺寸,除了将毛坯加工余量附加在零件相应的加工表面之外,还要考虑毛坯制造、机械加工以及热处理等许多工艺因素的影响。下面仅从机械加工工艺角度来分析一下,在确定毛坯形状和尺寸时应注意的问题。
1)为了加工时工件安装方便,有些铸件毛坯需要铸出工艺凸台,如图2⁃6所示。工艺凸台在零件加工后一般予以保留,当影响外观和使用性能时才予以切除。
2)在机械加工中,有时会遇到一些像磨床主轴部件中的三块瓦轴承,平衡砂轮用的平衡块以及车床走刀系统中的开合螺母外壳(见图2⁃7)等零件。为了保证这些零件的加工质量。同时也为了加工方便,常将这些分离零件先做成一个整体毛坯,加工到一定阶段后再切割分离。
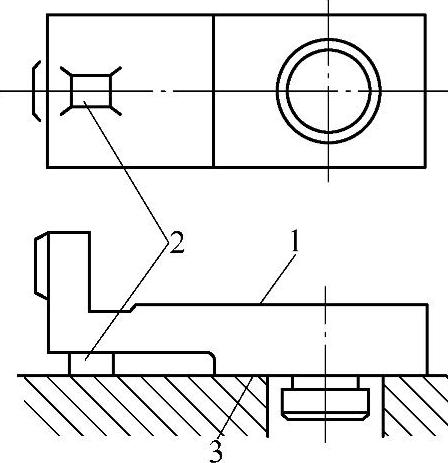
图2⁃6 具有工艺凸台的刀架毛坯
1—加工面 2—工艺凸台 3—定位面
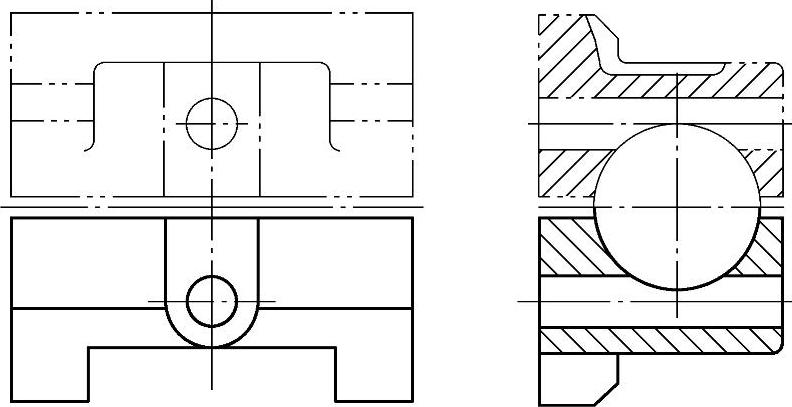
图2⁃7 车床开合螺母外壳简图
 (https://www.xing528.com)
(https://www.xing528.com)
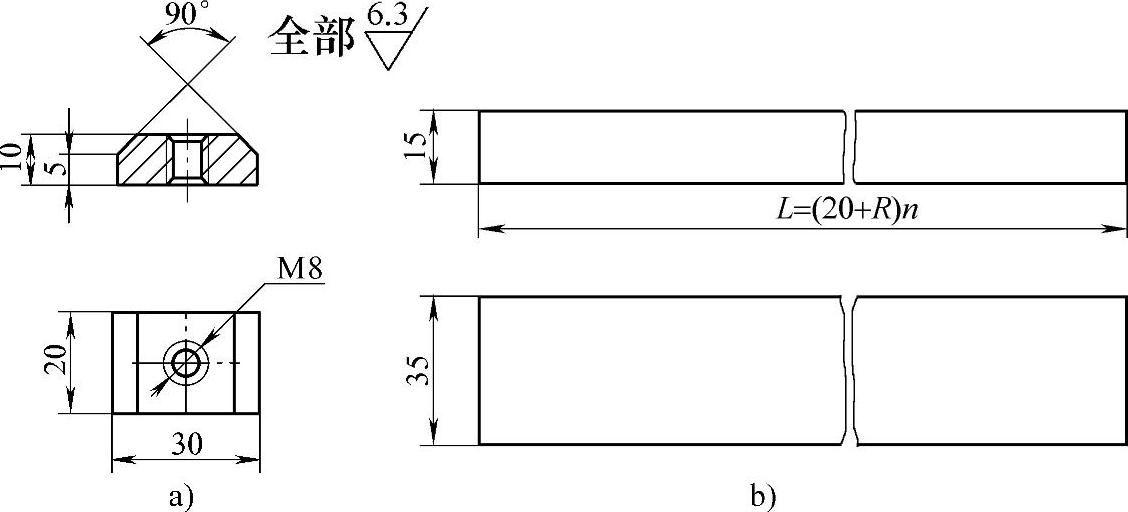
图2⁃8 滑链零件图与毛坯图
a)滑链零件图 b)毛坯图
3)为了提高零件机械加工的生产效率,对一些类似图2⁃8所示的需经锻造的小零件,可以将若干零件先合锻成一件毛坯,经平面加工后再切割分离成单个零件。显然,在确定毛坯的长度(L)时,应考虑切割零件所用锯片铣刀的厚度(B)和切割的零件数。
生产中,对于许多短小的轴套,垫圈和螺母等零件,在选择棒料、钢管及六角钢等为毛坯时,都可以采用上述方法,即采用较长的毛坯以提高机械加工的生产率。
4)为了减少工件装夹变形,确保加工质量,对一些薄壁环类零件,也将多件合成一个毛坯。图2⁃9为一薄环零件,毛坯可取一长的管料,零件安装后,经过车外圆、切槽和套车分离成单件。这种生产方法既提高了生产率,零件加工中变形又小,保证了加工质量。
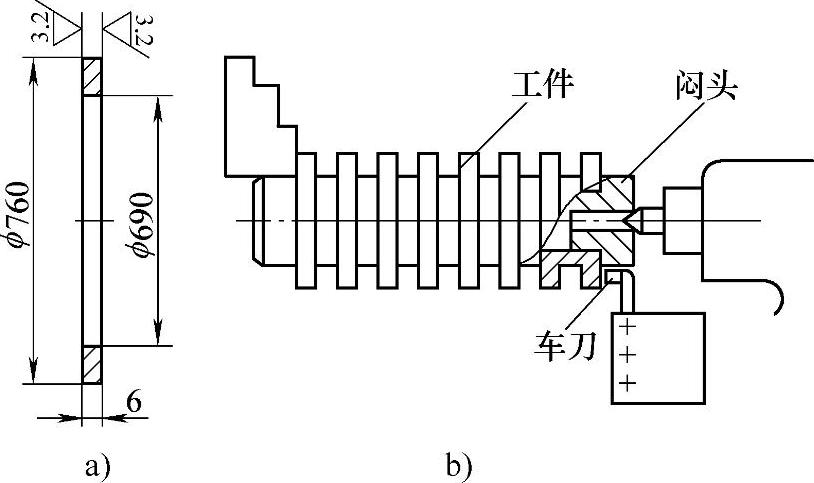
图2⁃9 薄环的整体毛坯及加工
a)薄环 b)毛坯装夹及车削
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。