



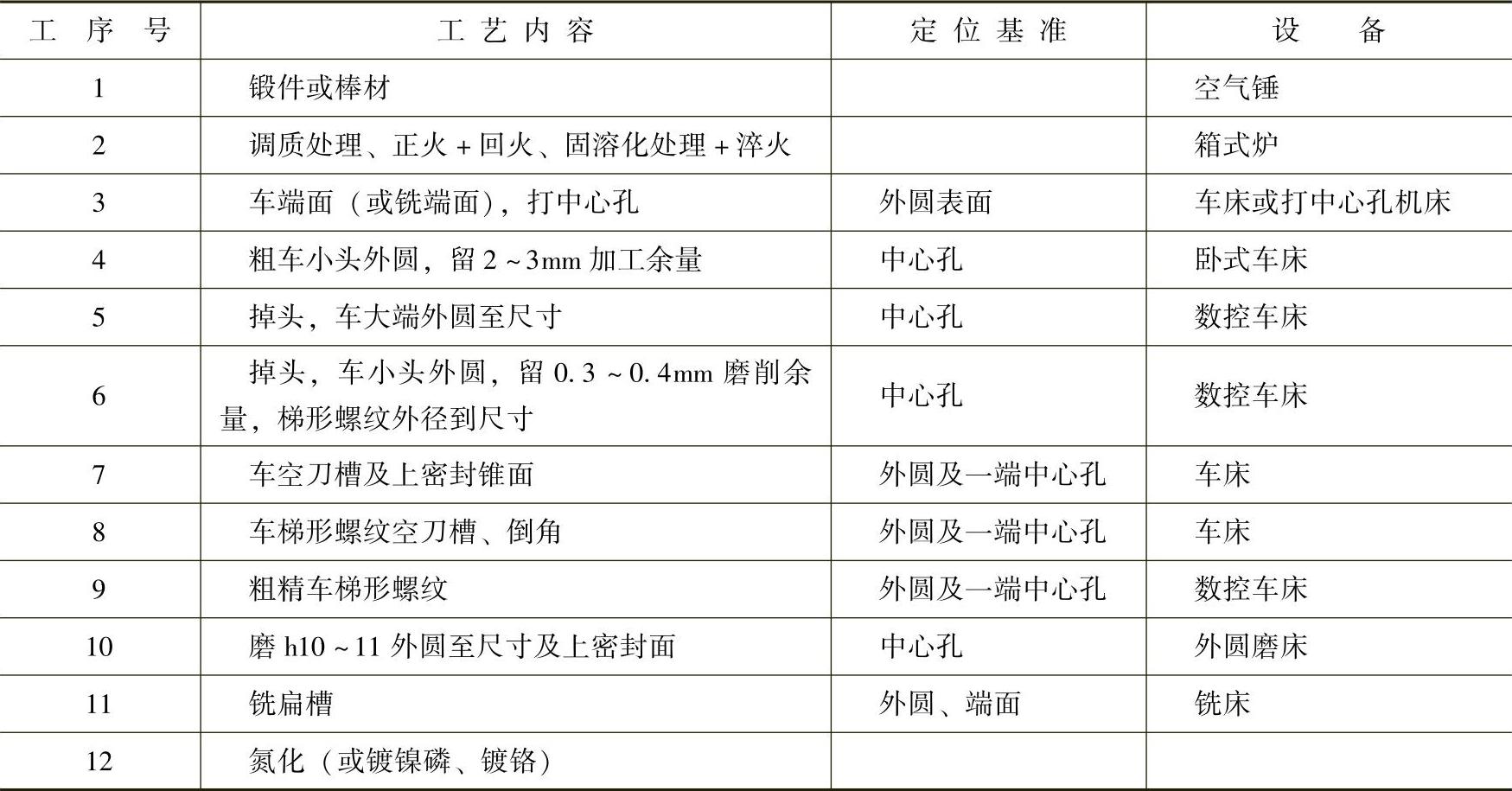
【摘要】:为了保证阀杆的轴线直线度的形状公差要求,阀杆的粗、精加工应分开进行。外圆柱面、梯形螺纹等主要表面均安排有粗加工工序,这样,就不会因粗加工时的切削力过大而影响零件的最后精度。带密封锥面的阀杆在加工端部的锥面时,需将该端部的顶尖孔车去,此时可采用已加工好的外圆柱面作定位面。阀杆梯形螺纹的加工有三种方法。不带锥面密封面带上密封面阀杆的典型工艺过程如表73所示。
阀杆常用毛坯是圆柱形锻件,也有采用圆形棒材的。当阀杆头部直径相差较大而生产量也较大时,可采用圆棒材头部镦粗的方法来制造阀杆毛坯。
阀杆是比较典型的轴类零件,大多数阀杆的长度与直径之比大于10,属于细长轴,故刚性较差。为了保证阀杆的轴线直线度的形状公差要求,阀杆的粗、精加工应分开进行。外圆柱面、梯形螺纹等主要表面均安排有粗加工工序,这样,就不会因粗加工时的切削力过大而影响零件的最后精度。
阀杆一般采用两顶尖孔作为定位基准。外螺纹、锥面密封面,上密封锥面及外圆柱面的设计基准都是阀杆的轴线,采用两顶尖孔定位不仅符合基准重合原则,而且由于各主要表面均能采用同一个定位基准来加工,所以也符合基准统一的原则。带密封锥面的阀杆在加工端部的锥面时,需将该端部的顶尖孔车去,此时可采用已加工好的外圆柱面作定位面。车削阀杆螺纹退刀槽时,由于工件刚性较差,可将阀杆一端装夹在三爪自定心卡盘内,另一端用后顶尖顶住或用中心架托住。
阀杆的热处理工序(调质、正火+回火、固溶化处理+淬火)通常安排在粗加工之前,也可安排在粗加工之后。表面处理工序(镀镍磷或氮化)均安排在精加工之后进行。
阀杆梯形螺纹的加工有三种方法。单件、小批生产时采用车削;中批生产时采用高速车削或旋风铣削;大批、大量生产时采用冷滚压。
带锥形密封面(小口径阀杆)阀杆的典型工艺过程如表7⁃2所示。不带锥面密封面带上密封面阀杆的典型工艺过程如表7⁃3所示。
表7⁃2 带锥形密封面阀杆的典型工艺过程(https://www.xing528.com)
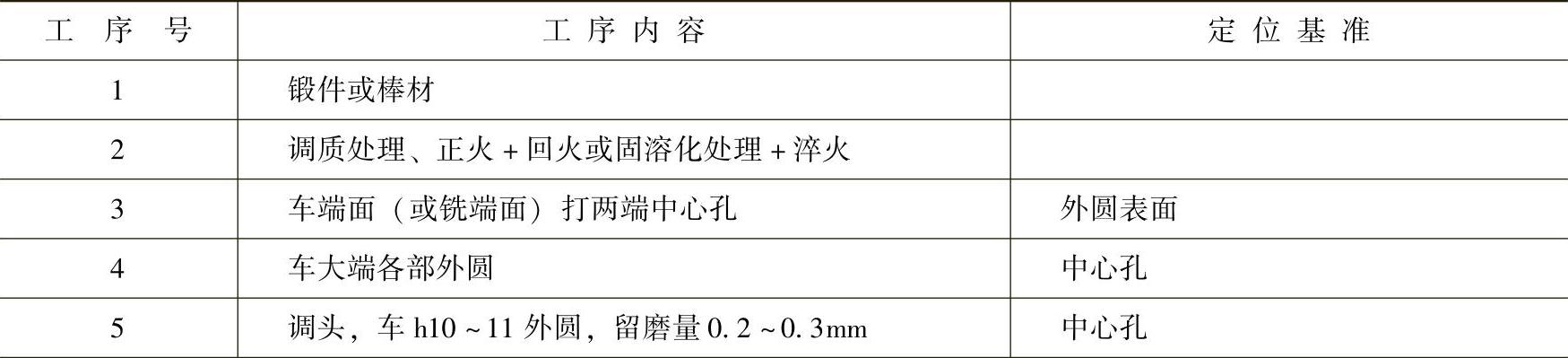
(续)
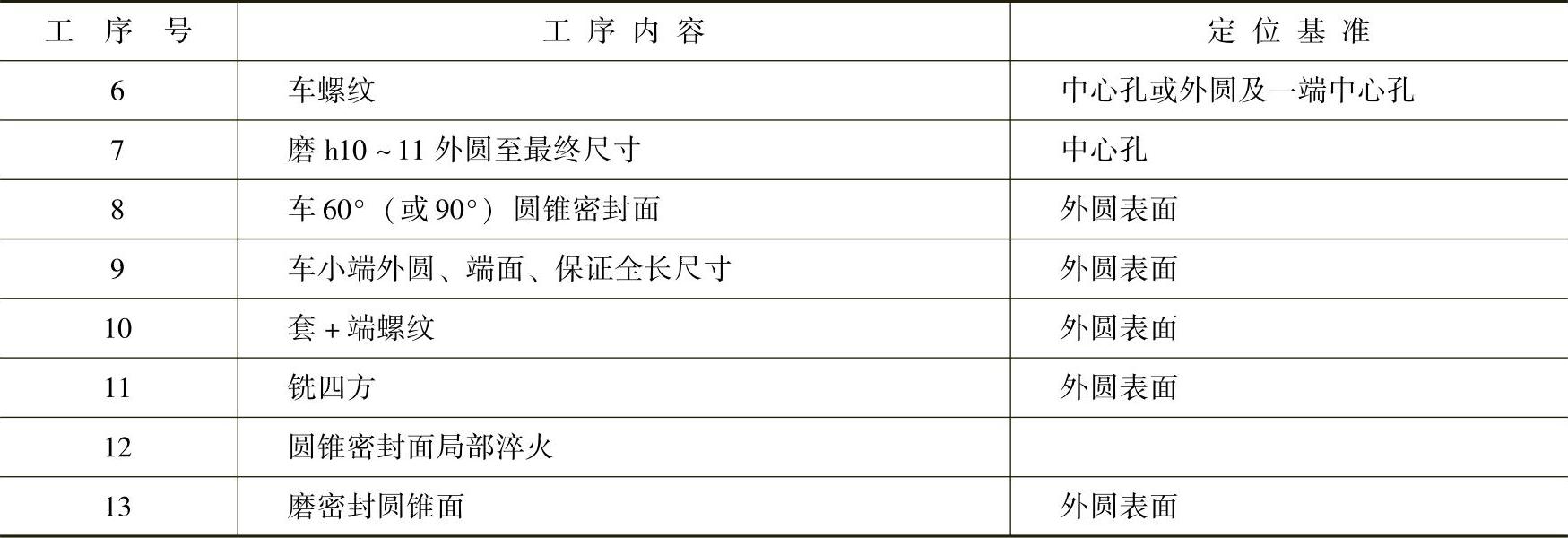
表7⁃3 不带锥形密封面带上密封阀杆的典型工艺规程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。