



埋弧焊时,电流流过电弧以及由熔化的焊剂与熔化的焊缝金属组成的熔池。虽然冷态焊剂不导电,但熔化的焊剂一般有高的导电性。焊剂除了起保护作用外,它还与焊缝金属起化学变化的还原剂及杂质去除剂。合金钢用的埋弧焊焊剂还可能含有改善焊金属成分的合金元素。
图14⁃13为自动埋弧焊V形坡口对接接头示意图。由焊接发电机、弧焊整流器或弧焊变压器供给的电流,通过导电嘴,焊丝并在母材与焊丝之间产生电弧。电弧热熔化焊丝、焊剂及部分母材、形成熔池、而填满接头。
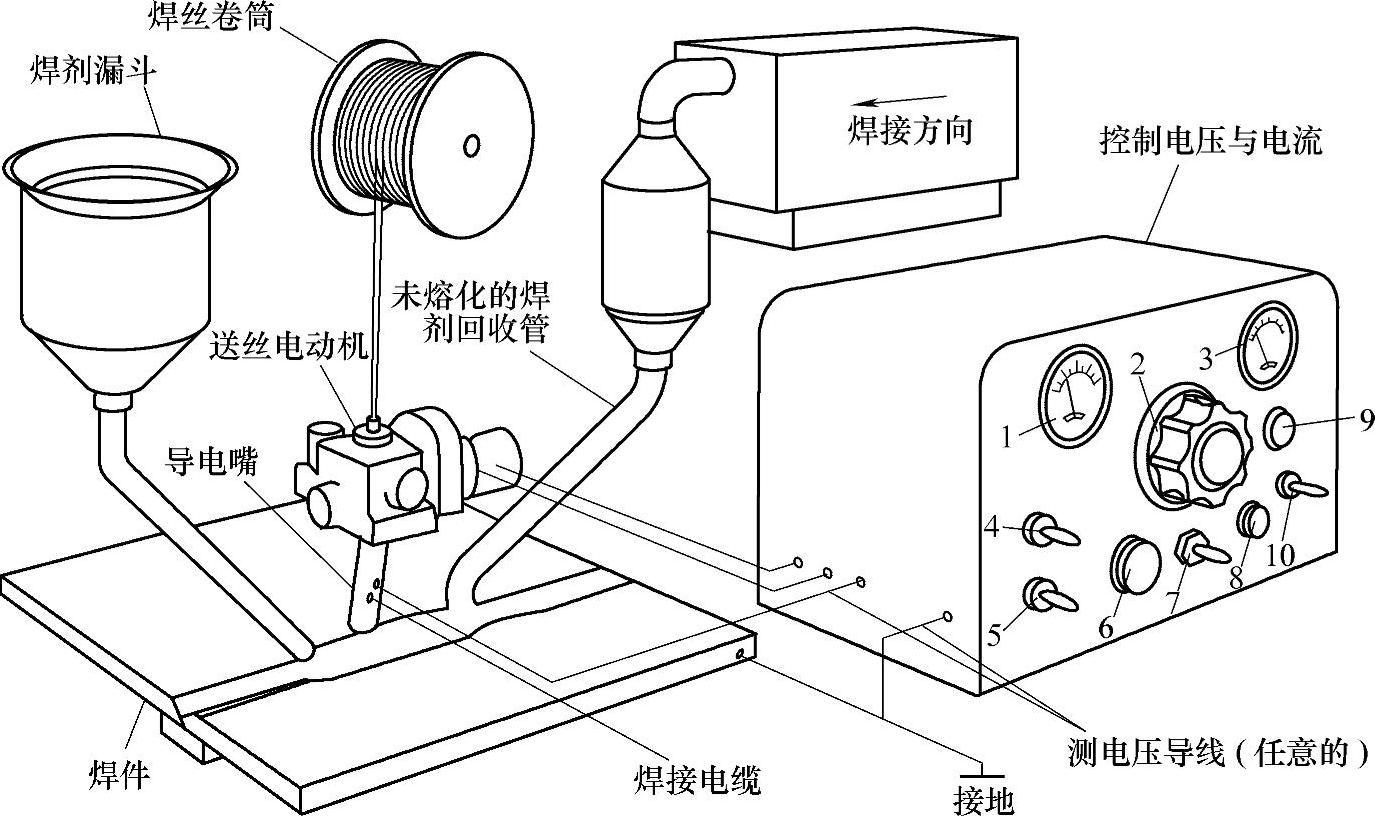
所有的埋弧焊设备,都是由动力机械驱动的滚轮把裸焊丝通过导电嘴,穿过焊剂层,连续地送到所焊的接头区。焊丝(一般是严格控制化学元素质量分数的低碳钢)绕在卷筒上或焊丝盘中。焊丝在焊缝区熔化并沿着焊接接头熔敷。颗粒状焊剂在电弧前端熔化,在焊缝金属凝固后,未熔化的焊剂用一种真空吸入装置吸走,过筛后再用。自动焊时,焊剂回收是整个设备的一个组成部分,在导电嘴之后装有一根焊剂回收管,如图14⁃14所示。
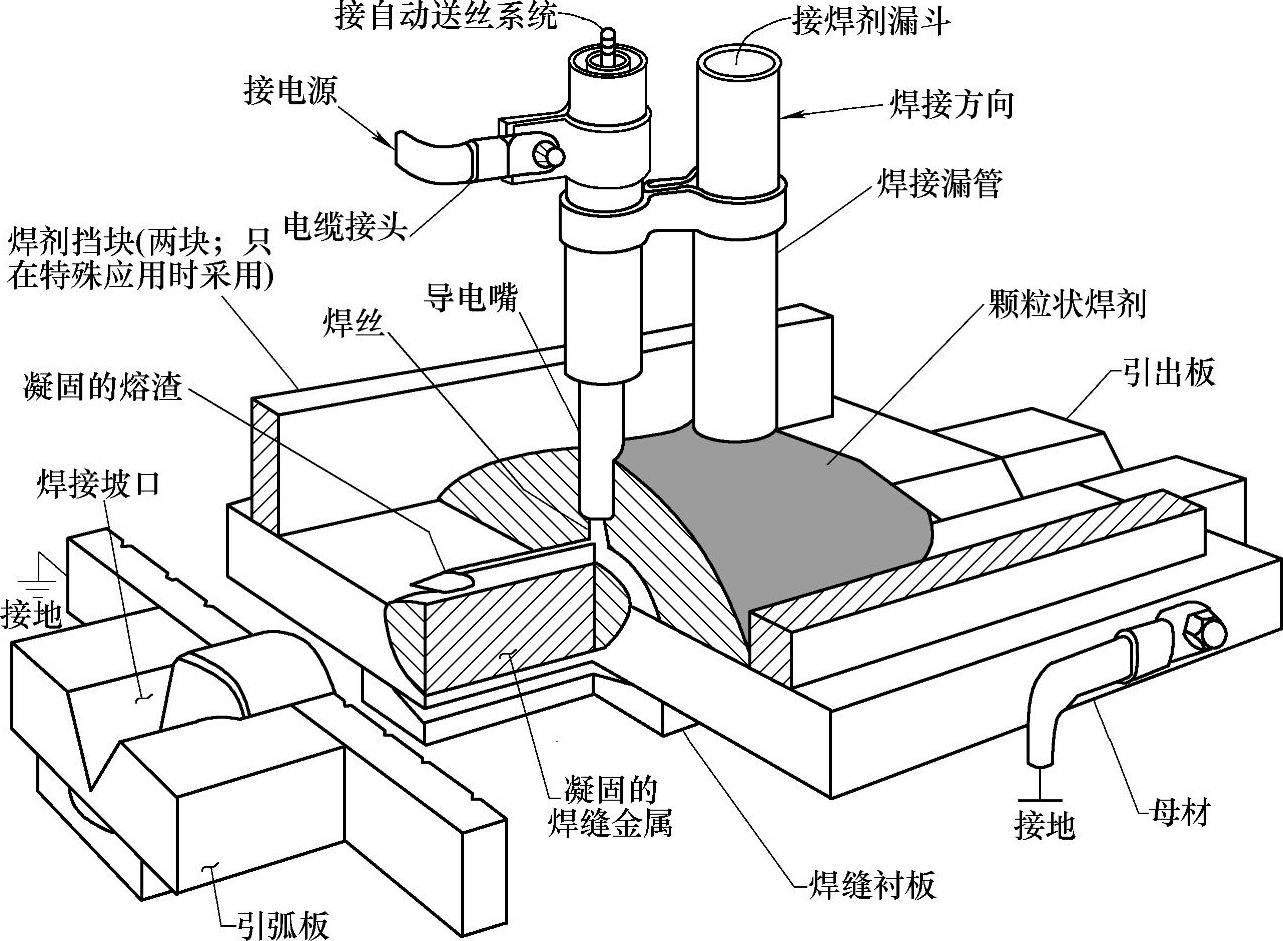
图14⁃13 自动埋弧焊V形坡口对接接头示意图
 (https://www.xing528.com)
(https://www.xing528.com)
图14⁃14 典型自动埋弧焊机的未熔化焊剂回收管
1—电流表 2—焊接电压调节 3—电压表 4—电流调节 5—控制焊接小车行走 6—间断送丝按钮 7—回轴焊丝 8—停止焊接 9—起动 10—开关
埋弧焊适于半自动及全自动操作,而全自动操作由于固有的一些优点,其用途更加广泛。半自动焊时,由焊工手工掌握能将焊剂与焊丝送到焊枪(带有焊剂漏斗),并控制焊接速度。自动焊时,设备自动地沿着接头送进焊丝及焊剂并控制焊接速度。
在自动埋弧焊的某些应用中,可向同一接头同时送进两根或更多根焊丝。这些焊丝可以并列地送入同一焊接熔池中,或留有一定的间距,恰好使两个焊接熔池能各自凝固。后者有时称为串列电弧焊,它能在接头的单程焊接中焊成多道焊缝,以提高熔敷速度和焊接速度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。