



1.二体式球阀
二体式球阀的主要加工表面为旋转面,所以可用车削加工。公称尺寸DN150以下的阀体生产批量较大,各主要工序都应备有工艺装备。DN200以上的两体式球阀生产批量较少,可用划线加工。表9⁃23为螺纹连接二体式球阀右阀体的典型工艺过程。表9⁃24为法兰连接二体式球阀右阀体在中、小批量生产中的典型工艺过程。
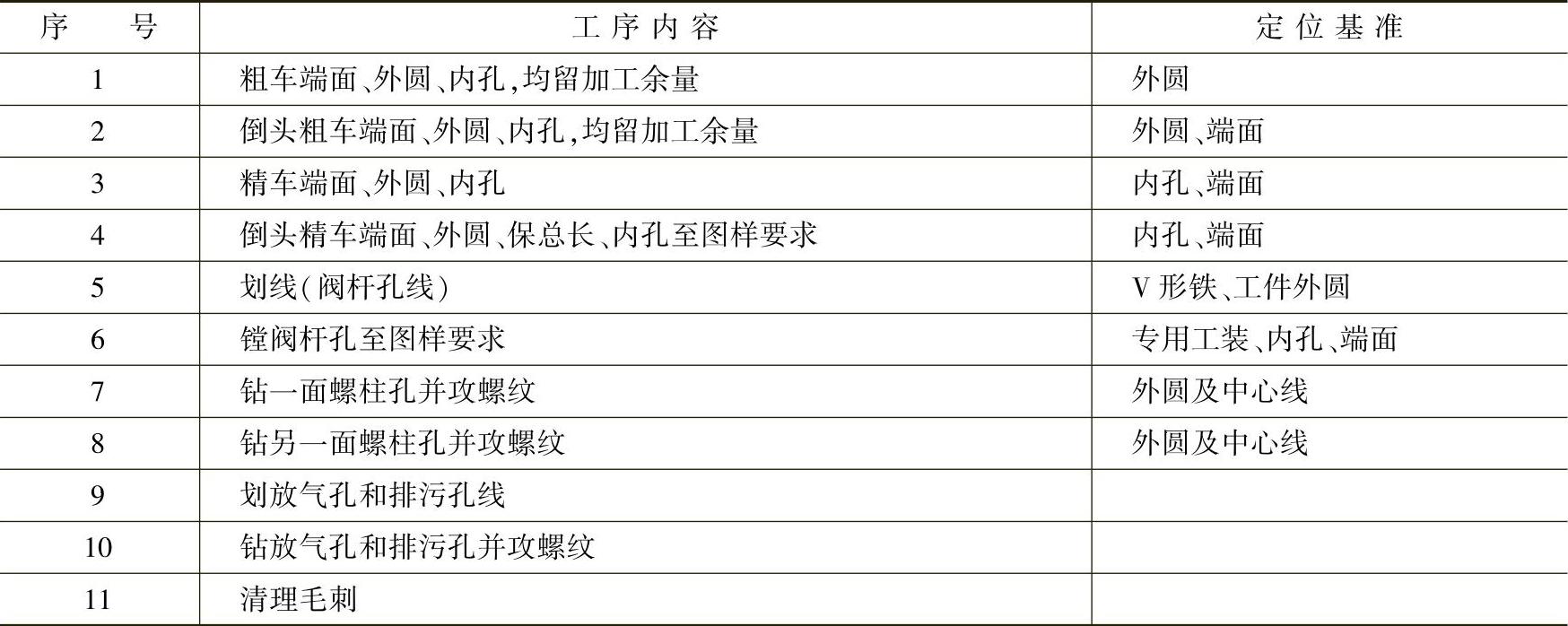
表9⁃23 内螺纹连接球阀右阀体的典型工艺过程

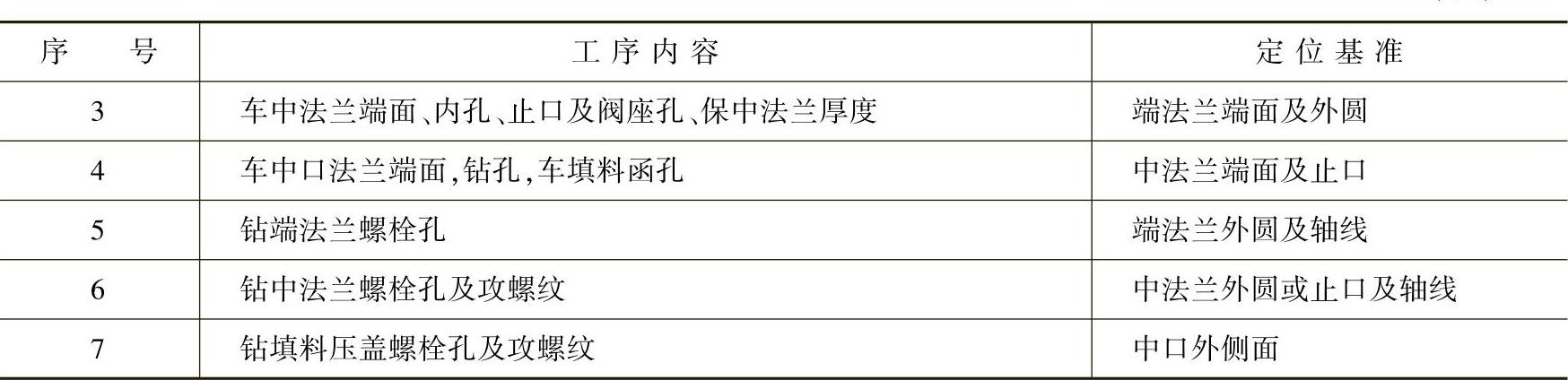
表9⁃24 法兰连接球阀右阀体的典型工艺过程

(续)
2.三体式球阀
三体式球阀的中体和左右体的主要加工表面均为旋转面,所以可用车削加工,公称尺寸DN200以下的三体式球阀的中体和左右体可在卧式车床上加工,也可在数控车床上加工。公称尺寸DN250以上的中体和左右体可在立式车床上加工或立式数控立车上加工。其中体上的阀杆孔,可在卧式镗床上加工或卧式数控镗床上加工。三体式球阀的中体和左右体均可在卧式加工中心上加工。
表9⁃25为左右体在中、小批量生产中用卧式车床的典型工艺过程。表9⁃26为三体式球阀中体在中小批量生产中用卧式车床的典型工艺过程。
表9⁃25 法兰连接三体式球阀左、右体用普通机床加工的典型工艺过程

表9⁃26 法兰连接三体式球阀中体用普通机床加工的典型工艺过程
三体式球阀的左右体和中体还可以在数控机床和加工中心上加工,这样可以获得更精确的尺寸精度和Ra值更低的表面粗糙度,使球阀的启闭转矩较小,并可获得很好的密封性能。
用数控车床CK6180型和立式加工中心MV1580型加工三体式球阀的中体和左右体其编程如下:
(1)编程的代码命令
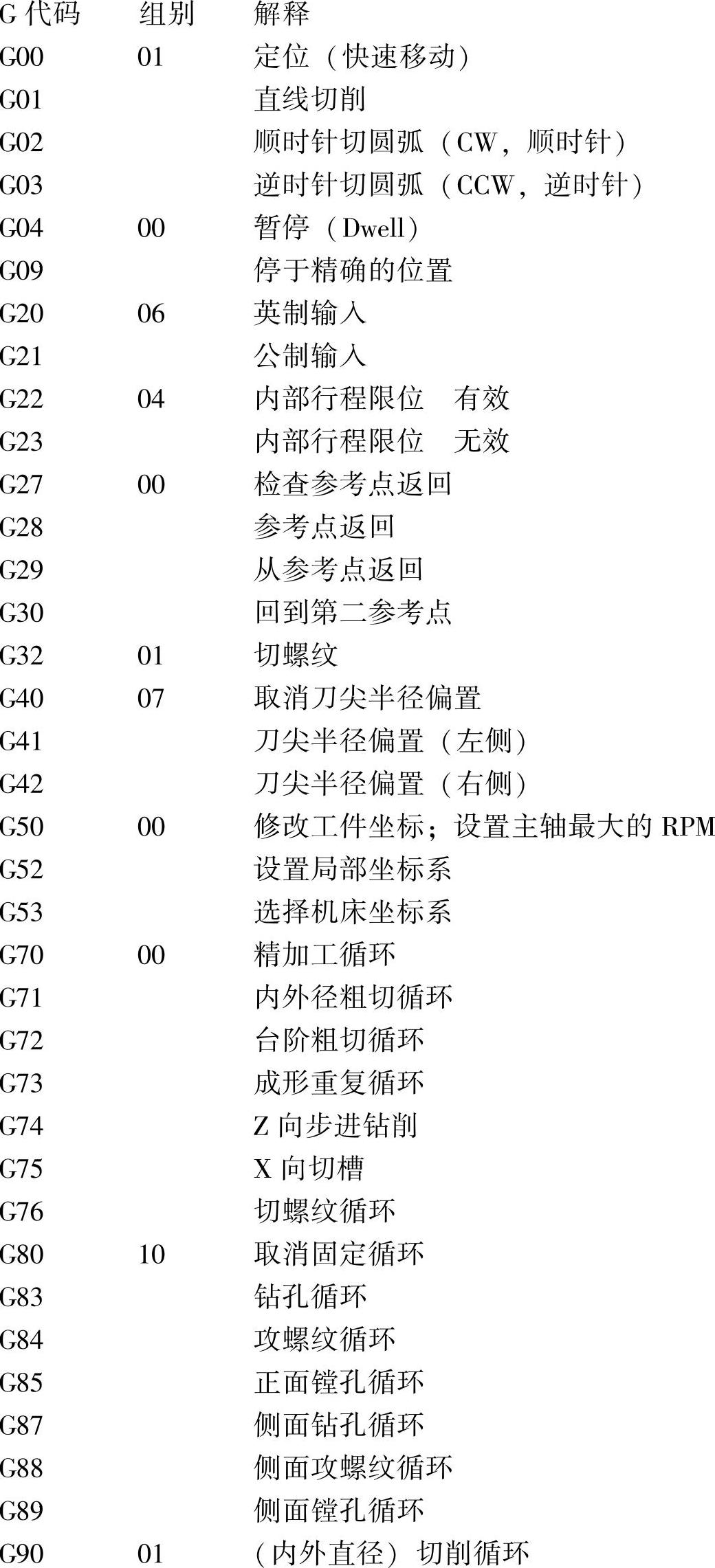
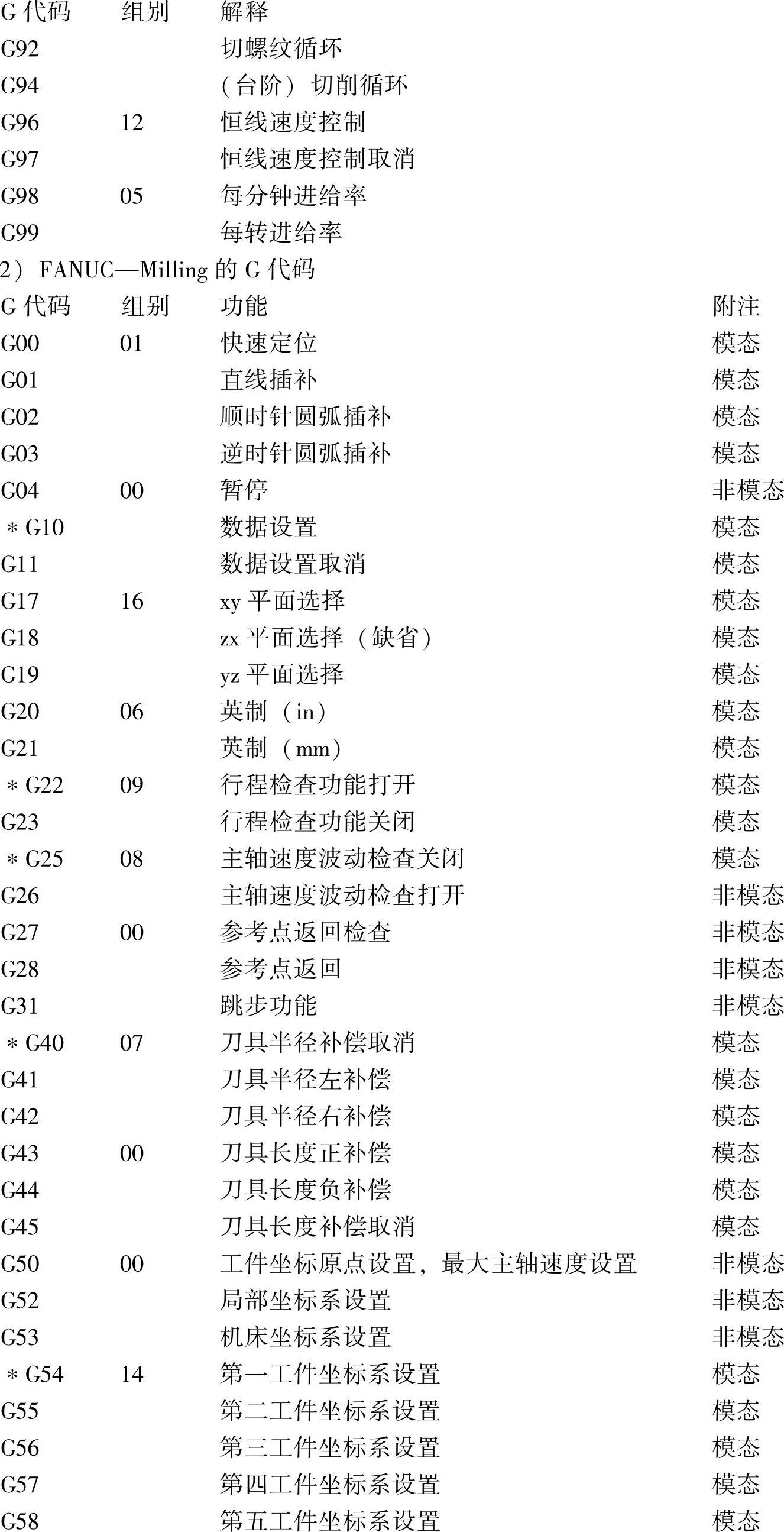
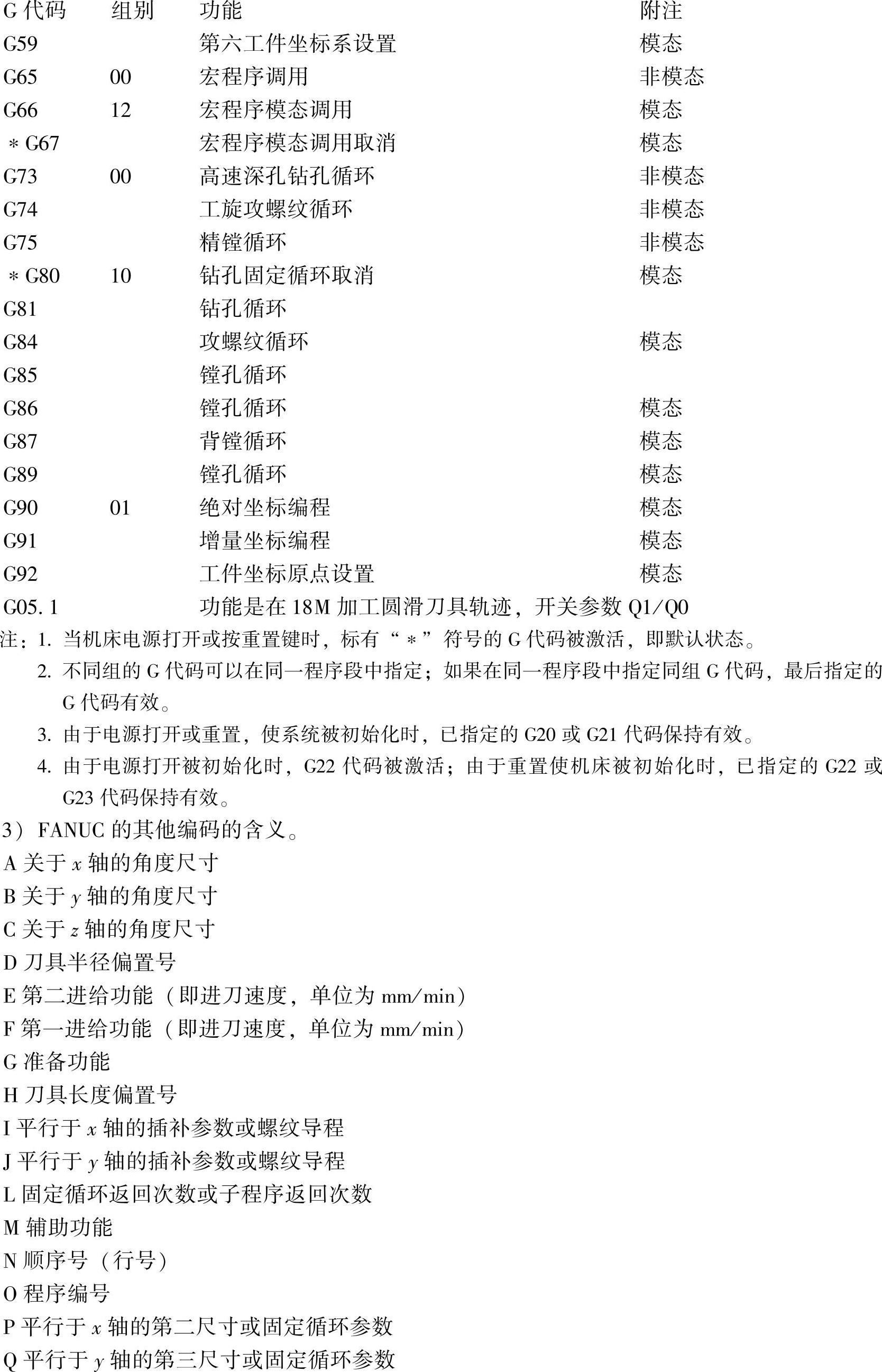
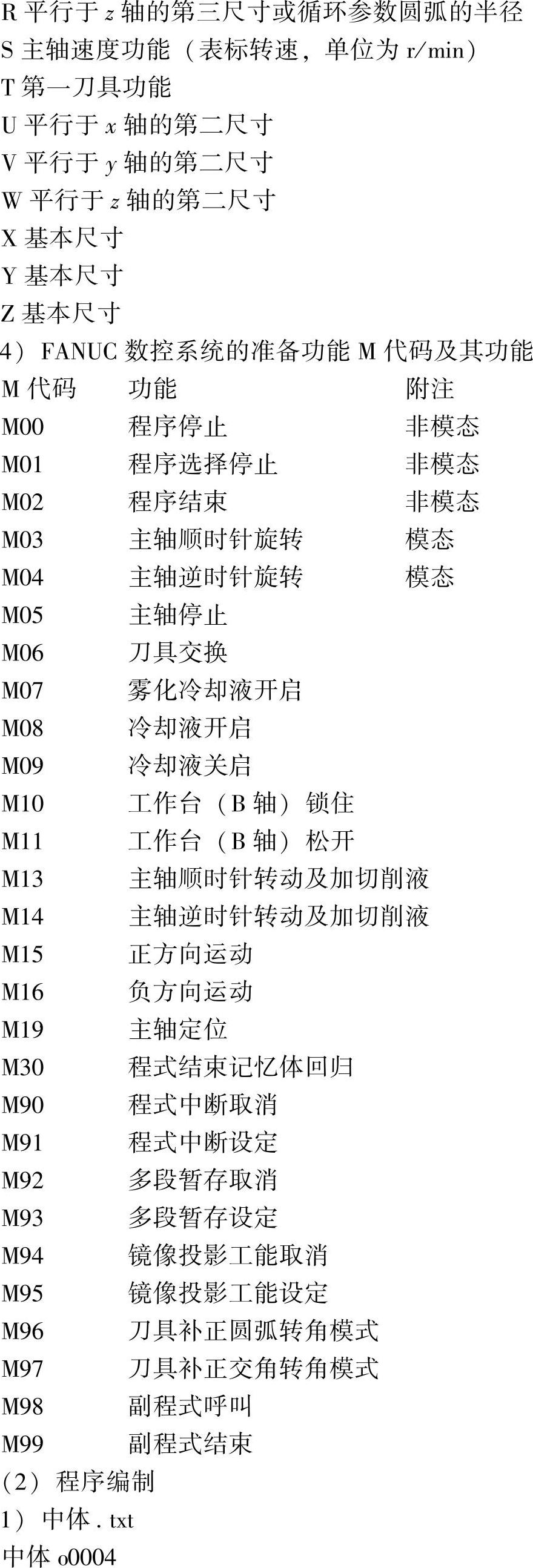
1)FANUC—G代码命令(https://www.xing528.com)




3.全焊接三体式固定球球阀
全焊接三体式固定球球阀的左右体和中体加工工艺和三体式法兰连接固定球球阀左右体和中体加工工艺相近,只不过连接部位的法兰改为焊接坡口。
4.上装式固定球球阀
上装式固定球球阀的阀体和阀盖均为回转面,所以可用车削加工,也可在数控车床或加工中心上加工,对于公称尺寸较大的上装式球阀阀体可在立式车床或立式数控车床上加工,可以获得较高的加工精度和Ra值较低的表面粗糙度。
表9⁃27为上装式球阀的阀体在卧式车床上或在立式车床上加工的典型工艺过程。表9⁃28为上装式球阀的阀盖在卧式车床上或在立式车床上加工的典型工艺过程。
表9⁃27 法兰连接上装式球阀阀体用卧式车床加工的典型工艺过程
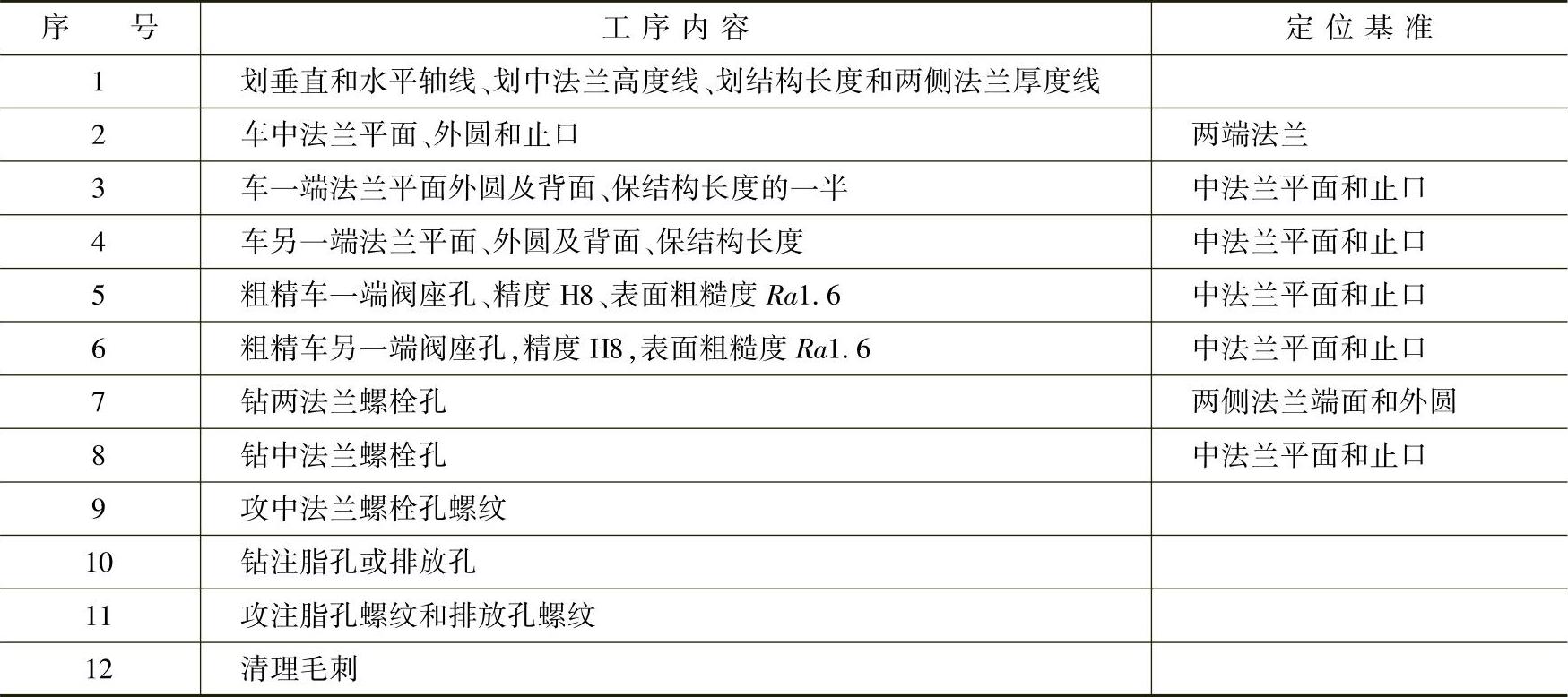
表9⁃28 法兰连接上装式球阀阀盖用卧式车床加工的典型工艺规程

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。