



GB/T 1800.2—2009《产品几何技术规范(GPS)极限与配合 第2部分:标准公差等级和孔、轴极限偏差表》,代替GB/T 1800.4—1999《极限与配合 标准公差等级和孔、轴极限偏差表》。其主要修改内容如下:
标准名称增加引导要素:产品几何技术规范(GPS);
“基本尺寸”改为“公称尺寸”;“上偏差”和“下偏差”分别修改为“上极限偏差”和“下极限偏差”;增加了附录B“在GPS矩阵模型中的位置”。
GB/T 1800.2—2009规定了孔和轴常用公差带的极限偏差数值,该数值是按GB/T1800.1中的标准公差和基本偏差数值表计算得到的。它包括孔的上极限偏差ES和轴的上极限偏差es,孔的下极限偏差EI和轴的下极限偏差ei的数值(图1-20)。
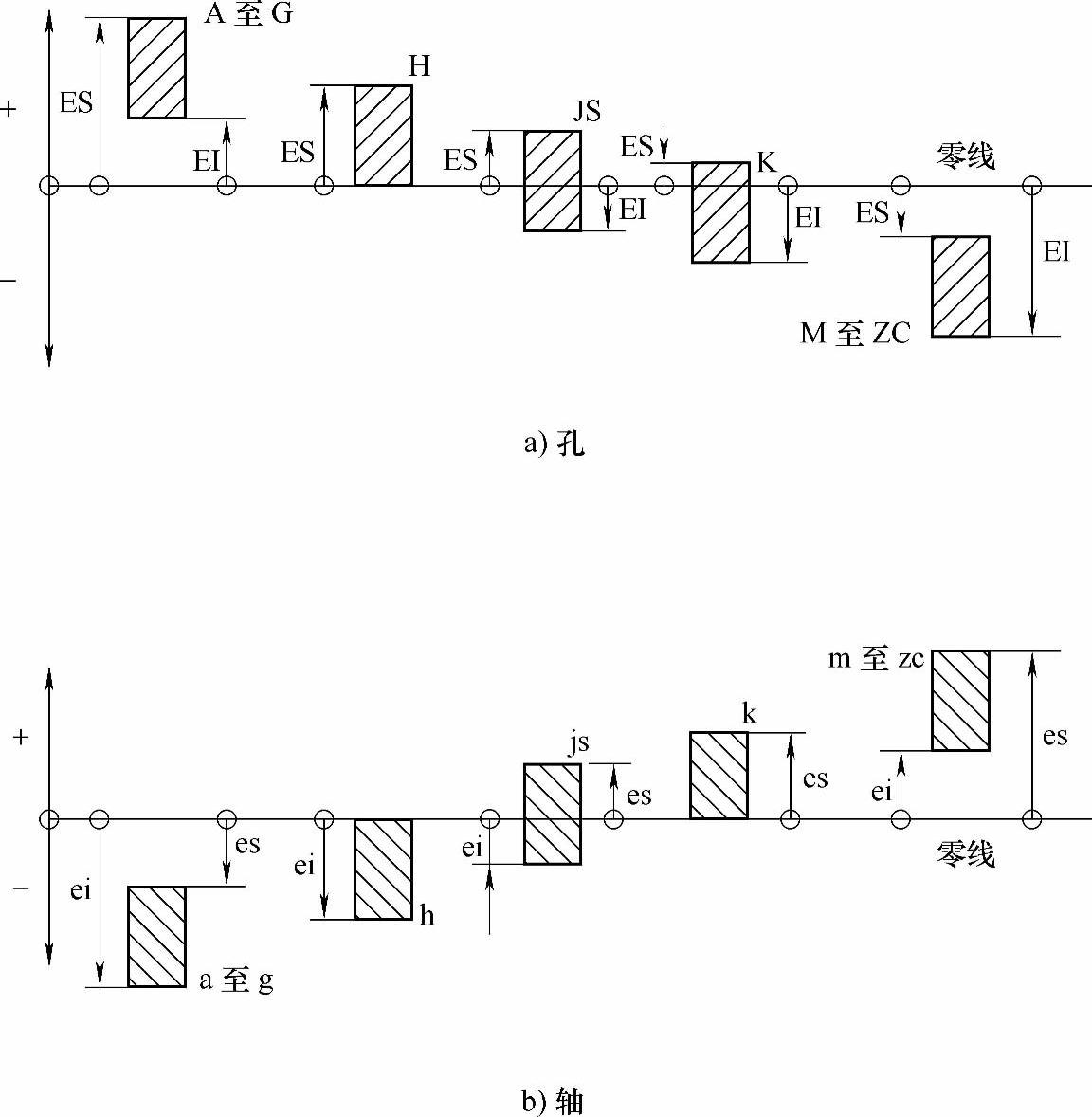
图1-20 上极限偏差和下极限偏差
(1)孔的极限偏差
标准规定的公称尺寸至500mm的孔的公差带见图1-21;公称尺寸至3150mm的孔的公差带见图1-22。对应的极限偏差列于表1-9至表1-23。

图1-21 公称尺寸至500mm的孔的公差带示意图
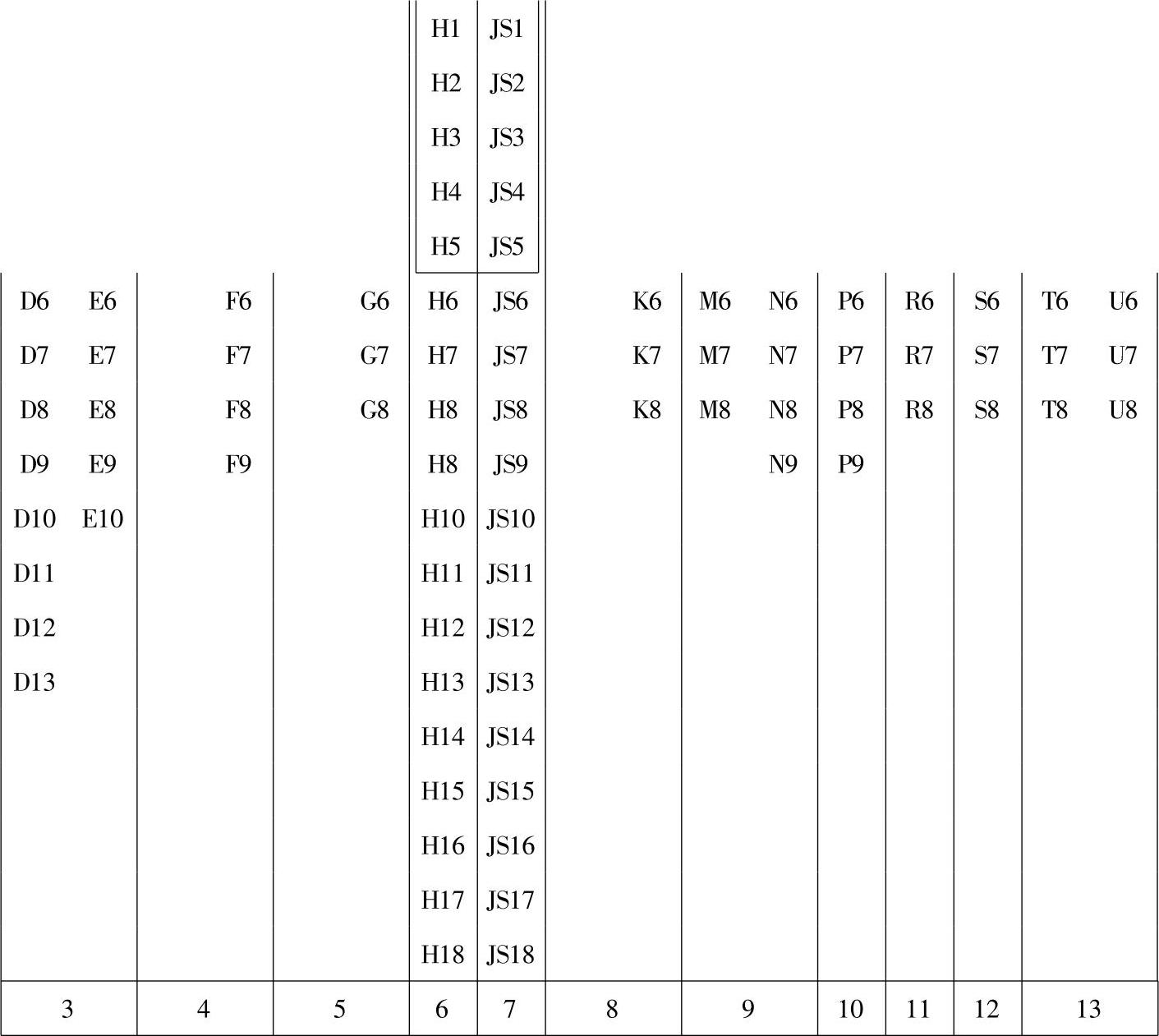
图1-22 公称尺寸大于500至3150mm的孔的公差带示图
注:框格内的公差带H1至H5和JS1至JS5为试用的
(2)轴的极限偏差
标准规定的公称尺寸至500的轴的公差带见图1-23;公称尺寸大于500至3150mm的轴的公差带见图1-24。对应的极限偏差列于表1-24至表1-39。
(3)说明
对于表1-9至表1-39的说明如下:
1)表中除基本偏差为JS和js的公差带外,上极限偏差ES或es的数值列于下极限偏差EI或ei的数值之上。JS和js的上、下极限偏差是对称于零线的。
2)如需要表中空格内的极限偏差时,其公差带的基本偏差数值可按GB/T 1800.1—2009。
3)由于计算基础不同,表中将公称尺寸至500mm和公称尺寸大于500mm的极限偏差值用双细横线隔开以示区别。
4)表1-9、表1-21、表1-22、表1-23、表1-24、表1-37、表1-38和表1-39对公称尺寸大于500mm的尺寸段未规定极限偏差。
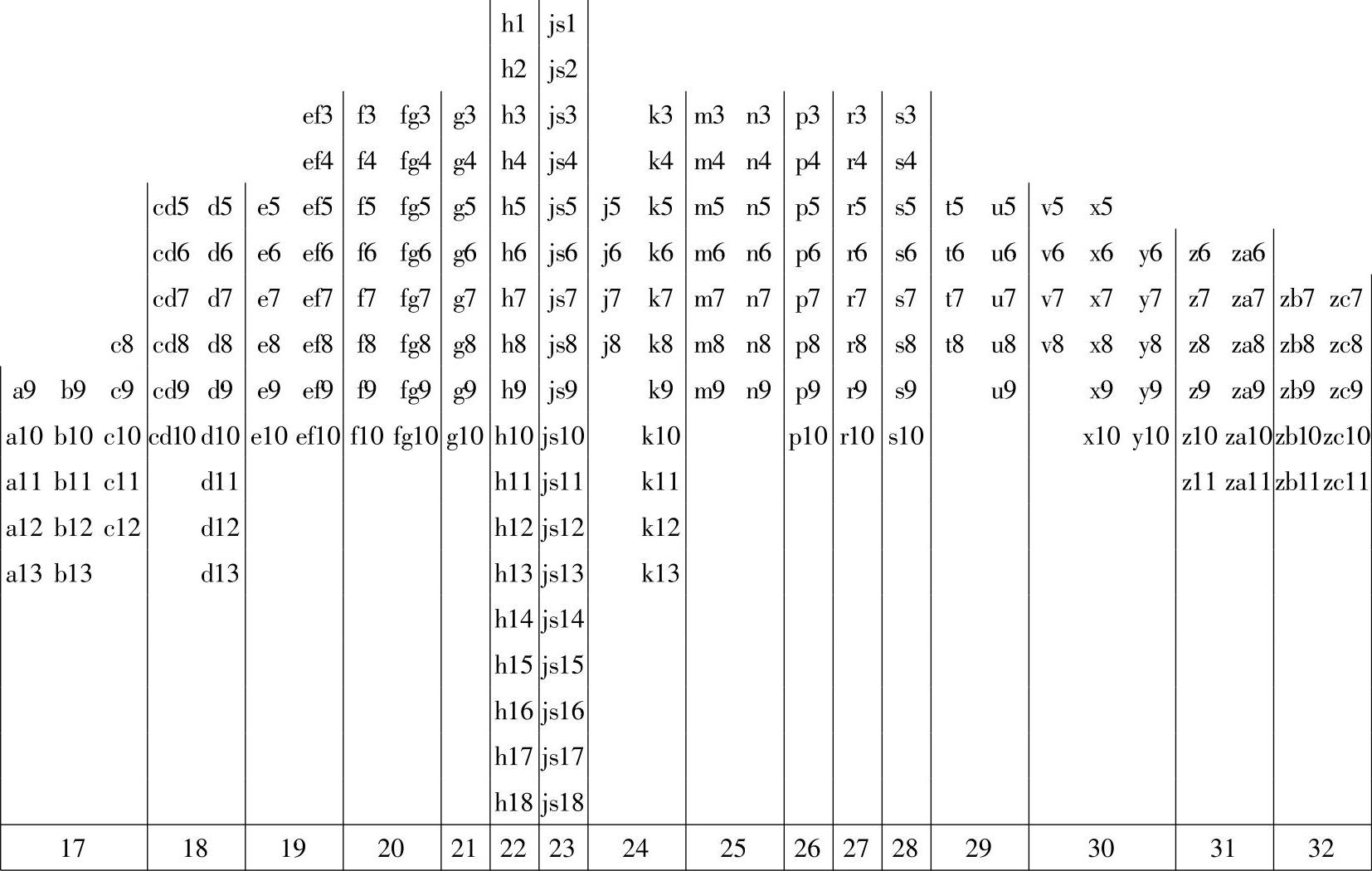
图1-23 公称尺寸至500mm的轴的公差带示意图
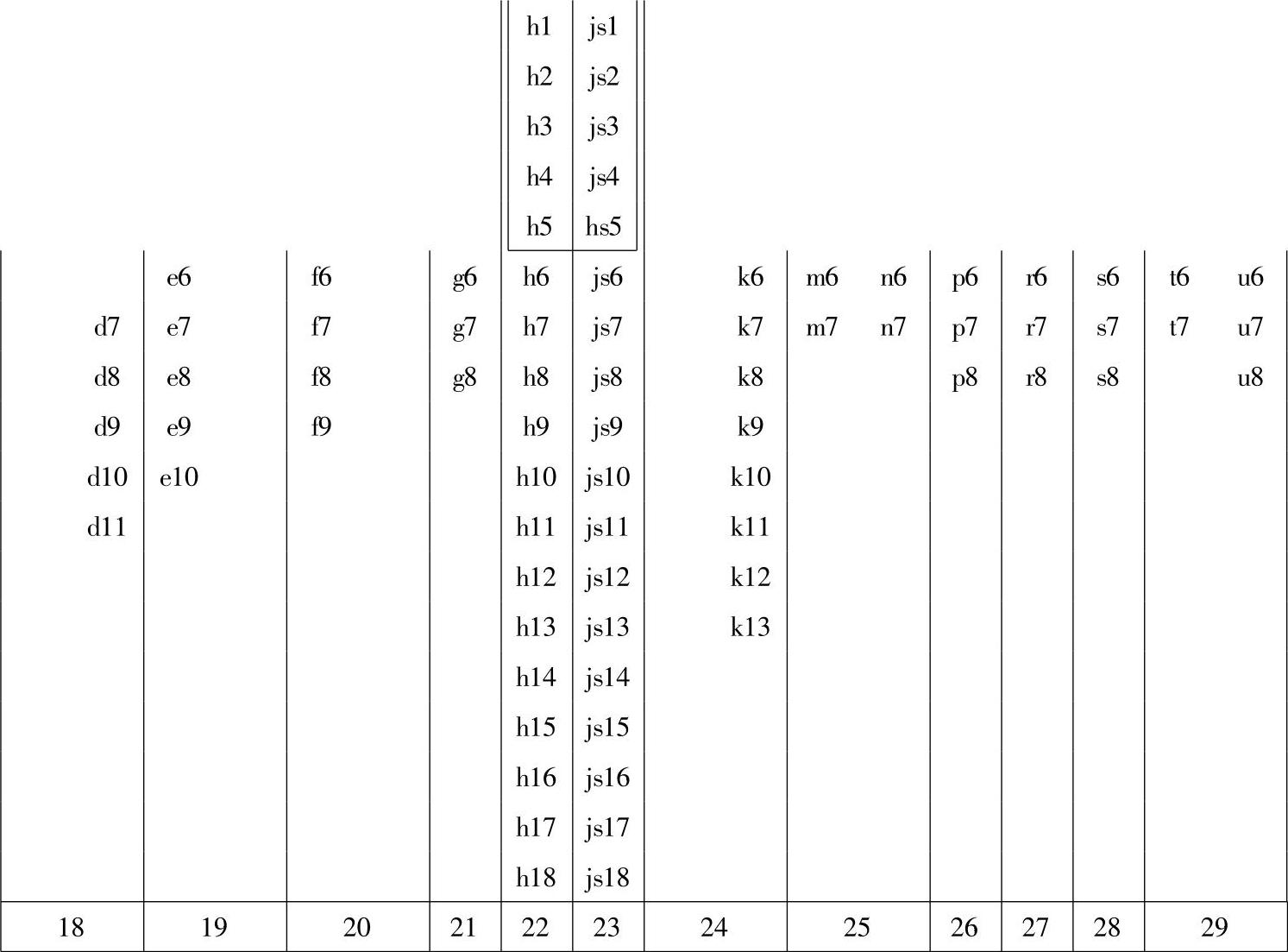
图1-24 公称尺寸大于500~3150mm的轴的公差带示图
注:框格内的公差带h1至h5和hs1至hs5为试用的
表1-9 孔A、B和C的极限偏差(GB/T1800.1-2009)
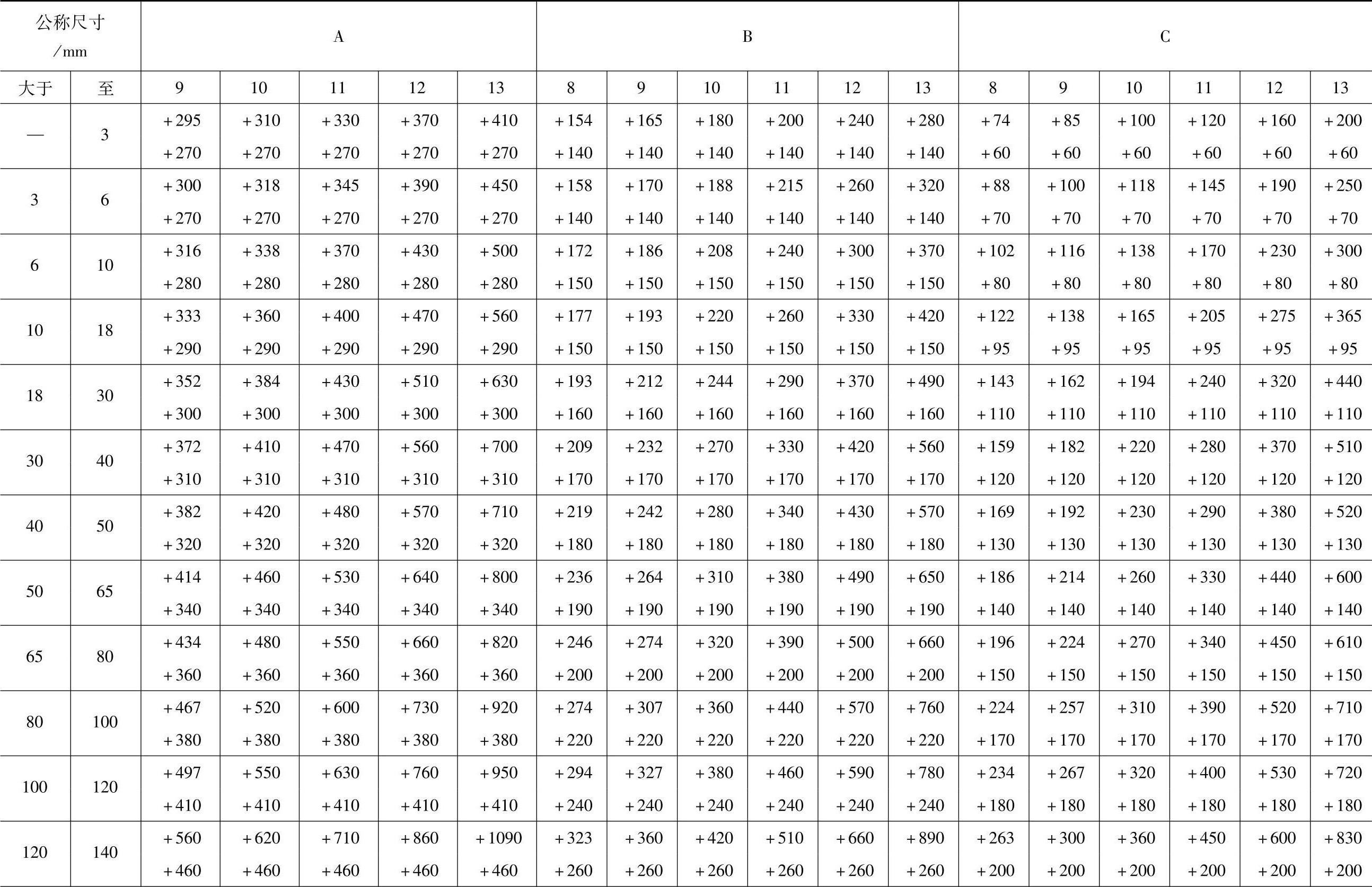
(续)
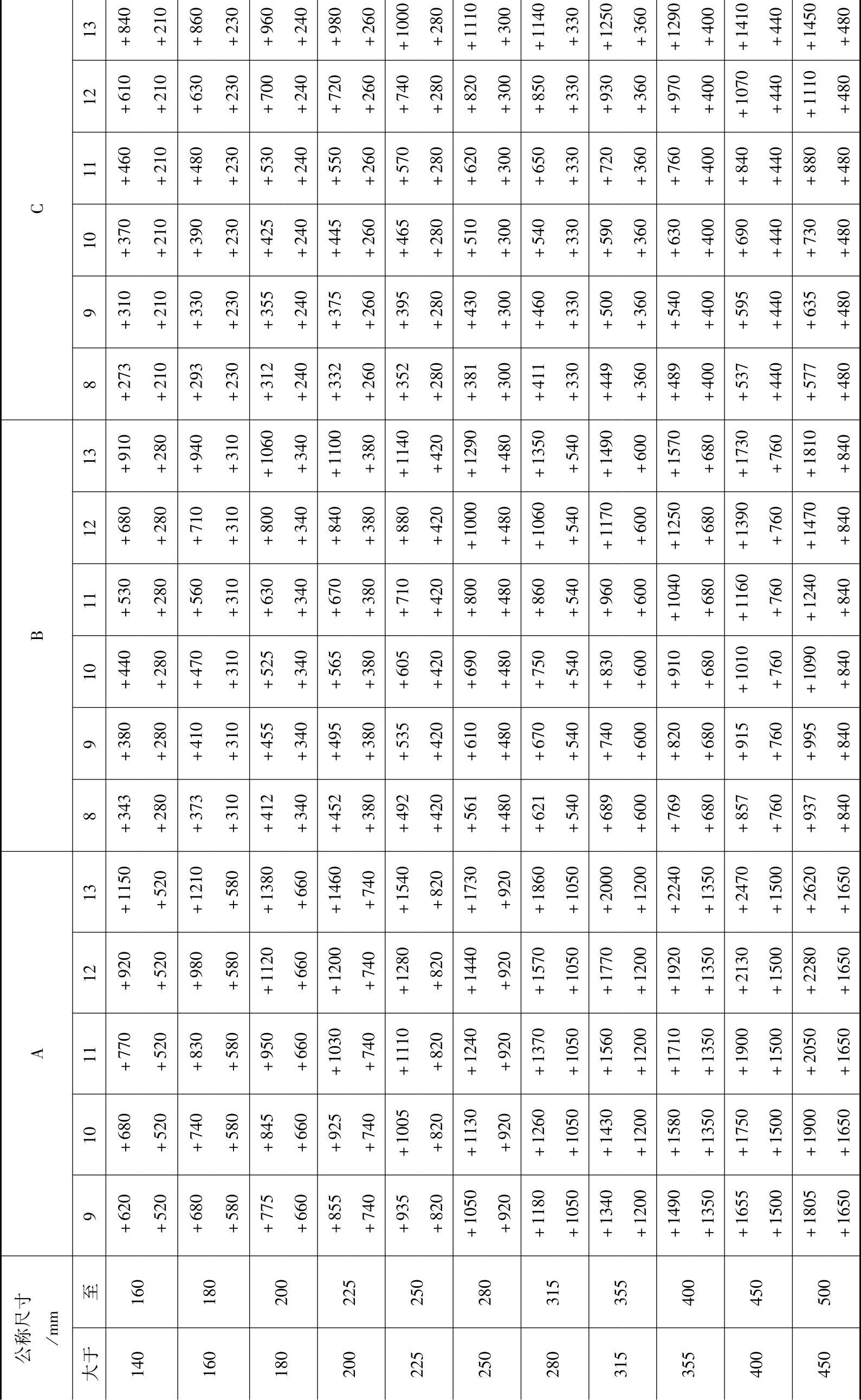
注:公称尺寸小于1mm时,各级的A和B均不采用。
表1-10 孔CD、D和E的极限偏差 (μm)
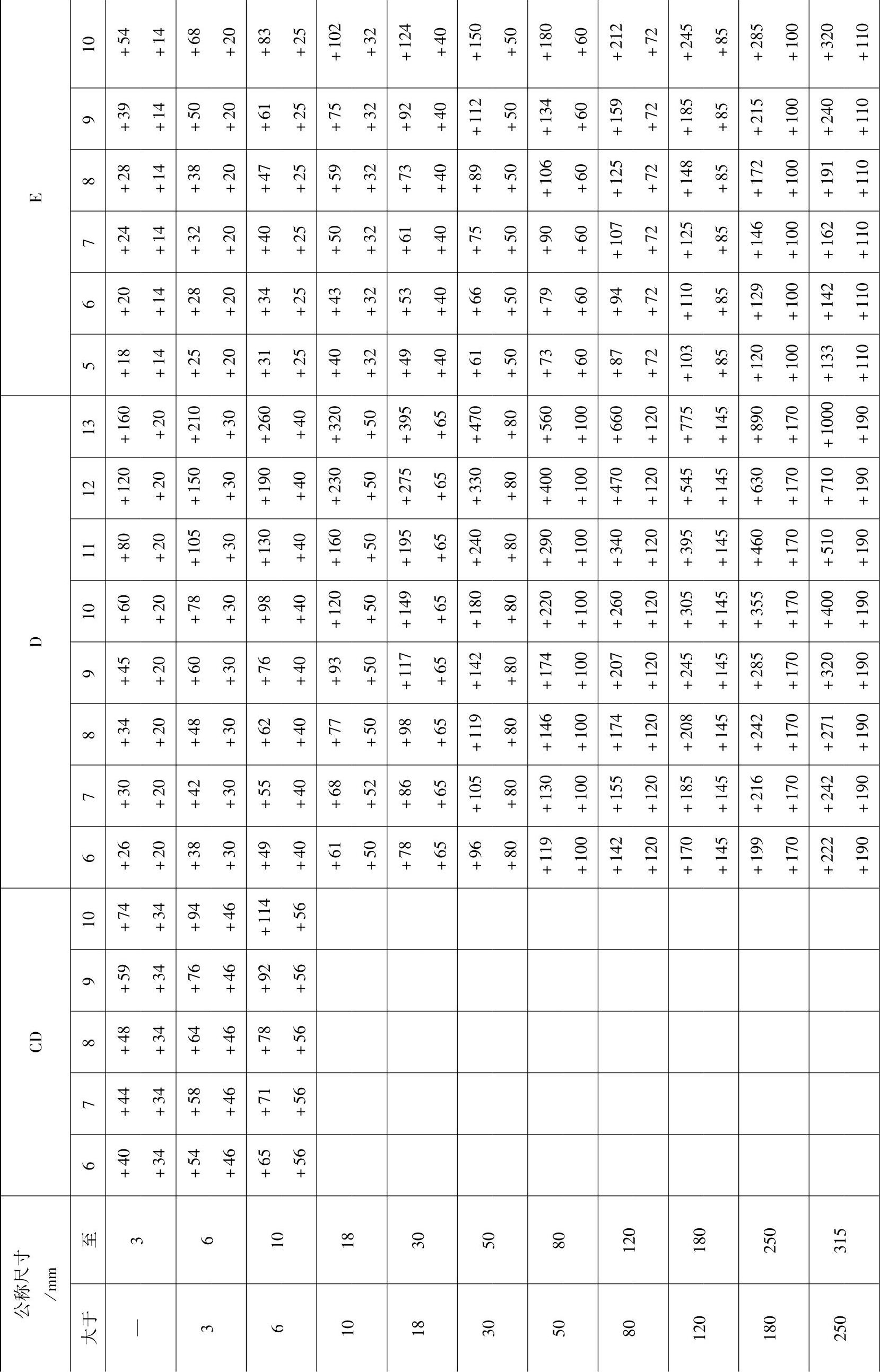
(续)
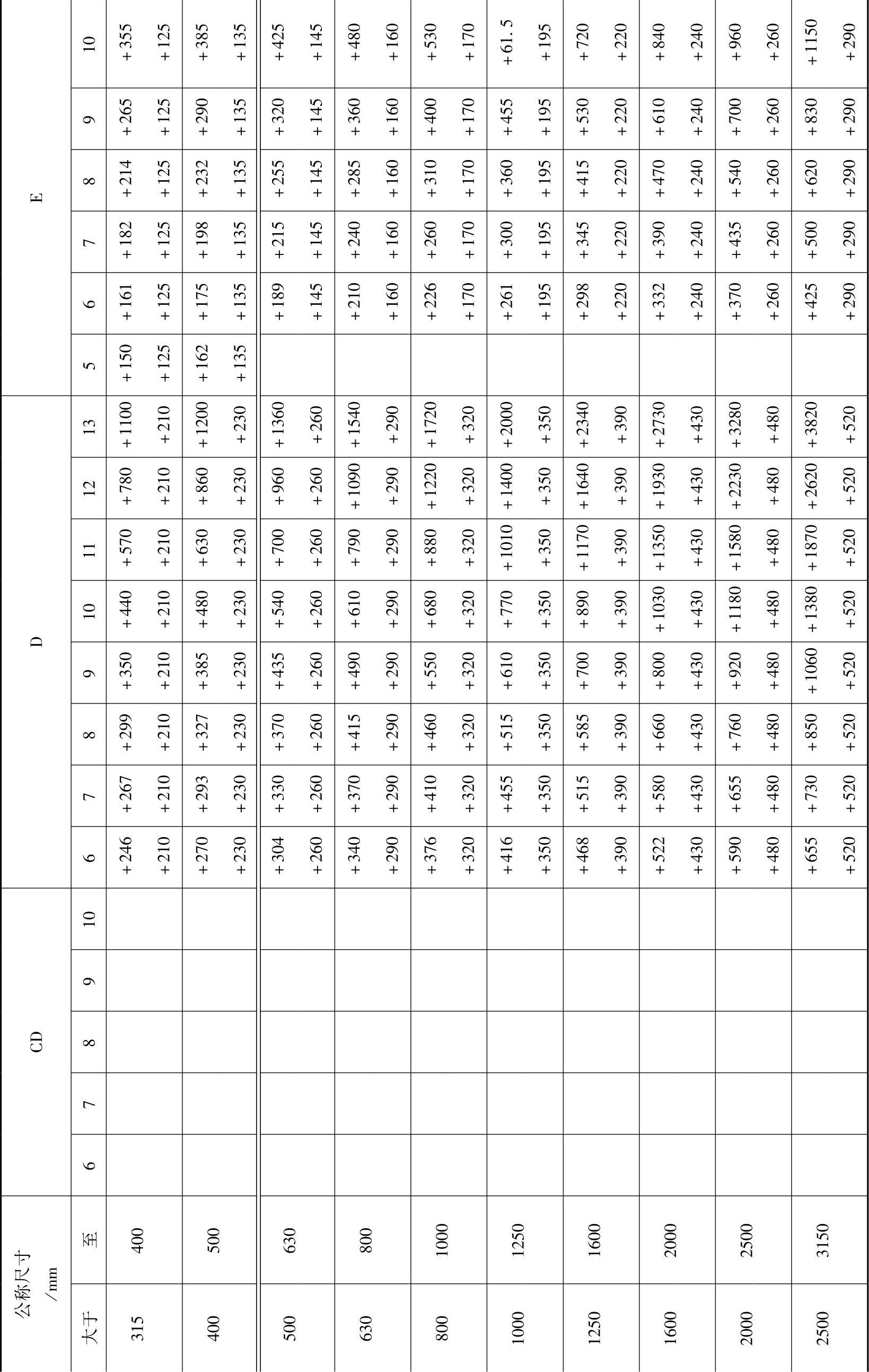
注:各级CD主要用于精密机械和钟表制造业。
表1-11 孔EF和F的极限偏差 (μm)

注:各级的EF主要用于精密机械和钟表制造业。
表1-12 孔FG和G的极限偏差 (μm)
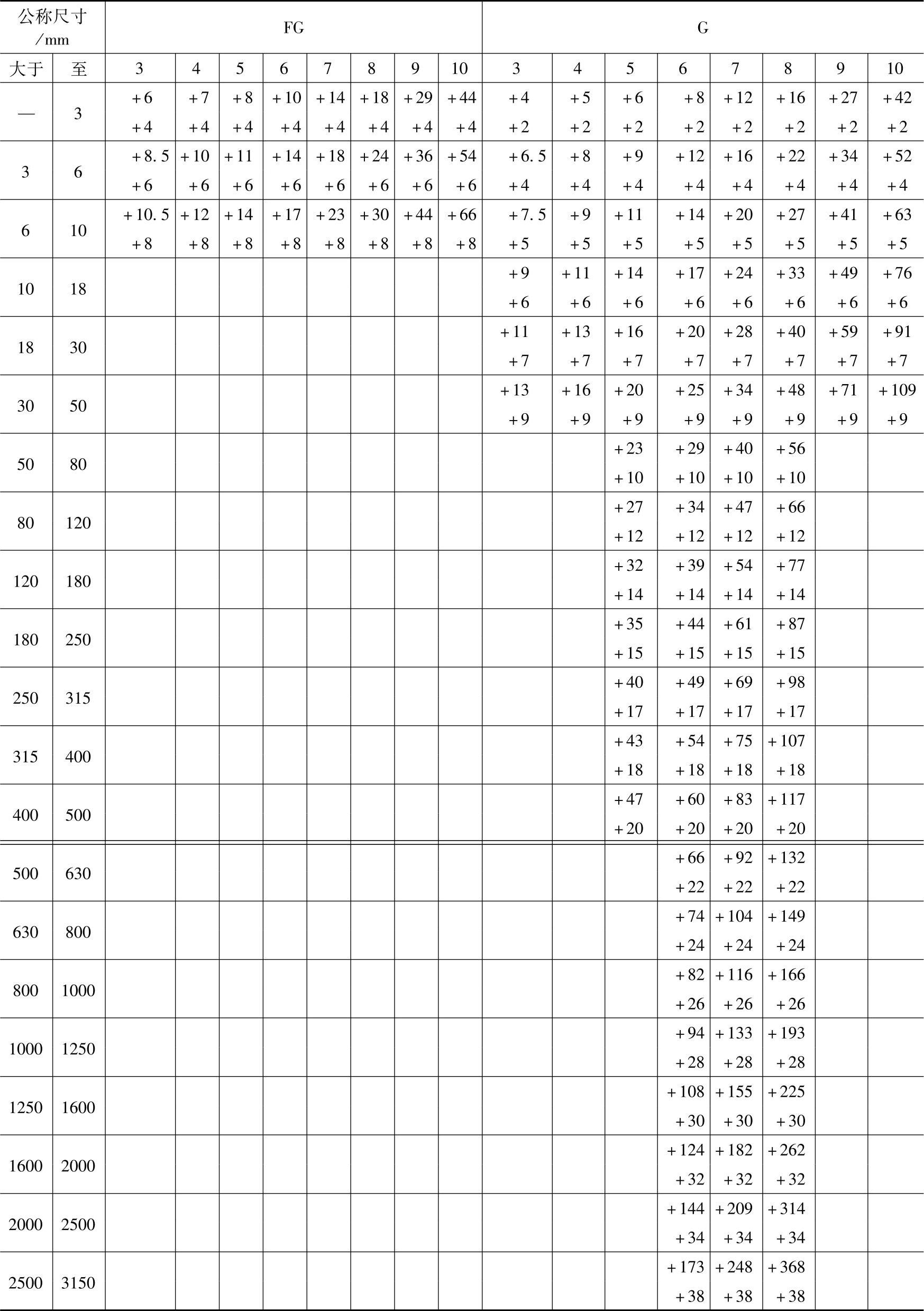
注:各级的FG主要用于精密机械和钟表制造业。
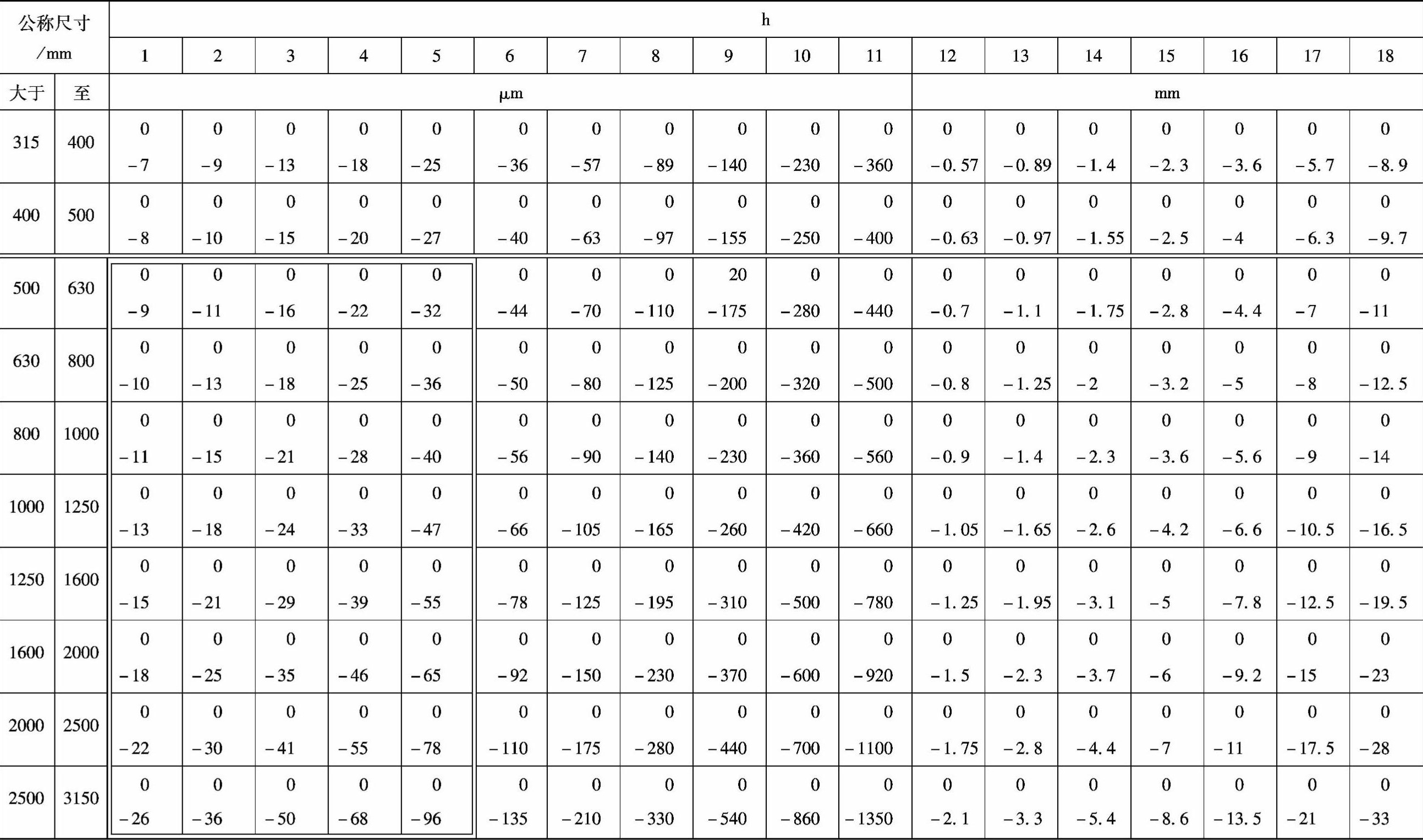
表1-13 孔H的极限偏差
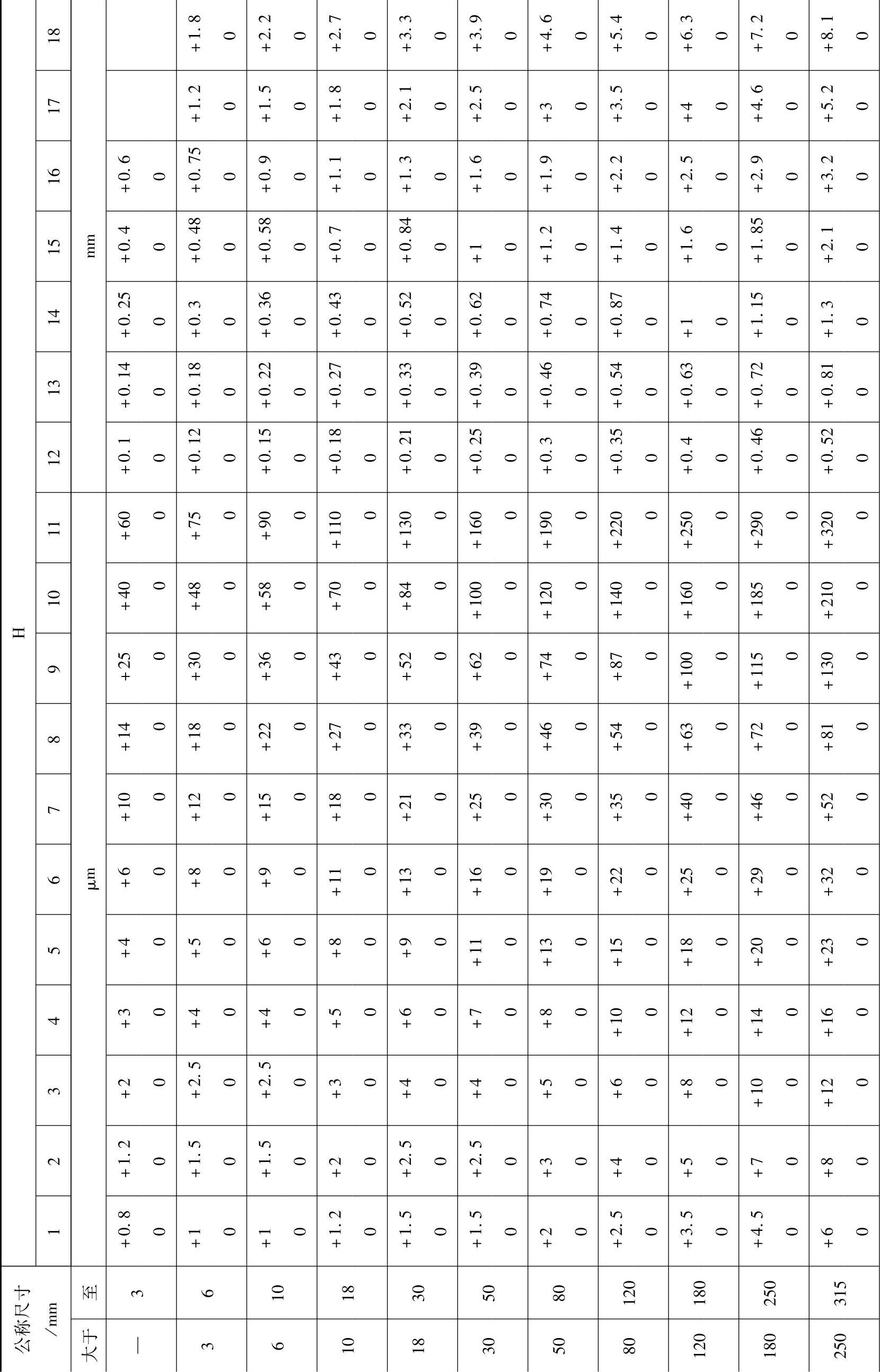
(续)
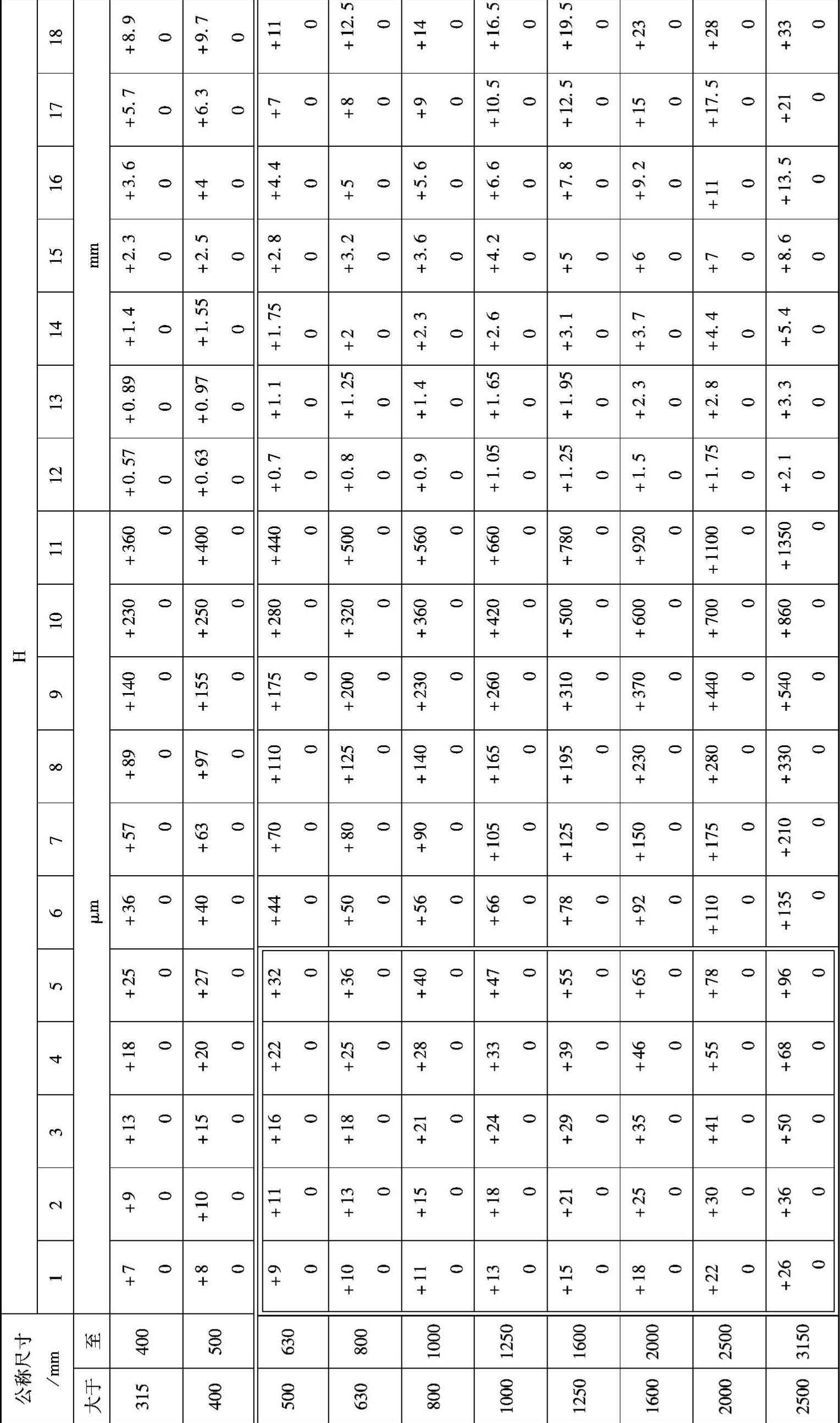
注:1.IT4至IT8只用于大于1mm的公称尺寸。
2.黑框中的数值,即公称尺寸大于500至3150mm,IT1至IT5的偏差值,为试用的。
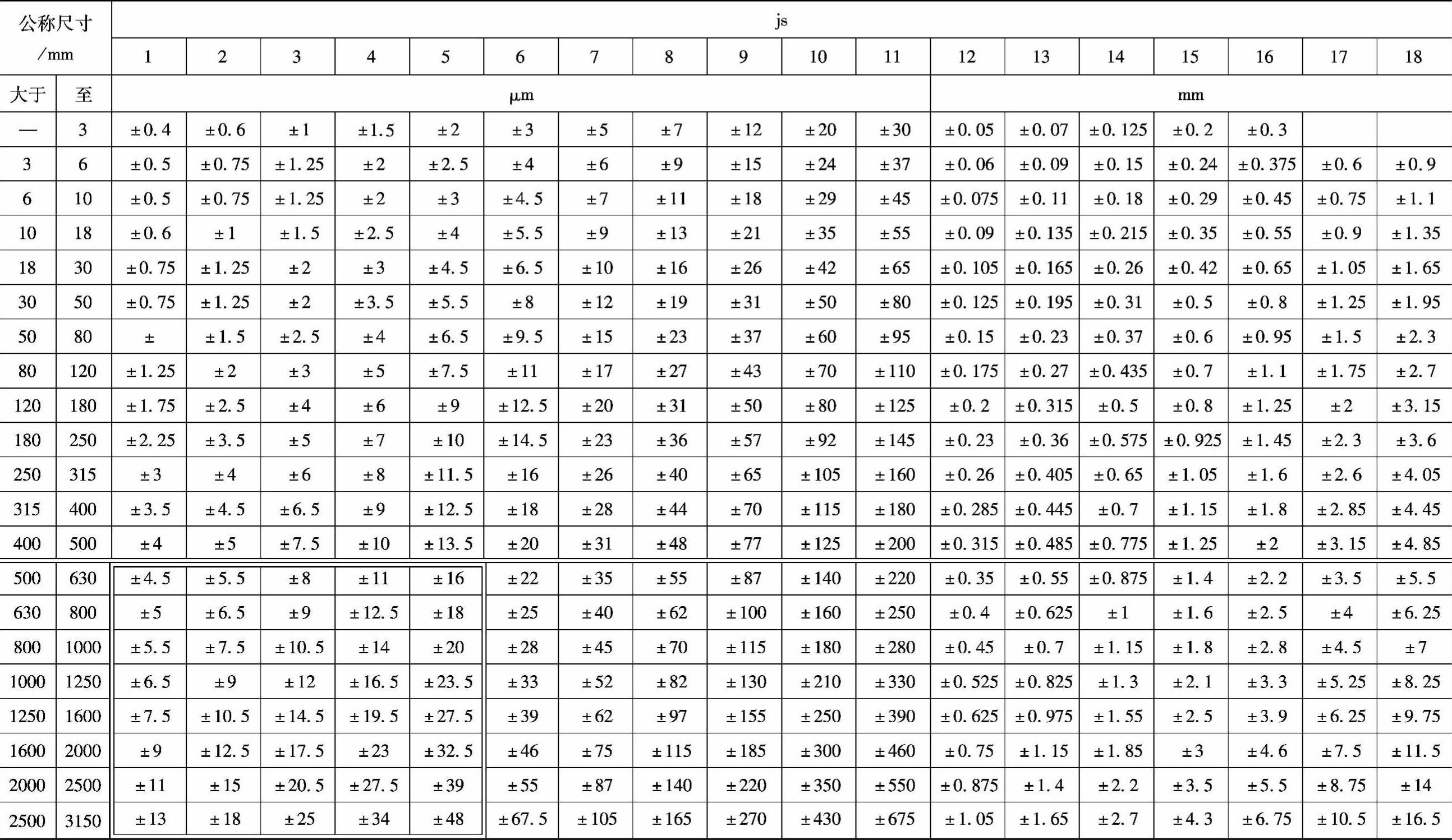
表1-14 孔JS的极限偏差
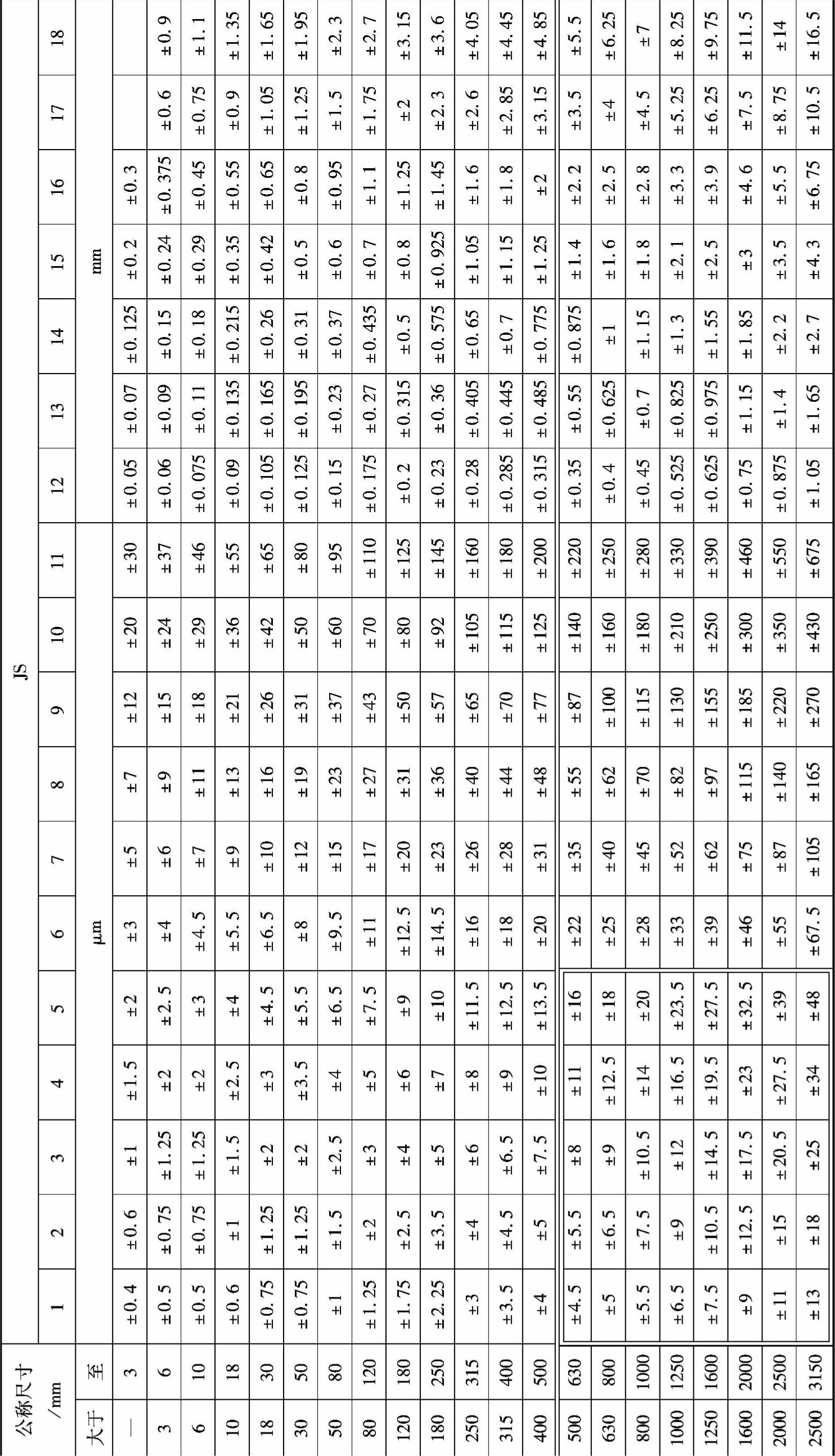
注:1.为避免相同值的重复,表列值以“±X”给出,可为ES=+X、EI=-X,例如,+0.23-0.23mm。
2.IT4至IT8只用于大于1mm的公称尺寸。
3.黑框中的数值,即公称尺寸大于500至3150mm,IT1至IT5的偏差值,为试用的。
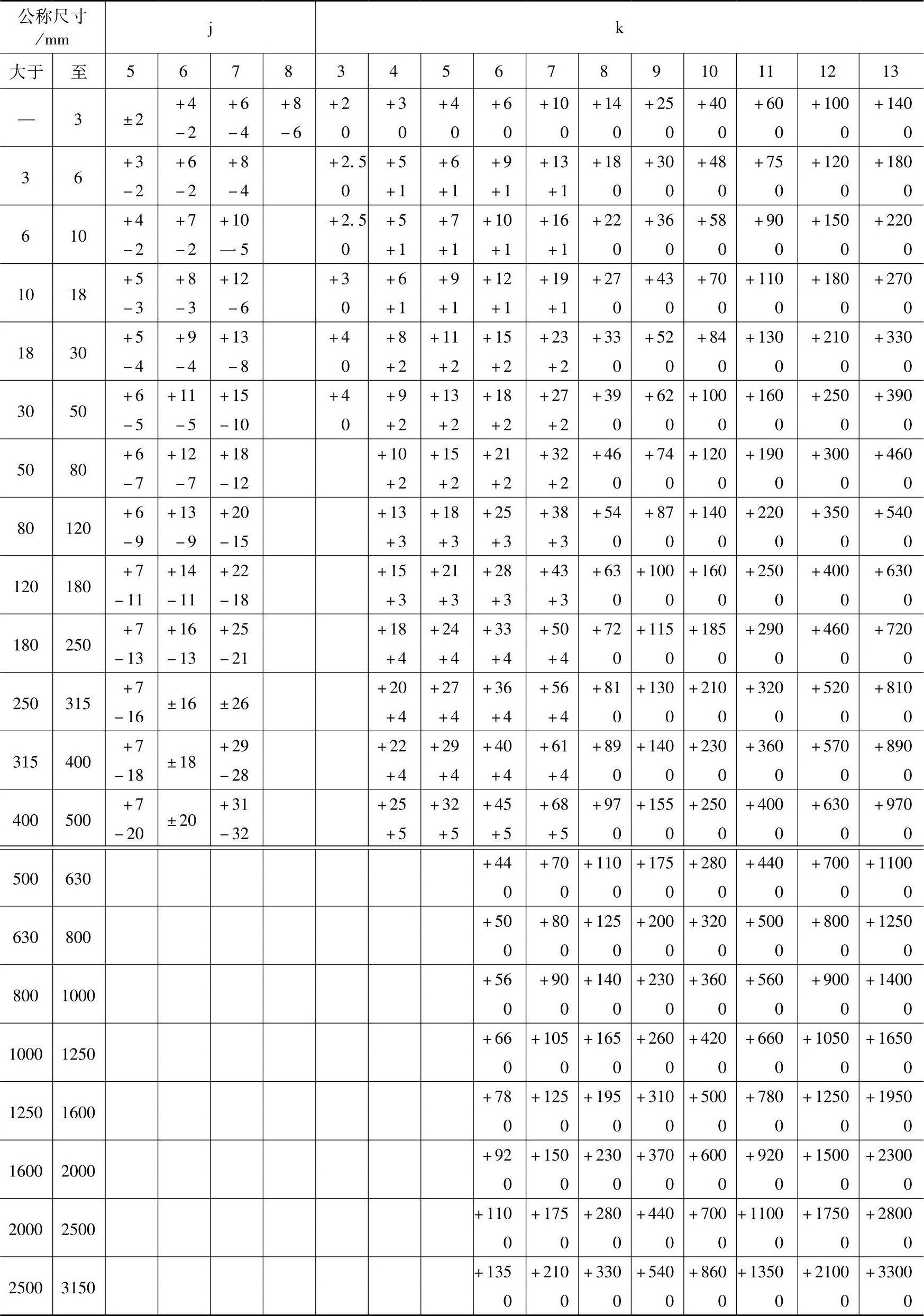
表1-15 孔J和K的极限偏差 (μm)

注:1.J9、J10等公差带对称于零线,其偏差值可见JS9、JS10等(表1-14)。
2.公称尺寸大于3mm时,大于IT8的K的偏差值不作规定。
3.公称尺寸大于3~6mm的J7的偏差值与对应尺寸段的JS7等值。
表1-16 孔M和N的极限偏差 (μm)
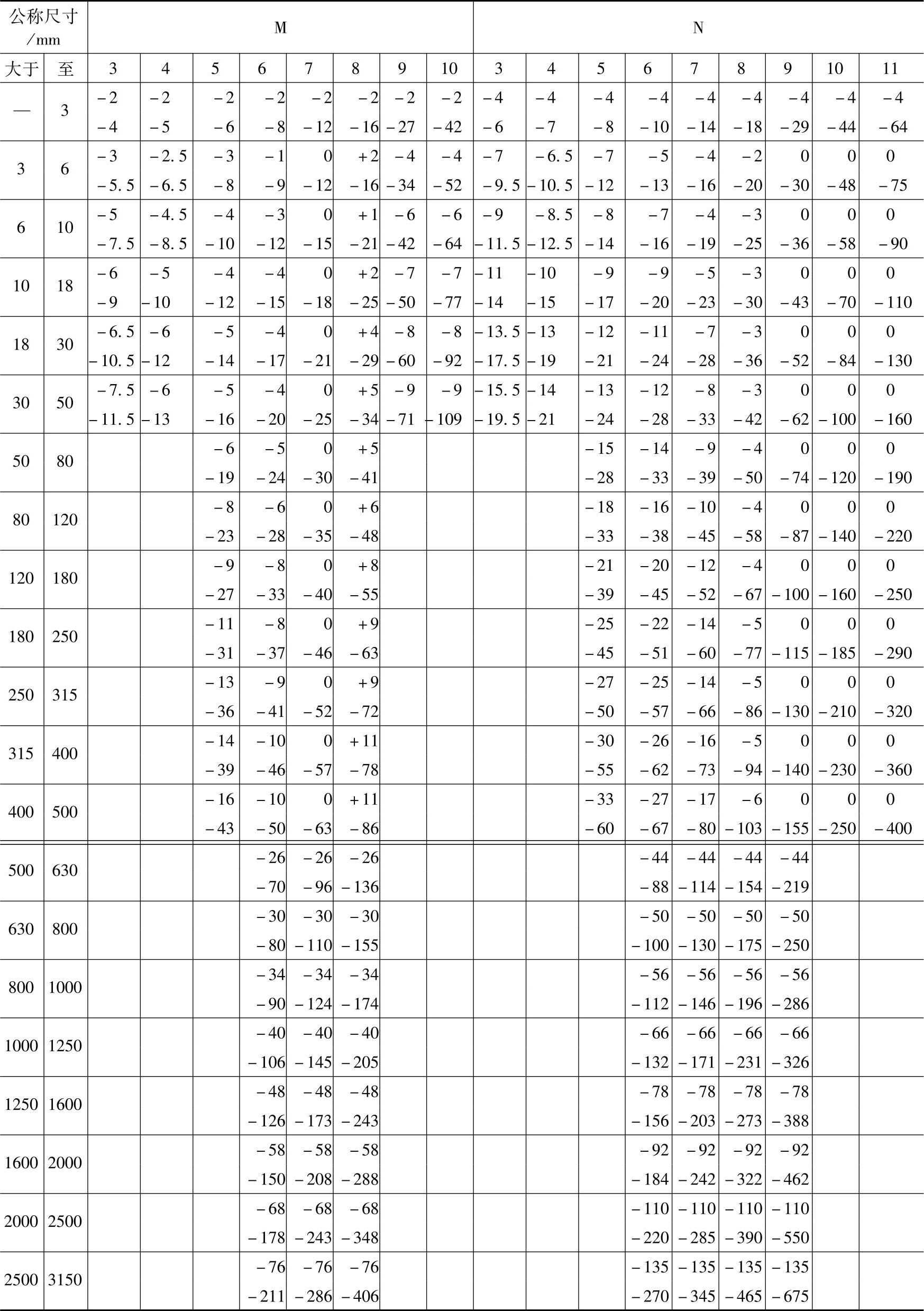
注:公差带N9,N10和N11只用于大于1mm的公称尺寸。
表1-17 孔P的极限偏差 (μm)

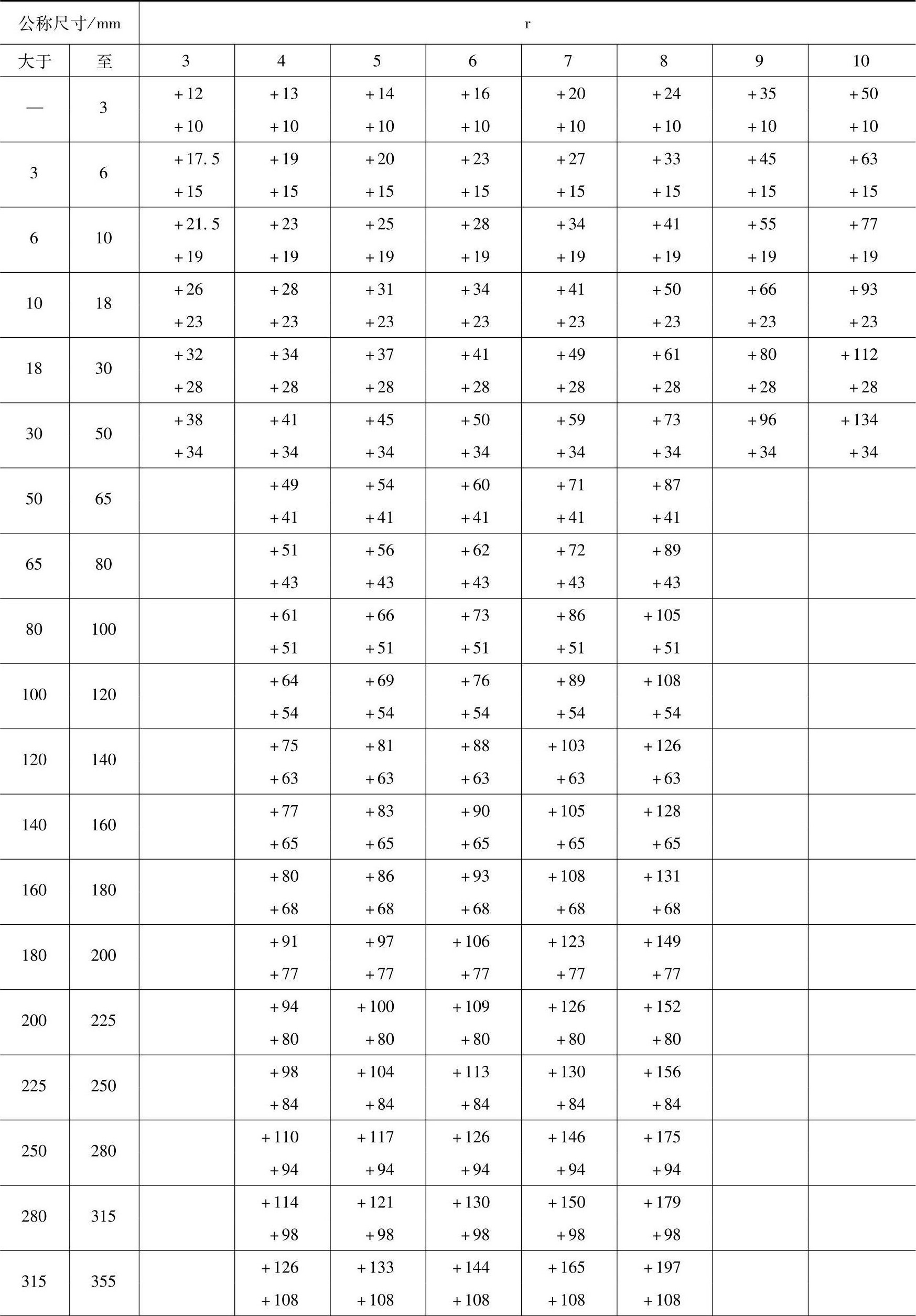
表1-18 孔R的极限偏差 (μm)
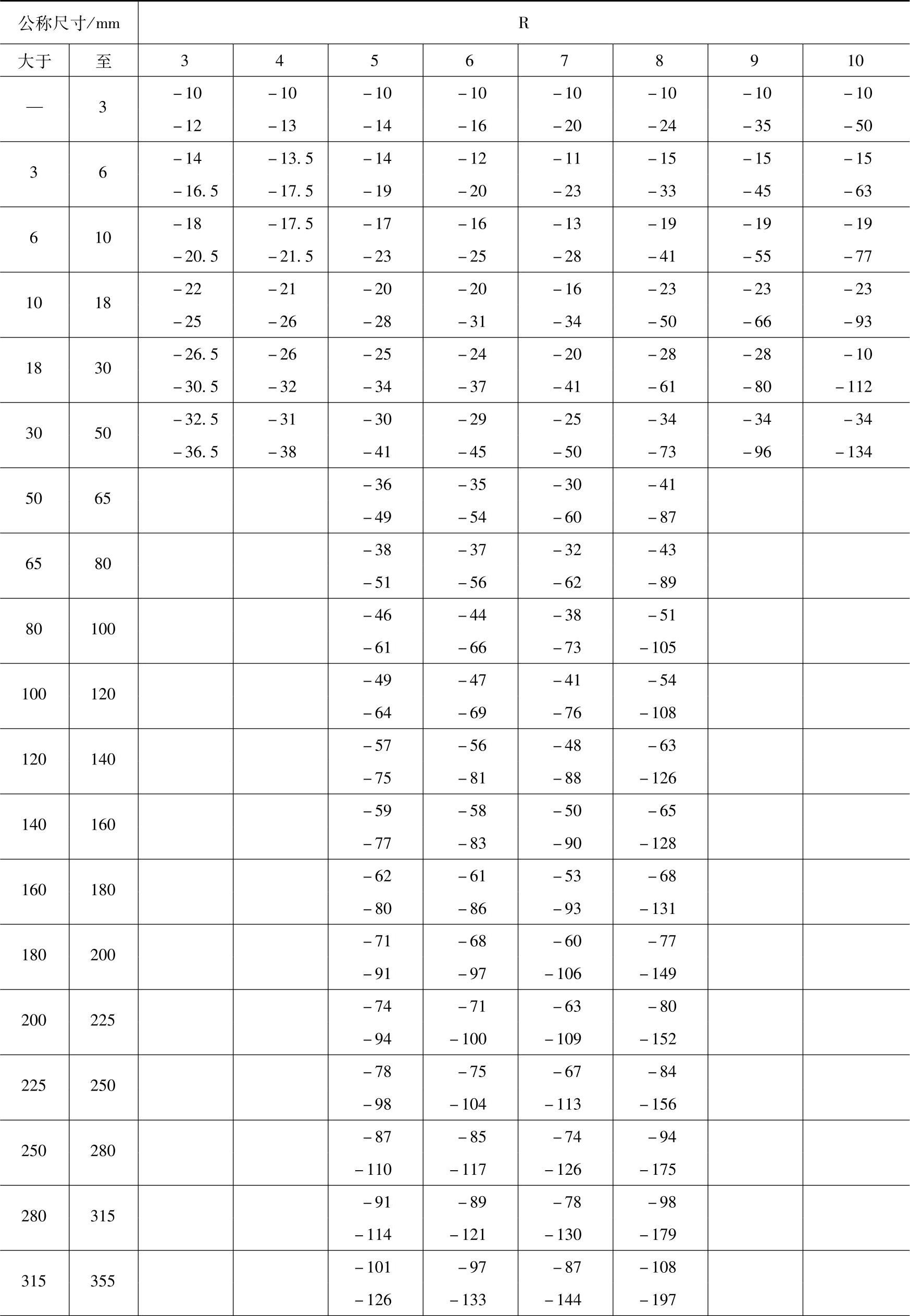
(续)
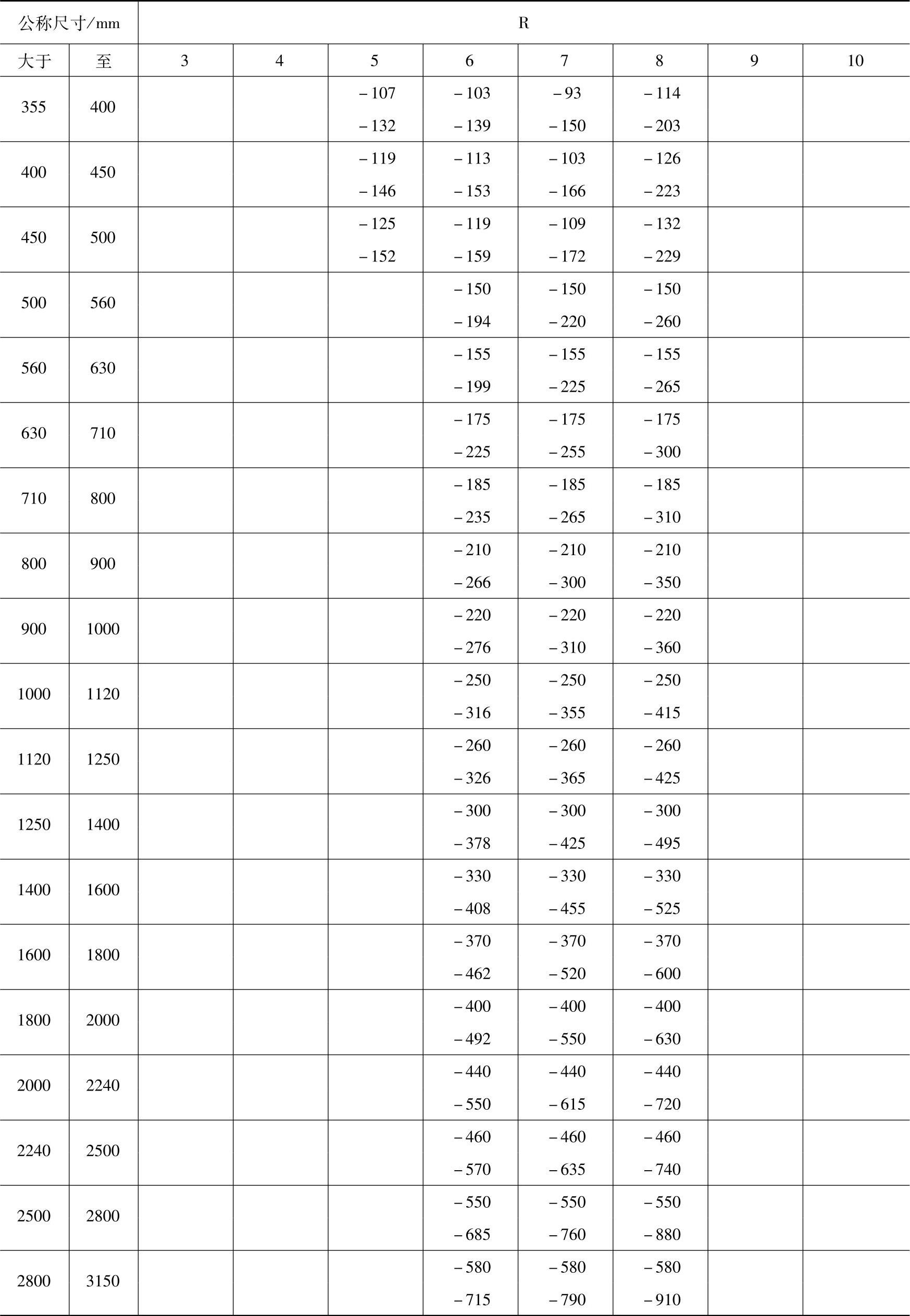
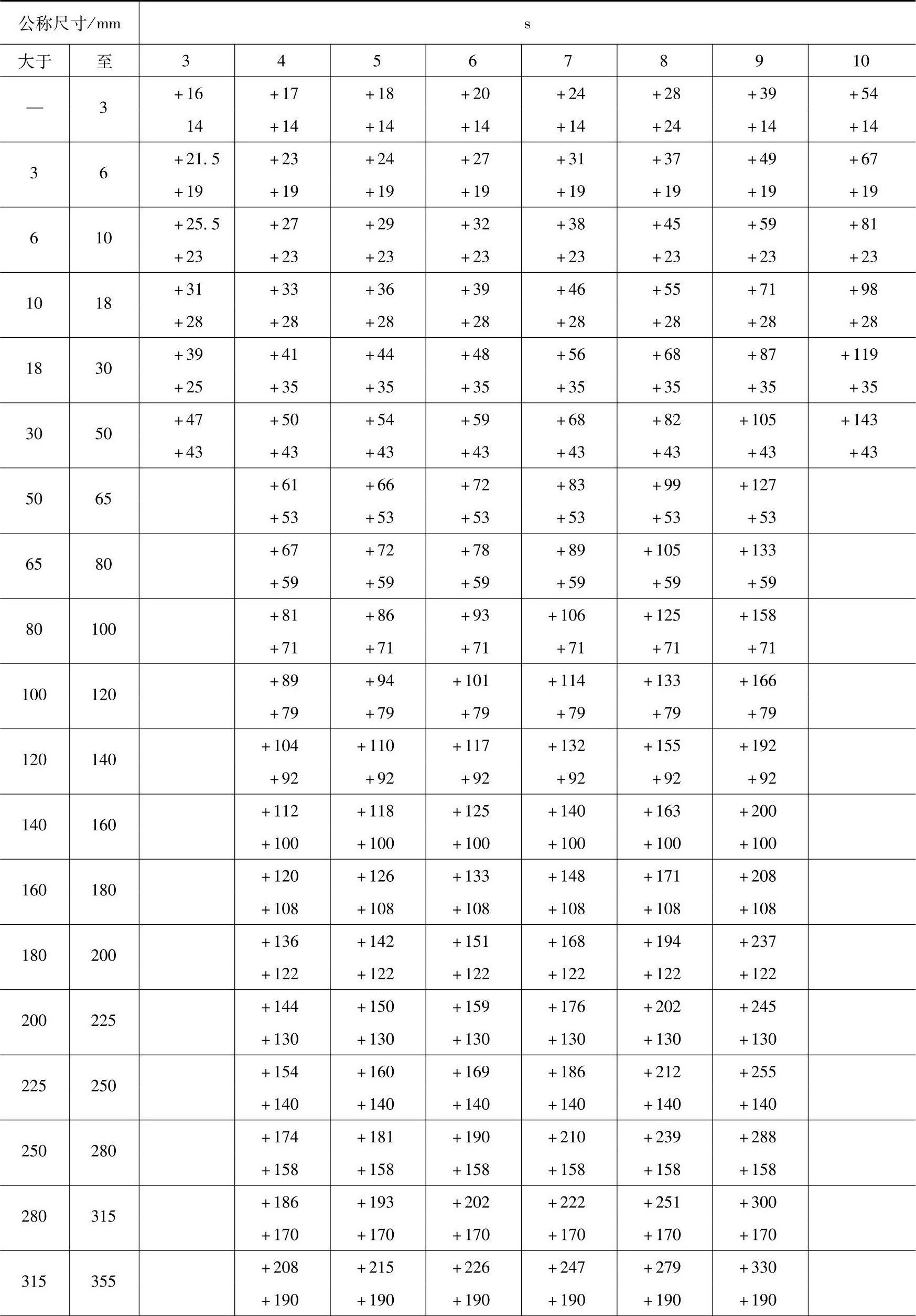
表1-19 孔S的极限偏差 (μm)

(续)
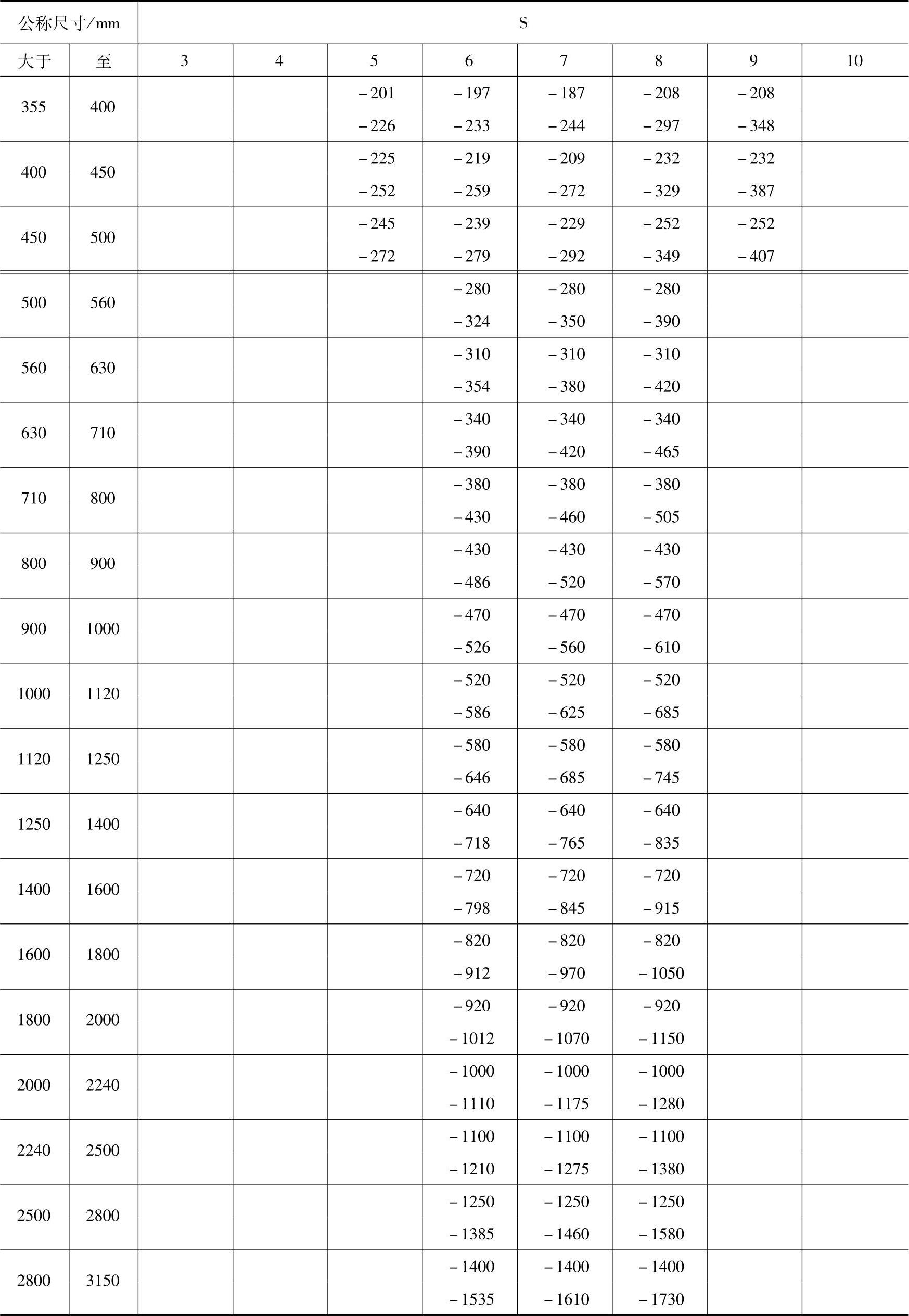
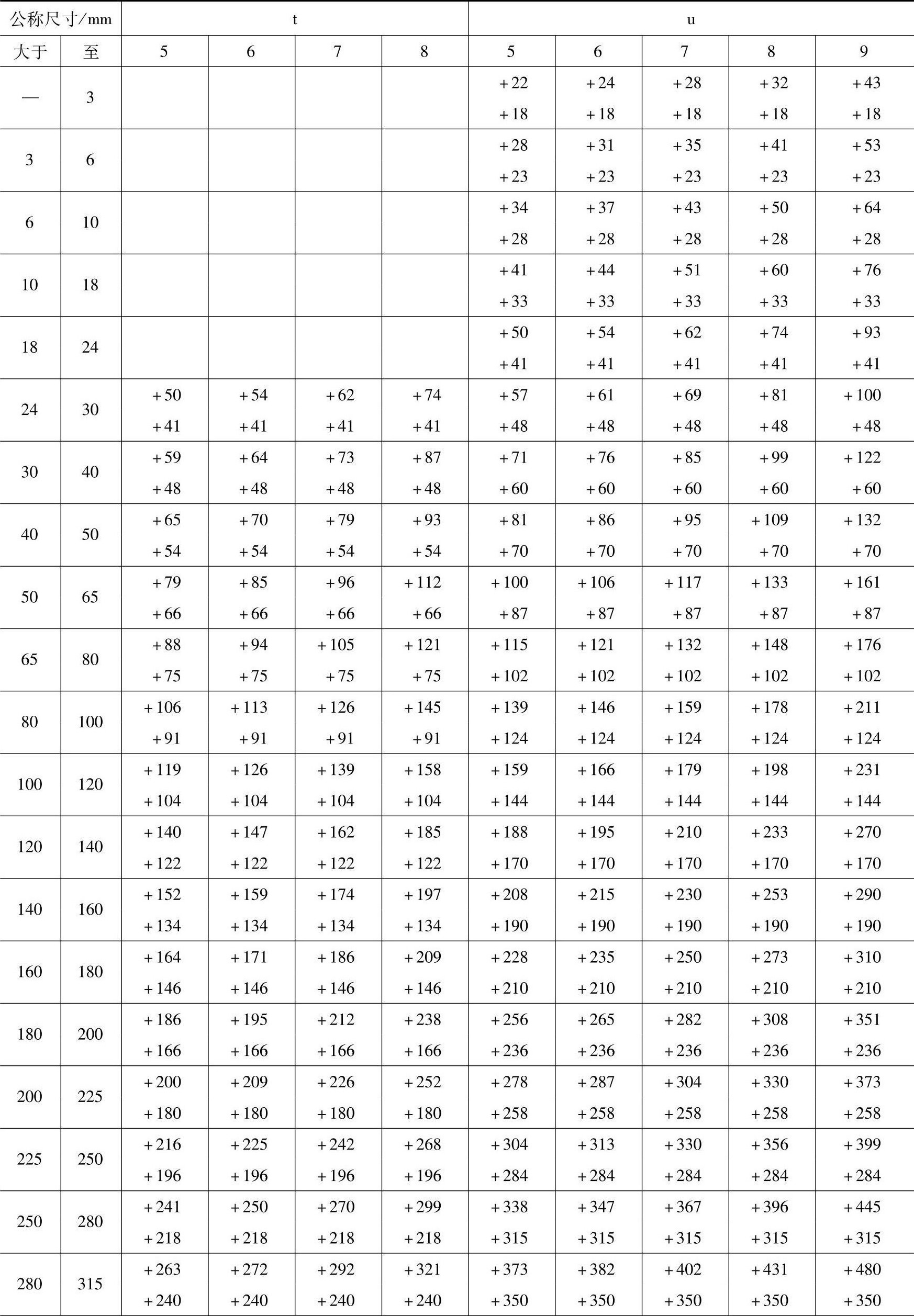
表1-20 孔T和U的极限偏差 (μm)
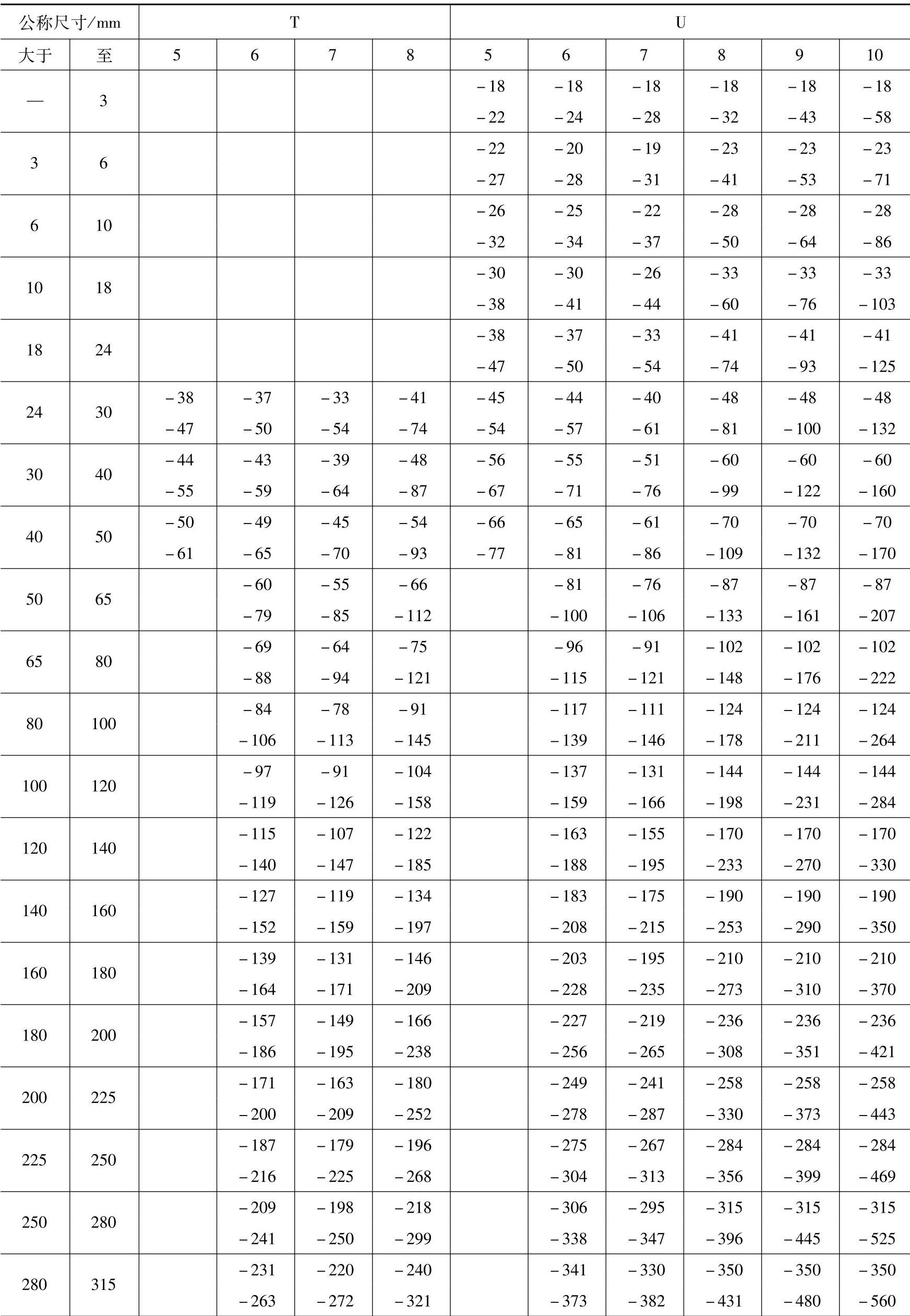
(续)

注:公称尺寸至24mm的T5至T8的偏差值未列入表内,建议以U5至U8代替。如非要T5至T8,则可按GB/T 1800.1计算。
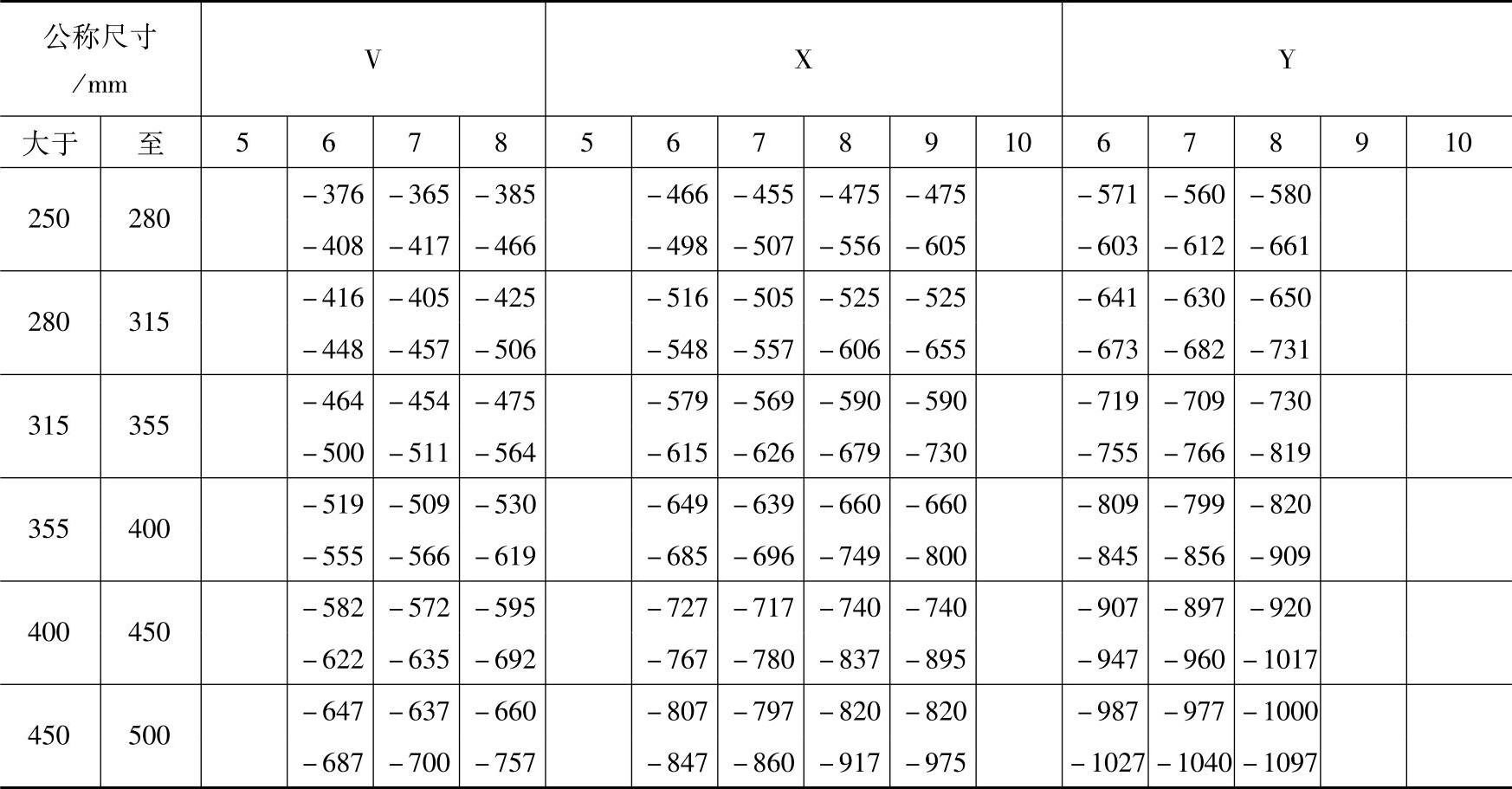
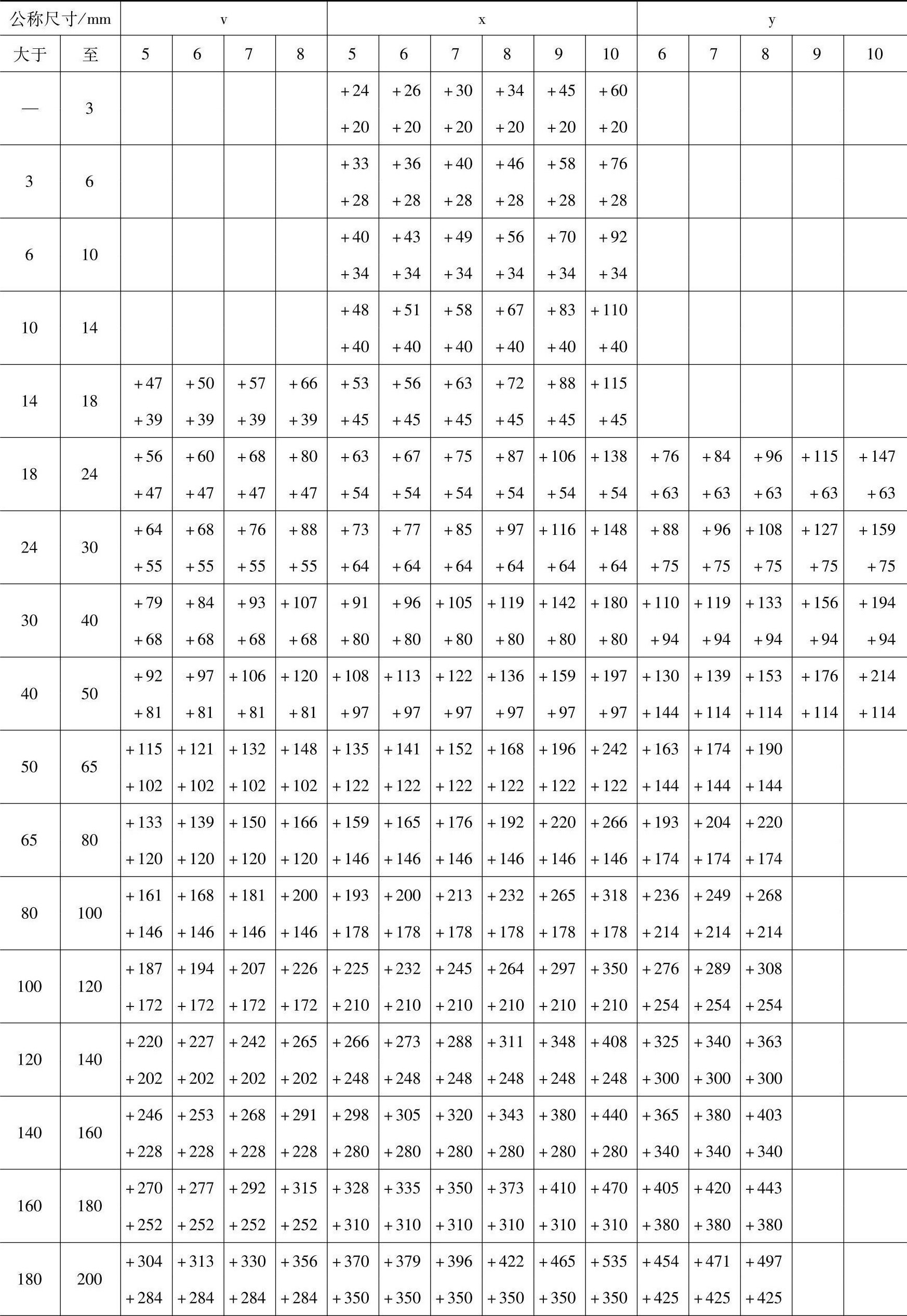
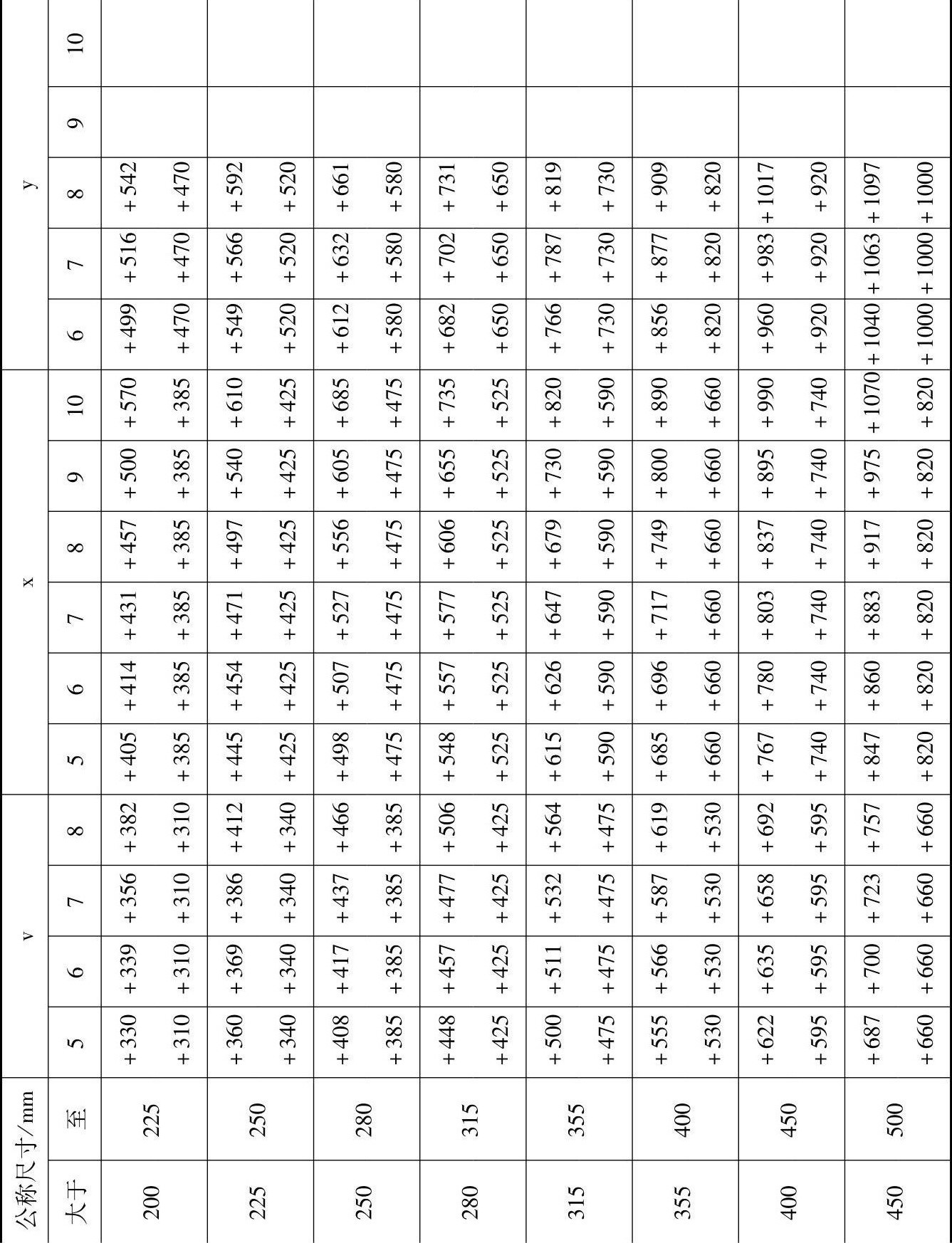
表1-21 孔V、X和Y的极限偏差 (μm)
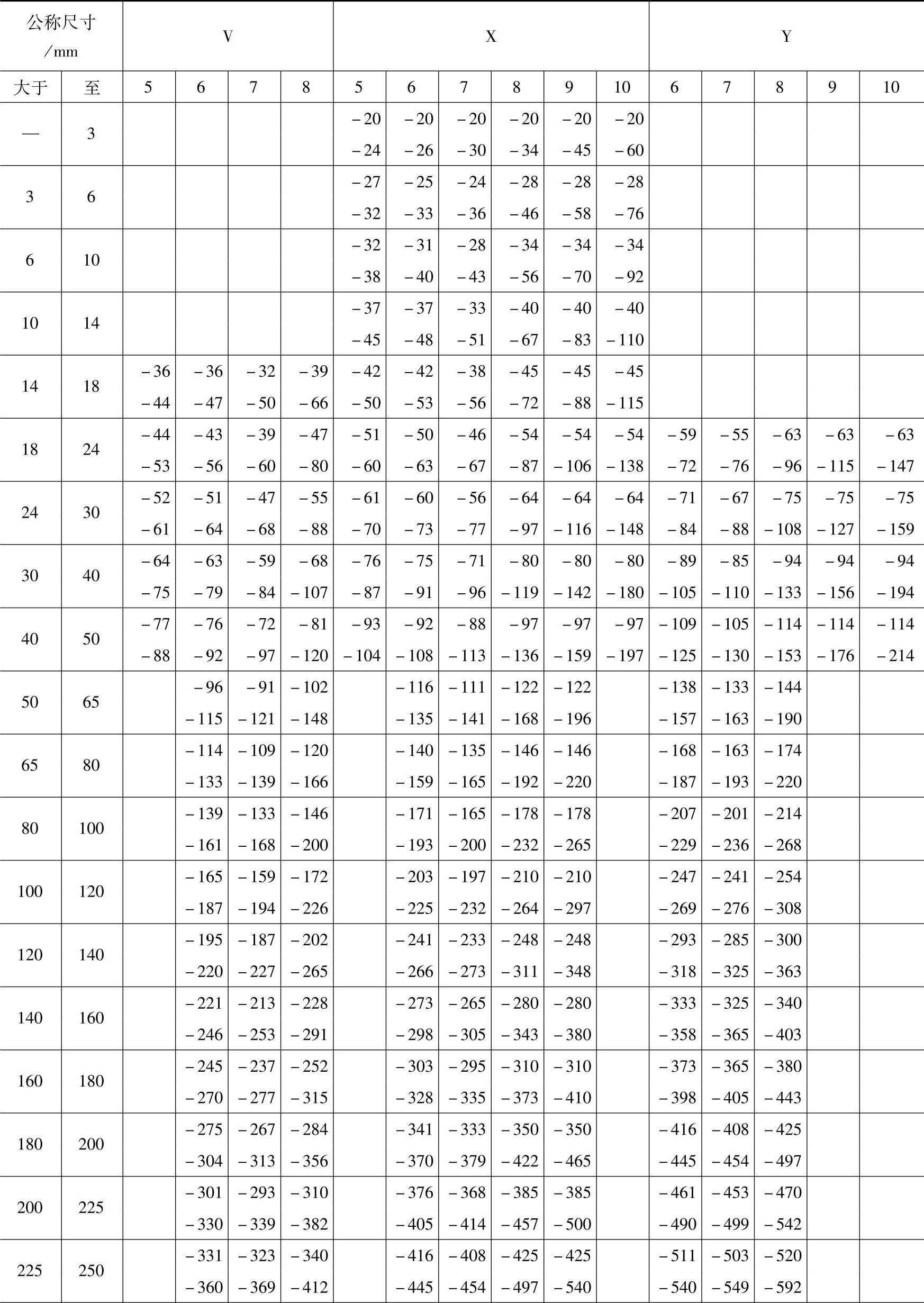
(续)
注:1.公称尺寸至14mm的V5至V8的偏差值未列入表内,建议以X5至X8代替。如非要V5至V8,则可按GB/T1800.1计算。
2.公称尺寸至18mm的Y6至Y10的偏差值未列入表内,建议以Z6至Z10代替。如非要Y6至Y10,则可按GB/T 1800.1计算。
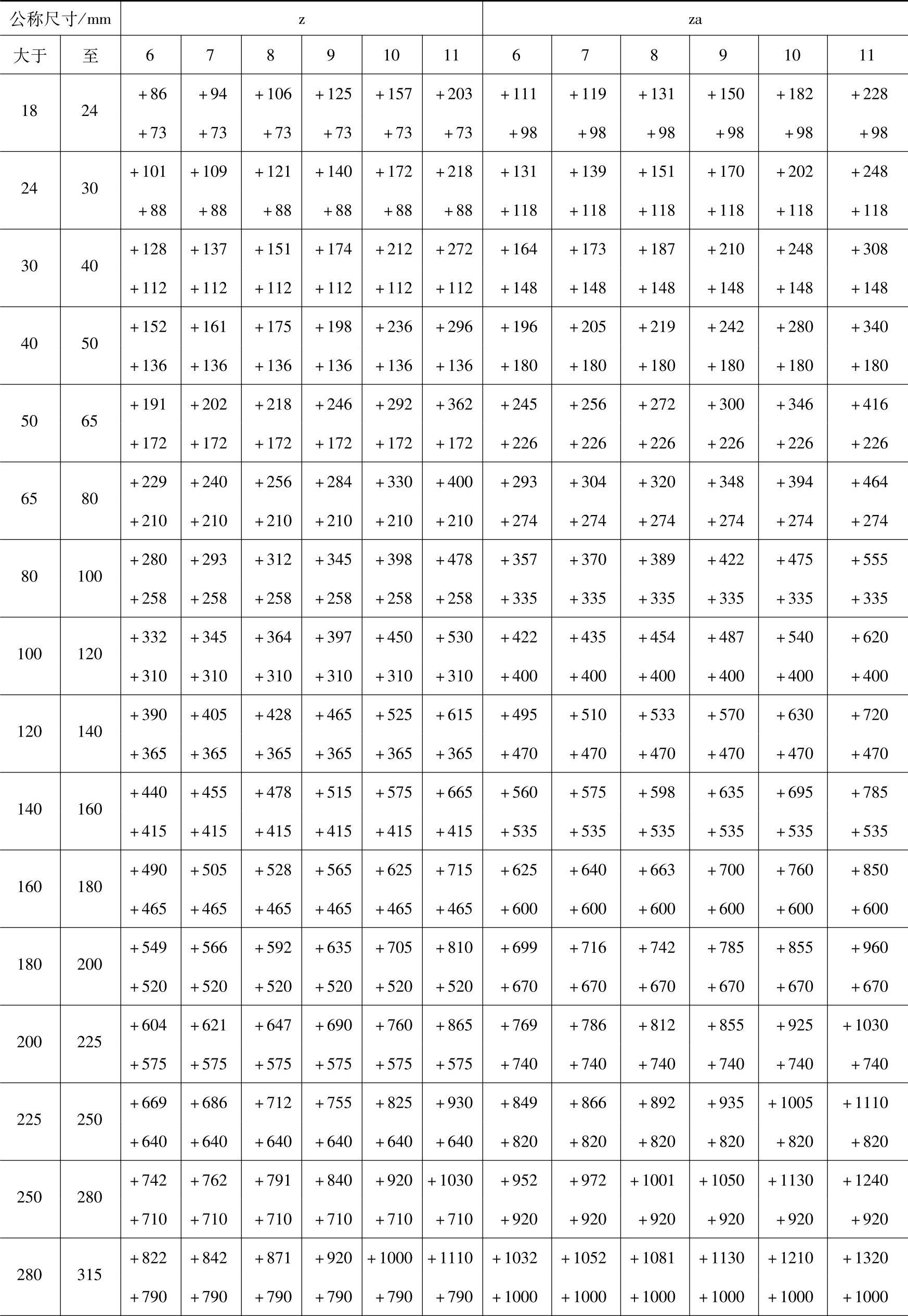
表1-22 孔Z和ZA的极限偏差 (μm)
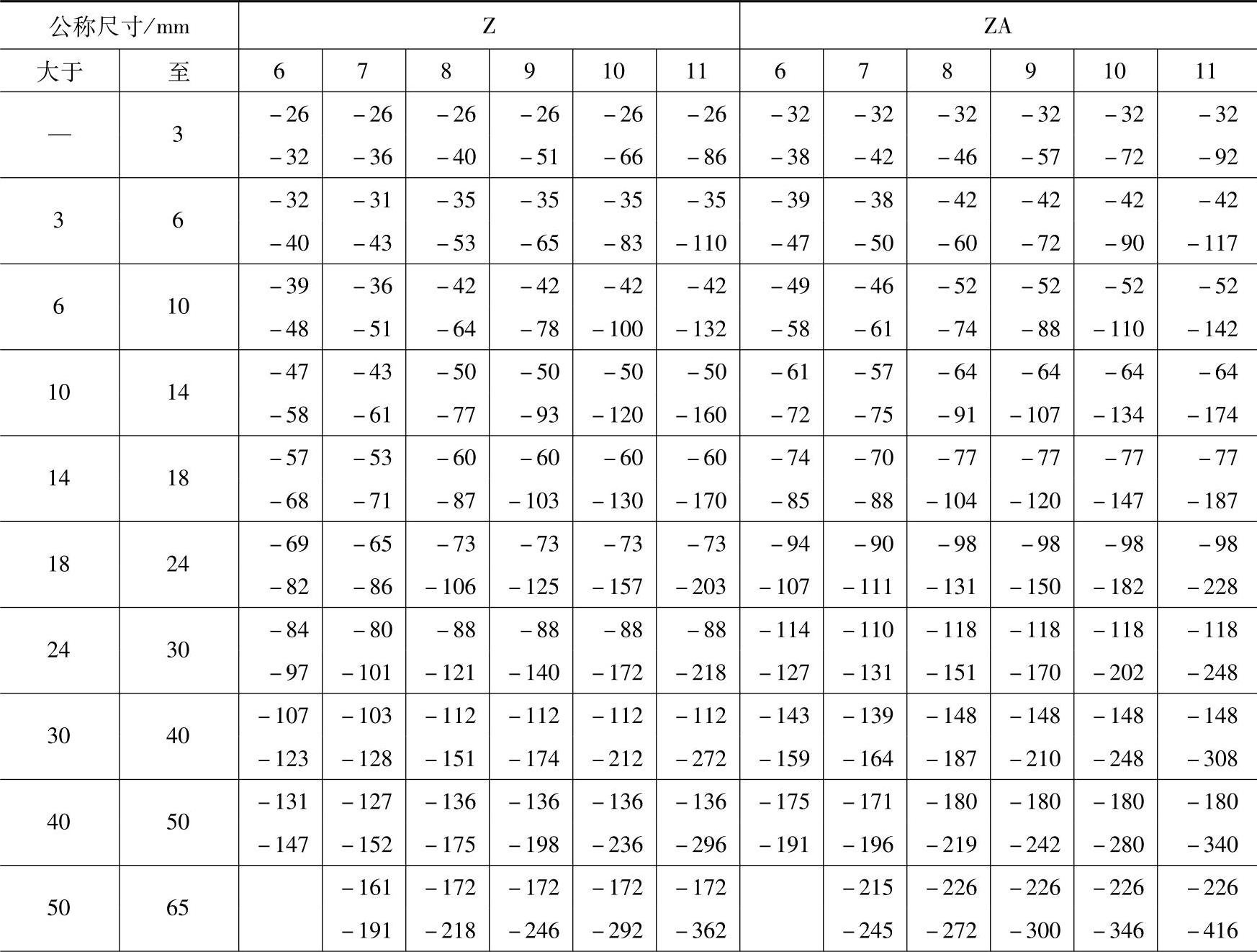
(续)
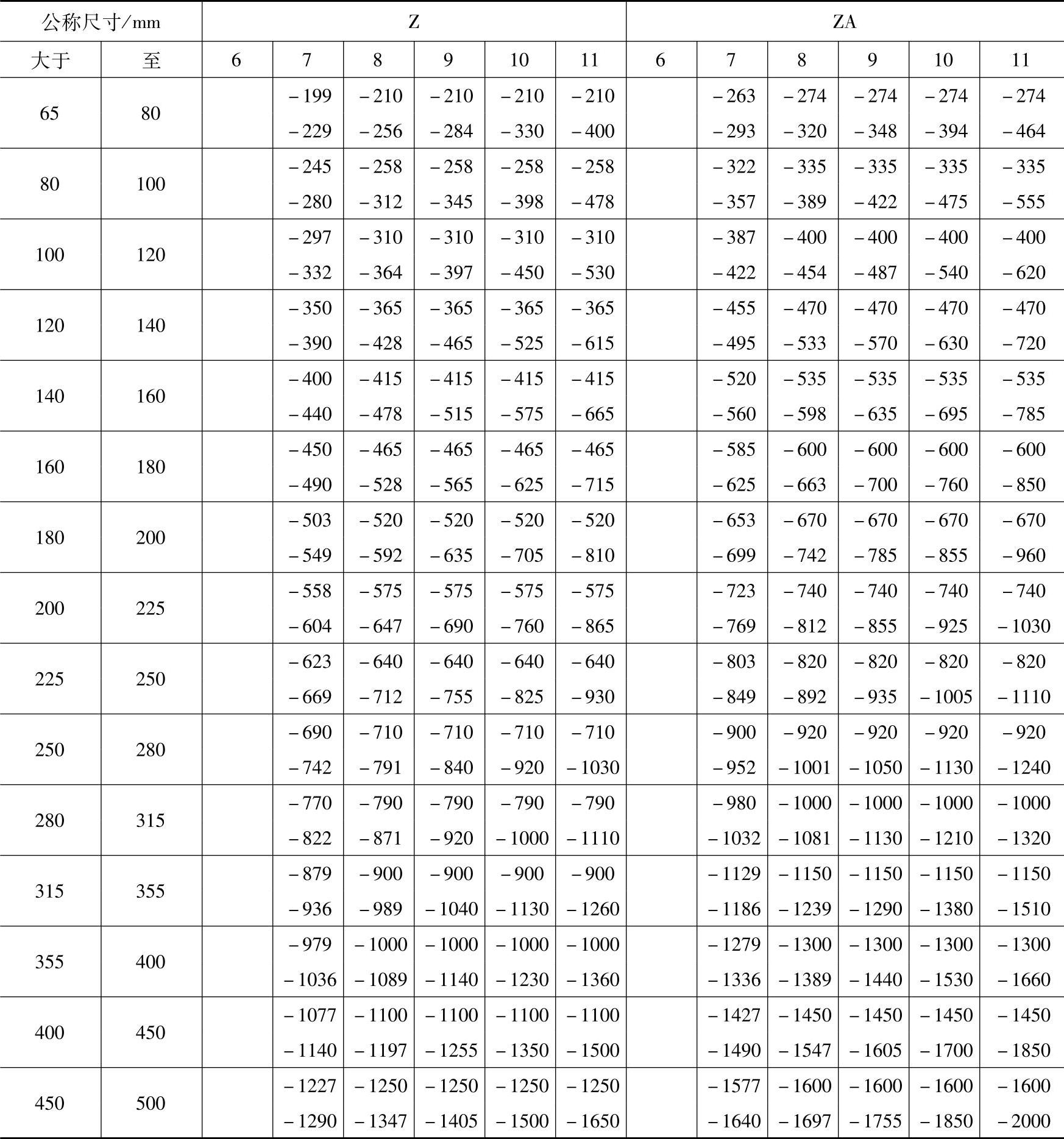
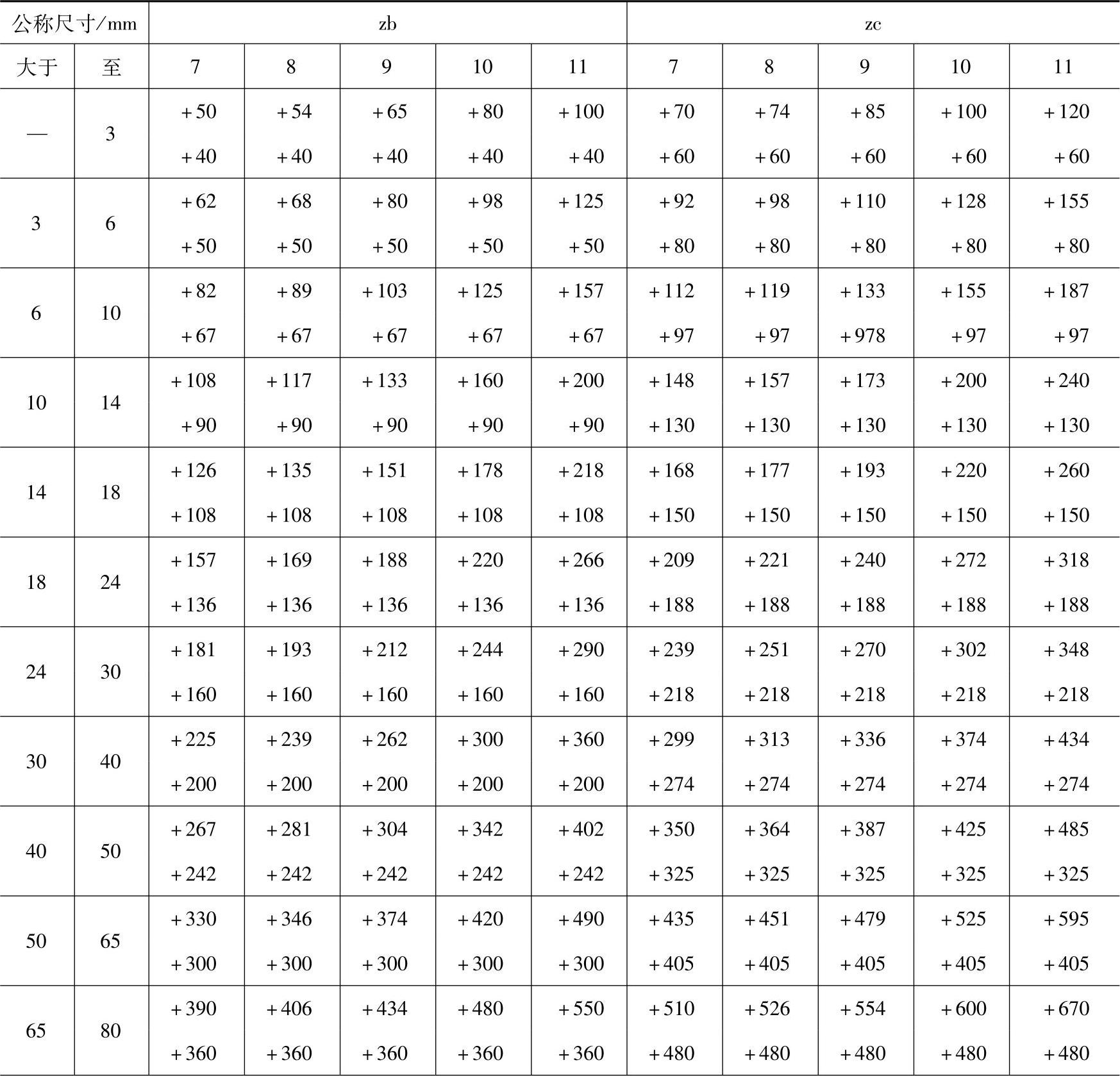
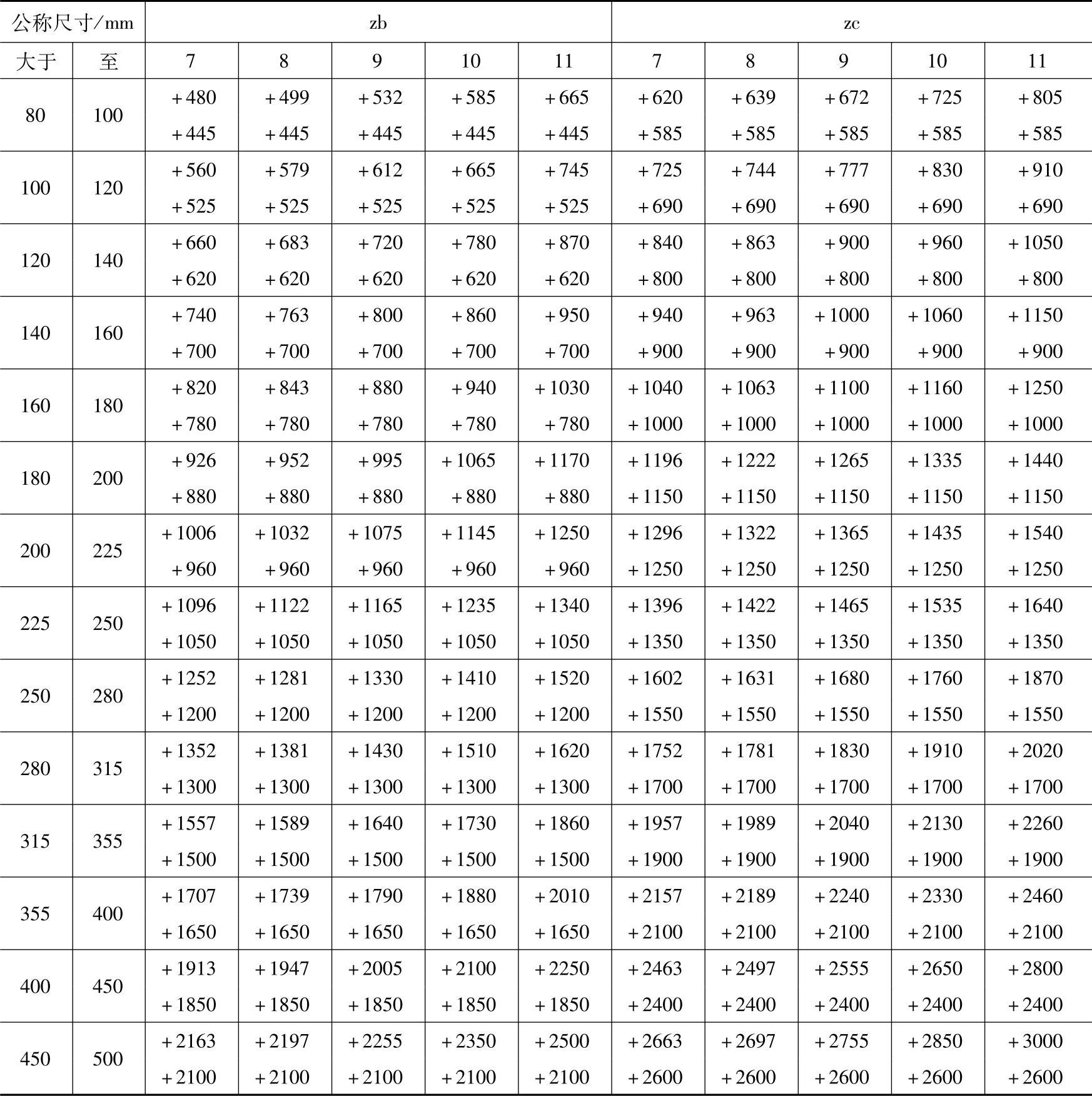
表1-23 孔ZB和ZC的极限偏差 (μm)

(续)(https://www.xing528.com)
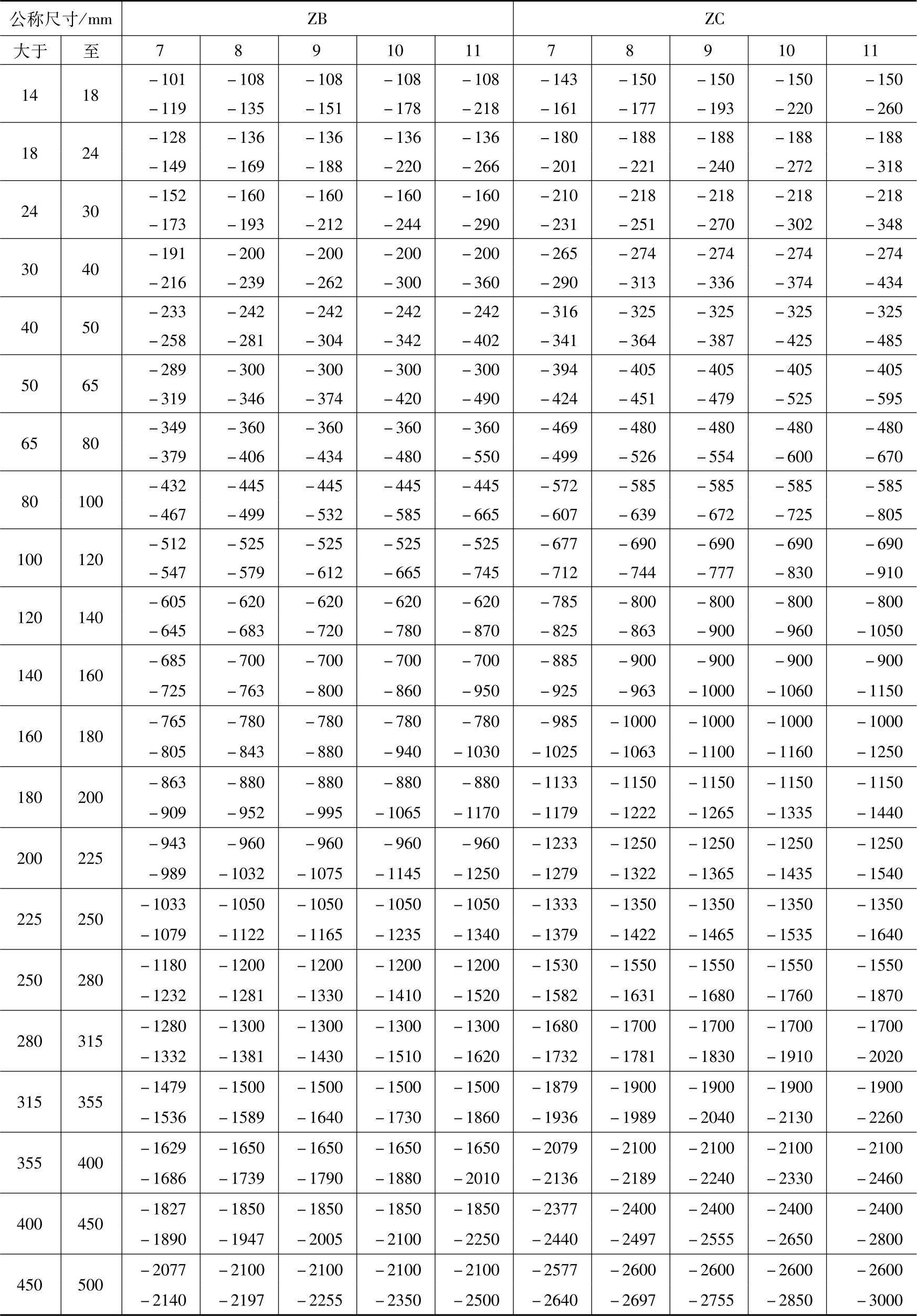
表1-24 轴a、b和c的极限偏差 (μm)
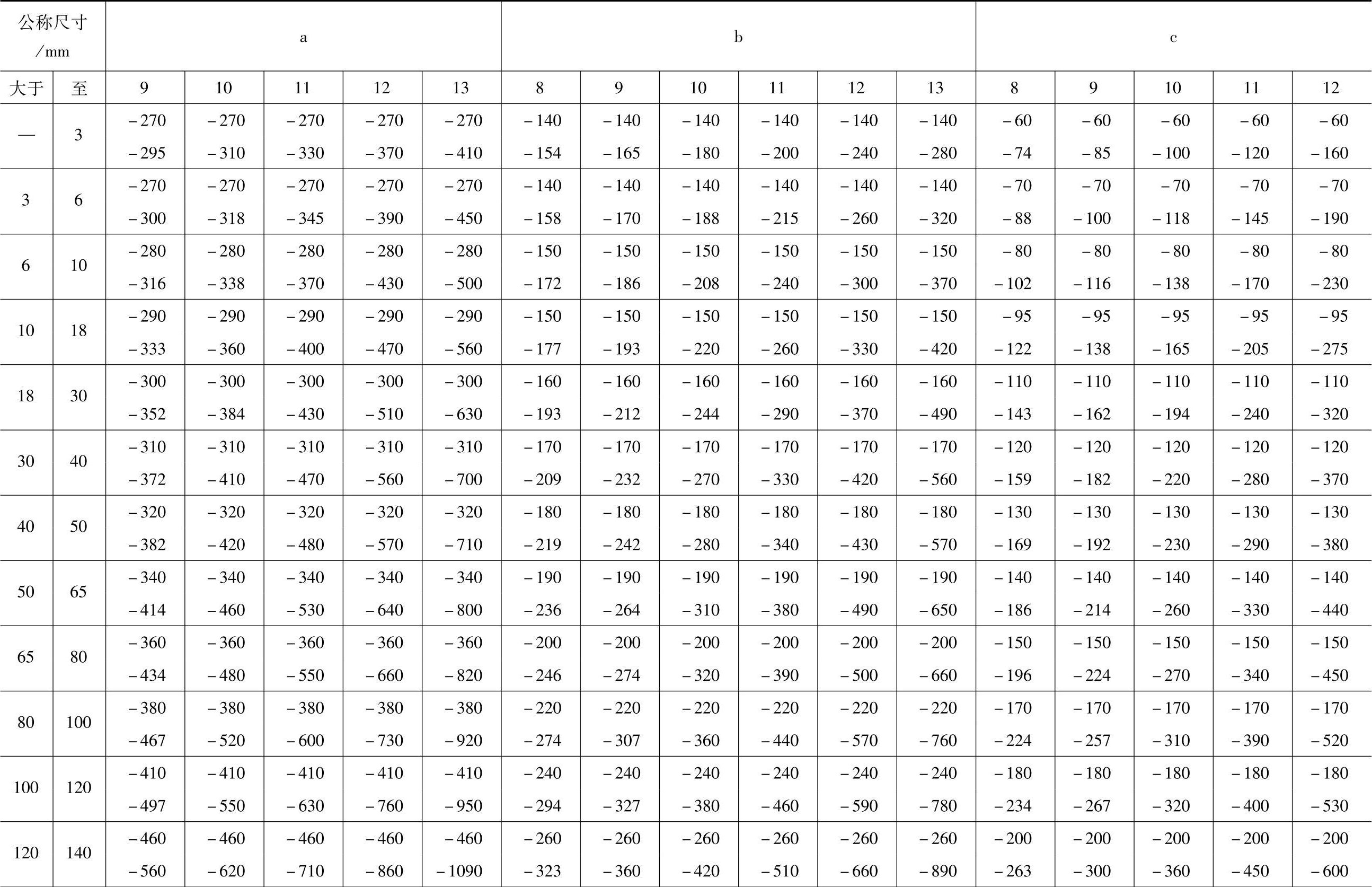
(续)

注:1.公称尺寸小于1mm时,各级的a和b均不采用。
表1-25 轴cd和d的极限偏差 (μm)
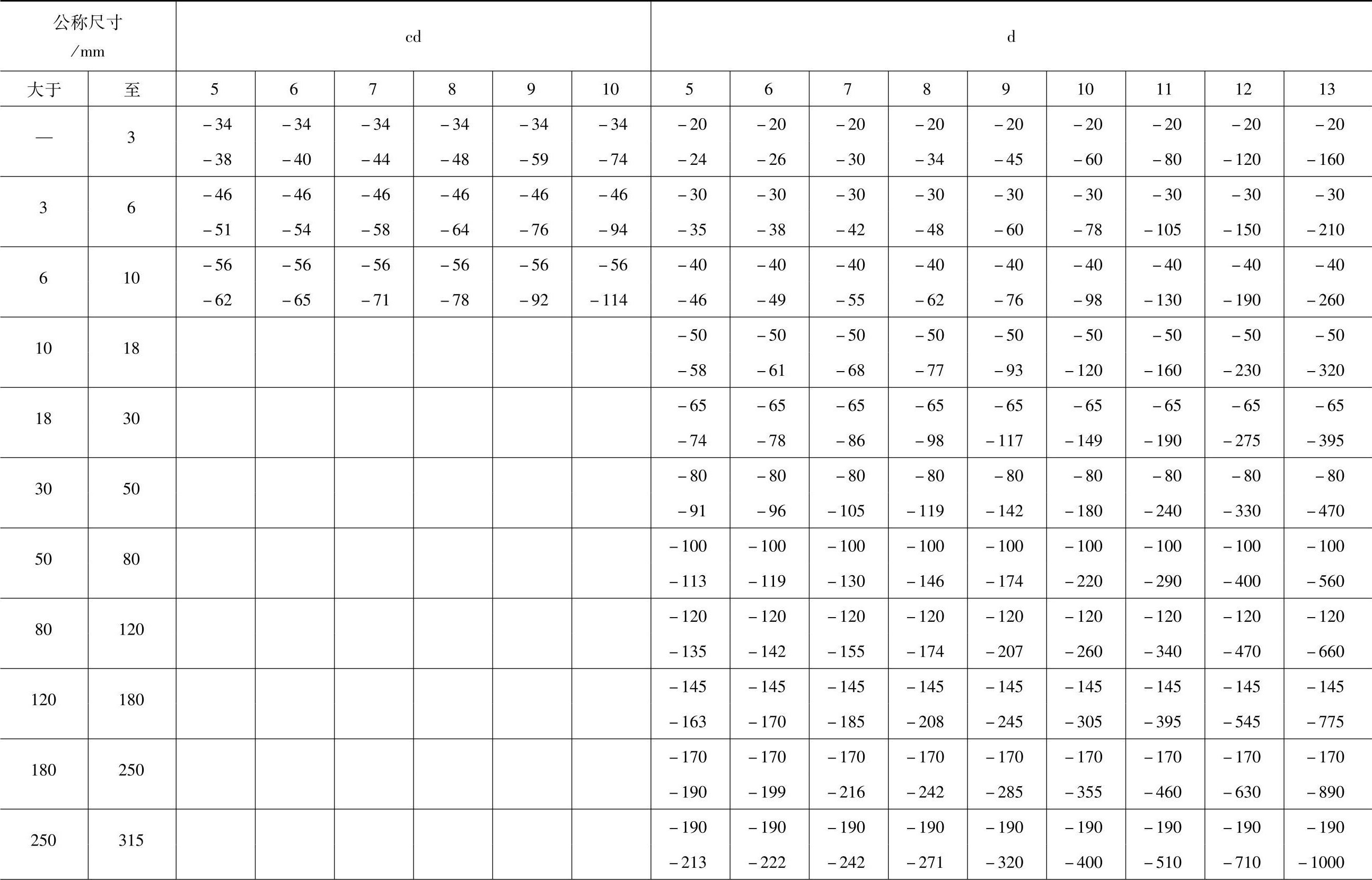
(续)
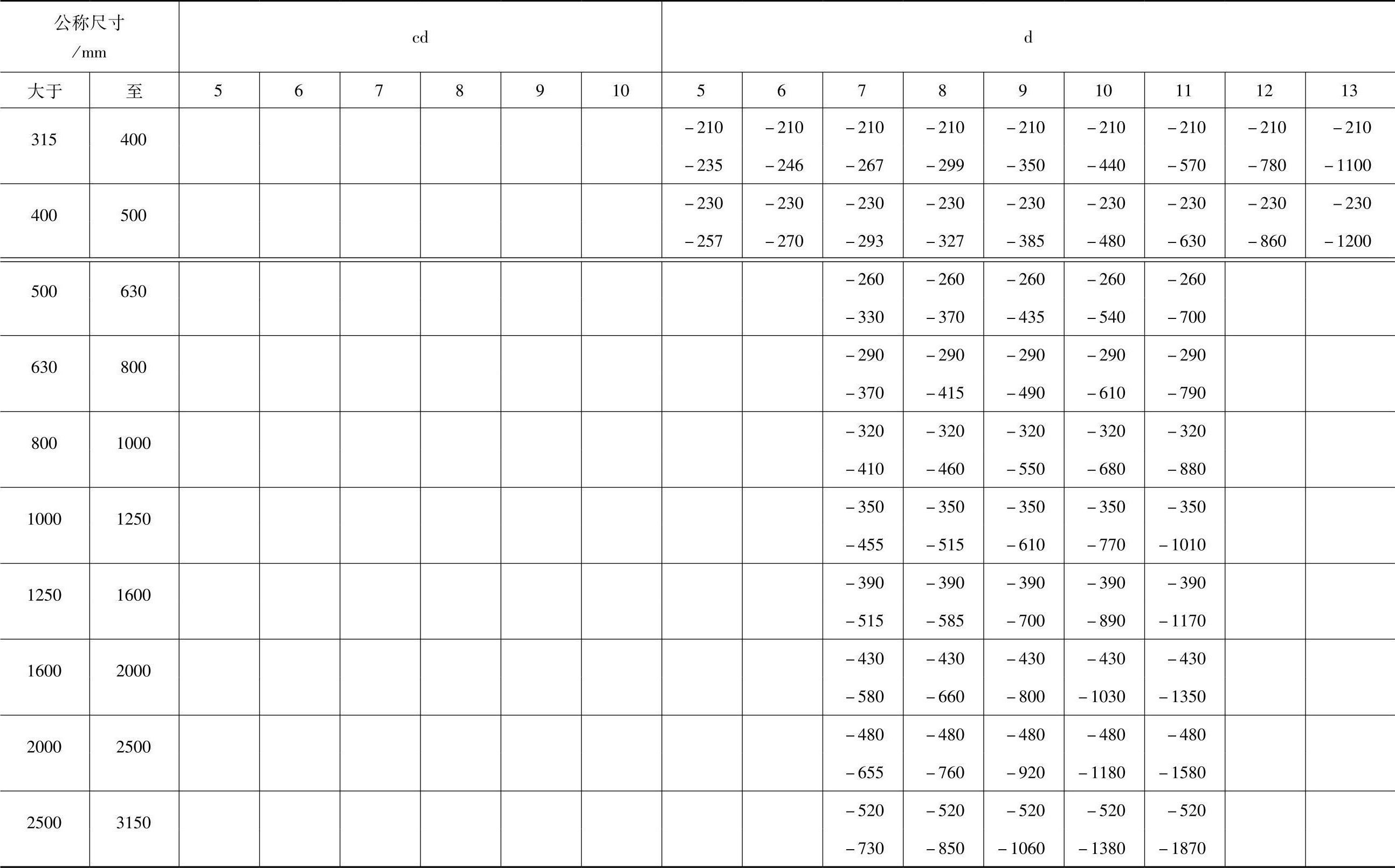
注:各级的cd主要用于精密机械和钟表制造业。
表1-26 轴e和ef的极限偏差 (μm)
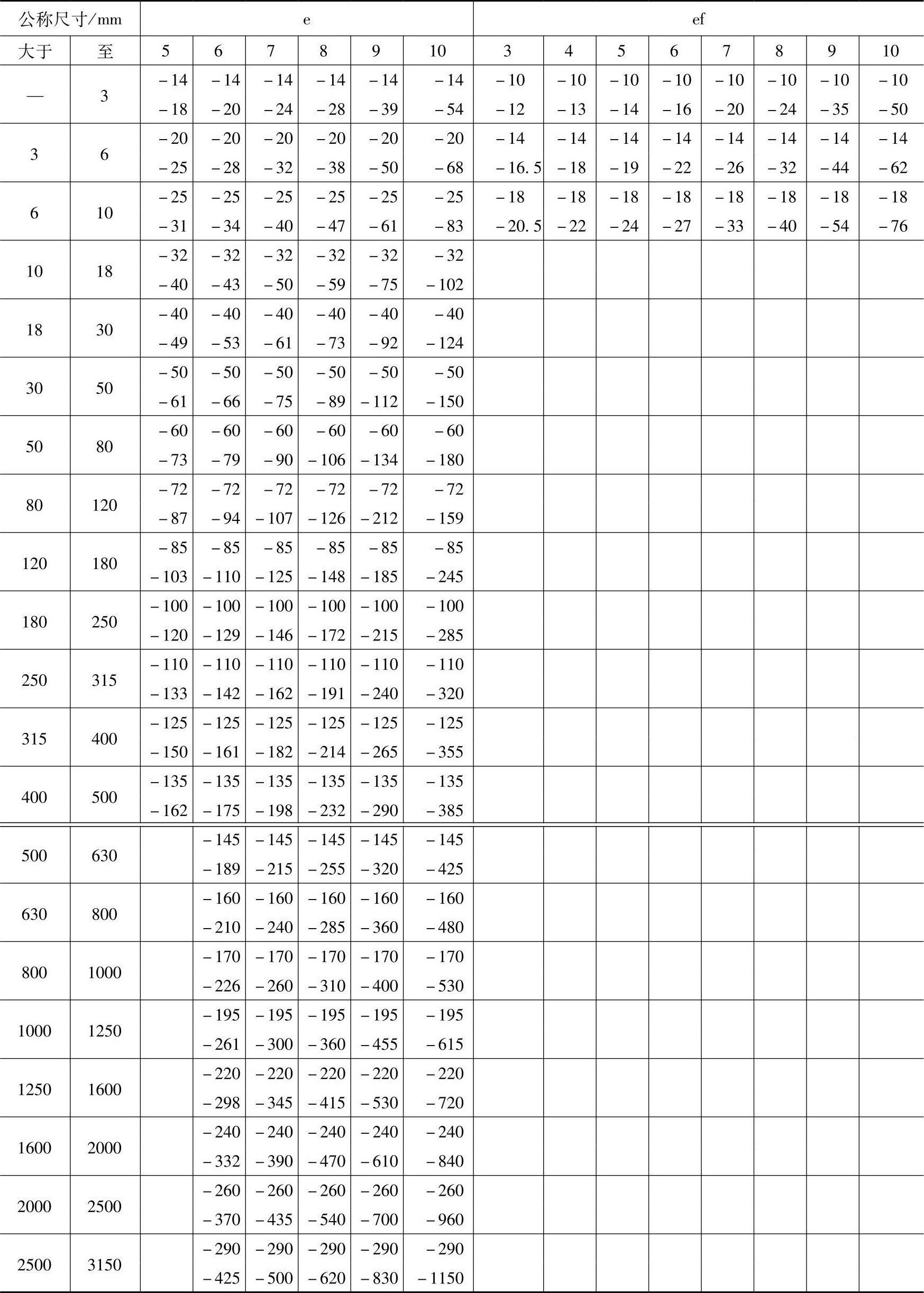
注:各级的ef主要用于精密机械和钟表制造业。
表1-27 轴f和fg的极限偏差 (μm)

注:各级的fg主要用于精密机械和钟表制造业。
表1-28 轴g的极限偏差 (μm)
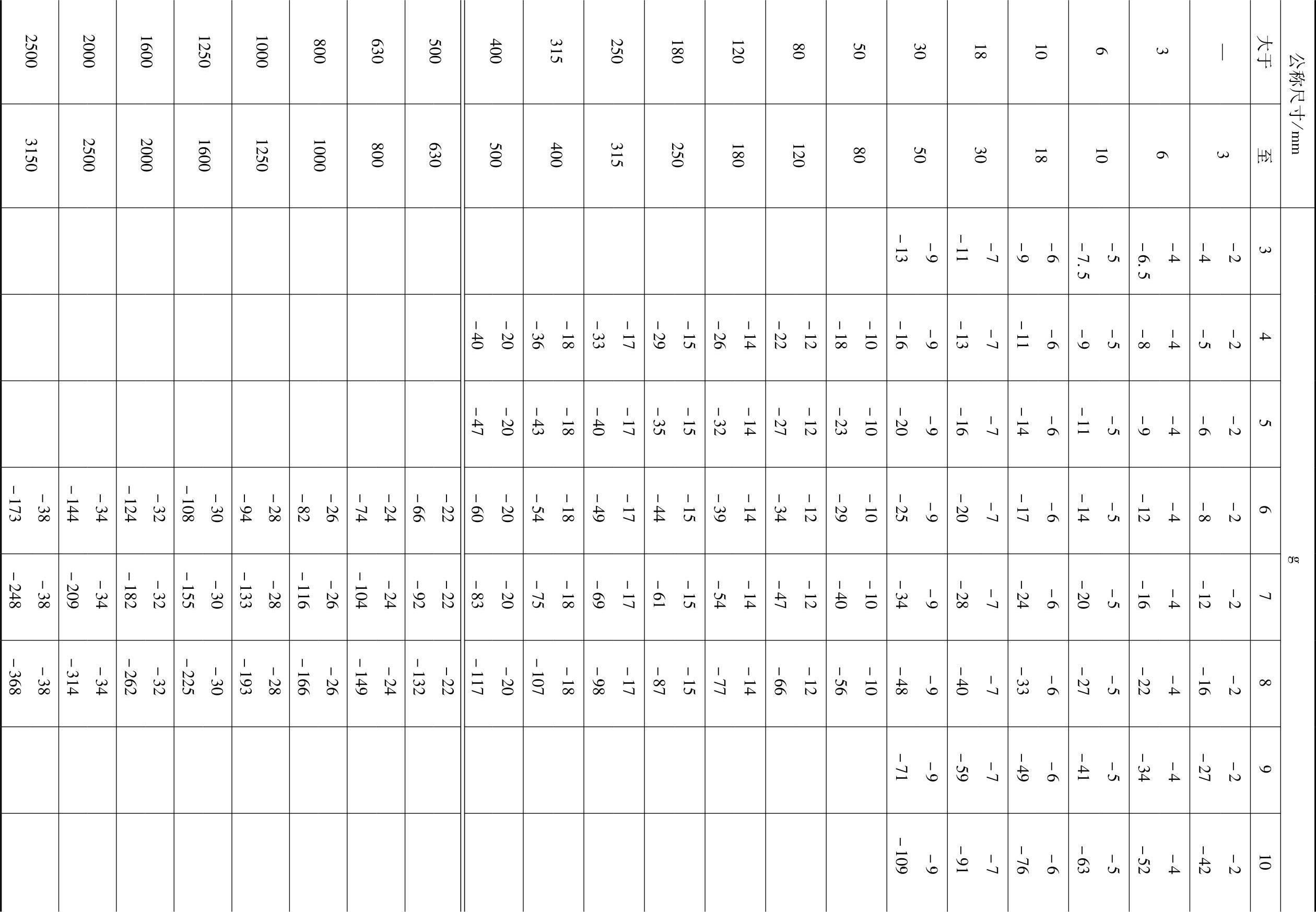
表1-29 轴h的极限偏差 (μm)
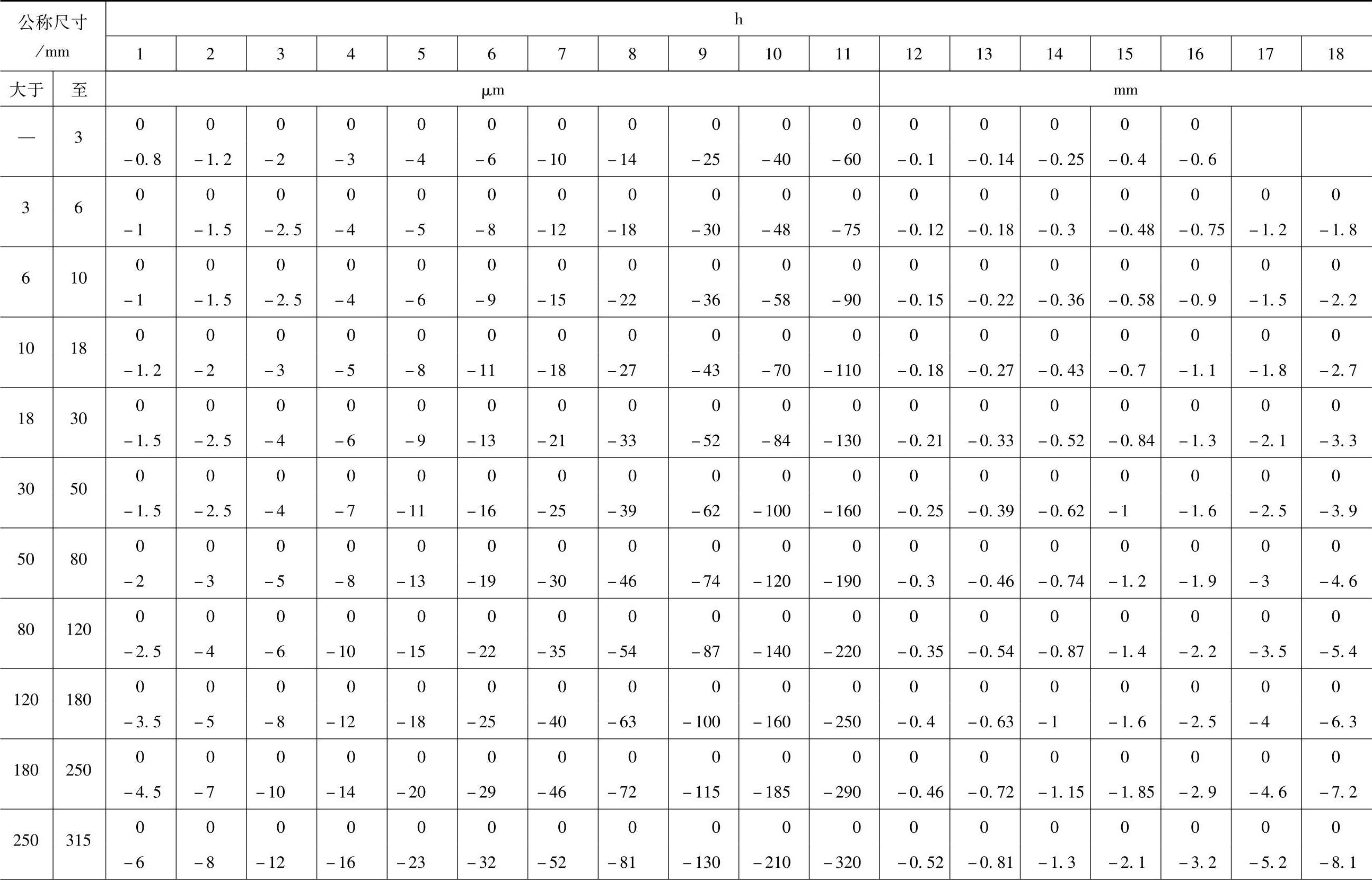
(续)
注:1.IT4至IT8只用于大于1mm的公称尺寸。
2.黑框中的数值,即公称尺寸大于500~至3150mm,IT1至IT5的偏差值,为试用的。
表1-30 轴js的极限偏差 (μm)
注:1.为避免相同值的重复,表列值以“±x”给出,可为es=+x、ei=-x,例如,+0.23-0.23mm。
2.IT4至IT8只用于大于1mm的公称尺寸。
3.黑框中的数值,即公称尺寸大于500至3150mm,IT1至IT5的偏差值,为试用的。
表1-31 轴j和k的极限偏差 (μm)
注:j5、j6和j7的某些极限值与js5、js6和js7一样用“±×”表示。
表1-32 轴m和n的极限偏差 (μm)
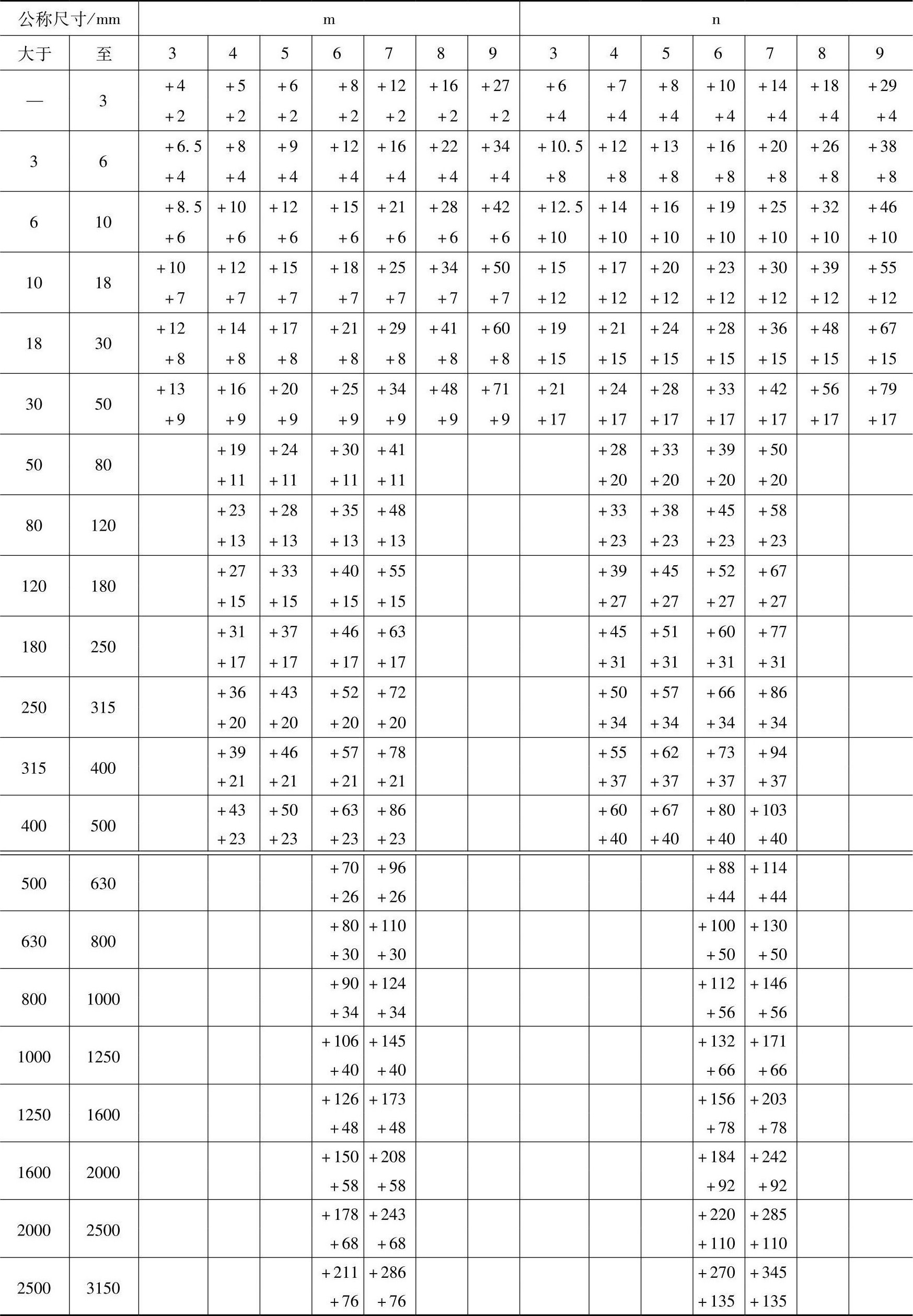
表1-33 轴p的极限偏差 (μm)
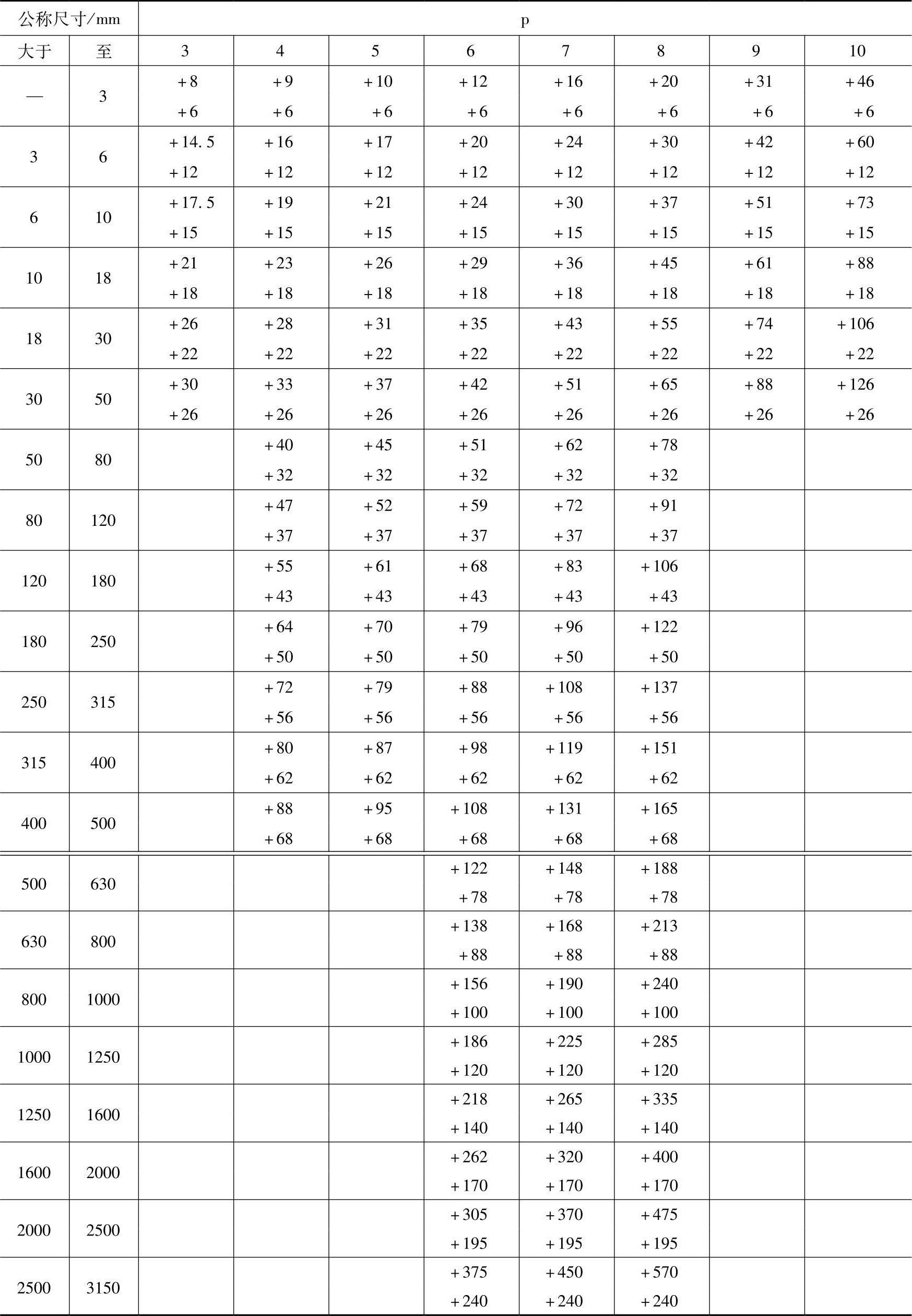
表1-34 轴r的极限偏差 (μm)
(续)
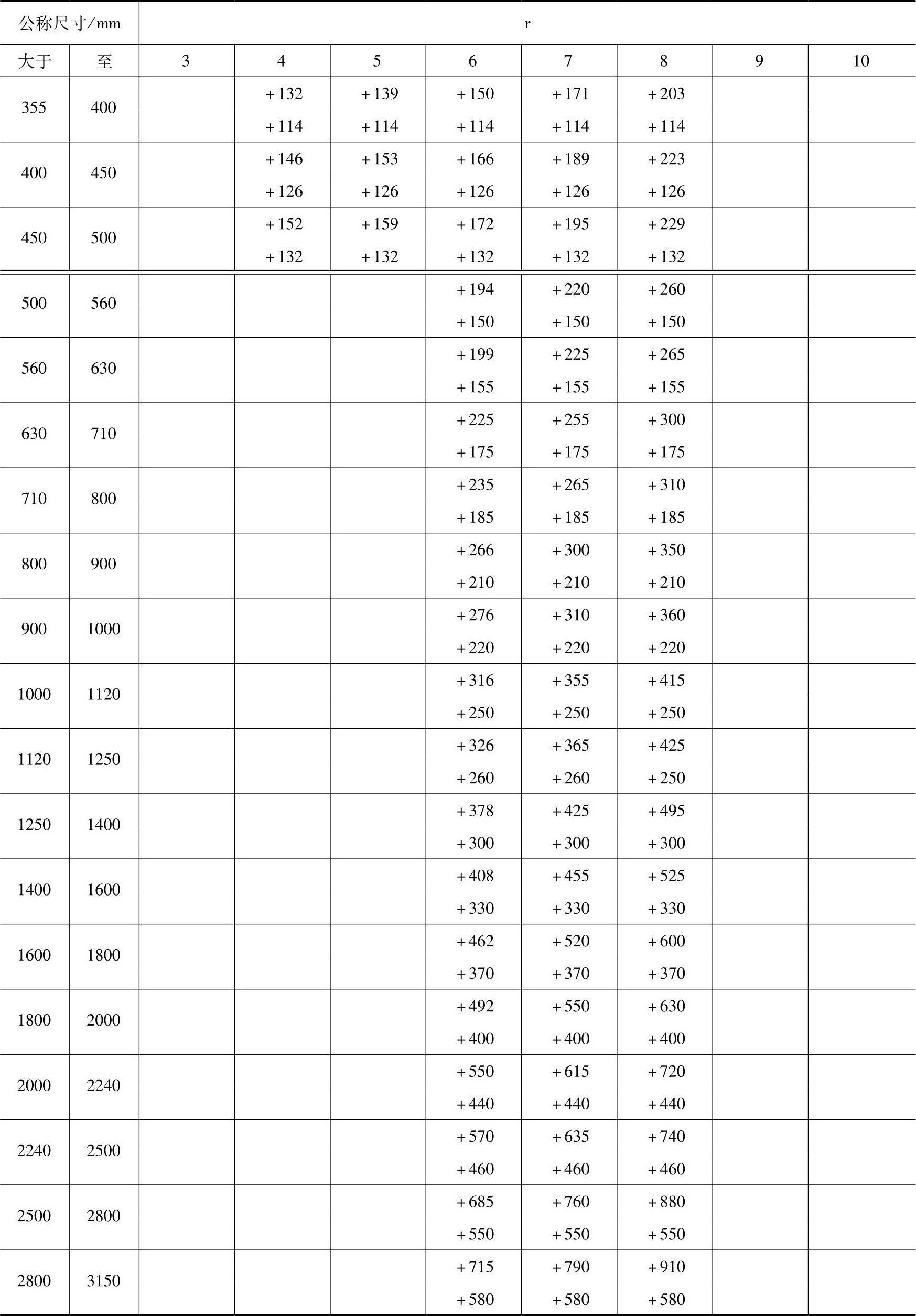
表1-35 轴s的极限偏差 (μm)
(续)
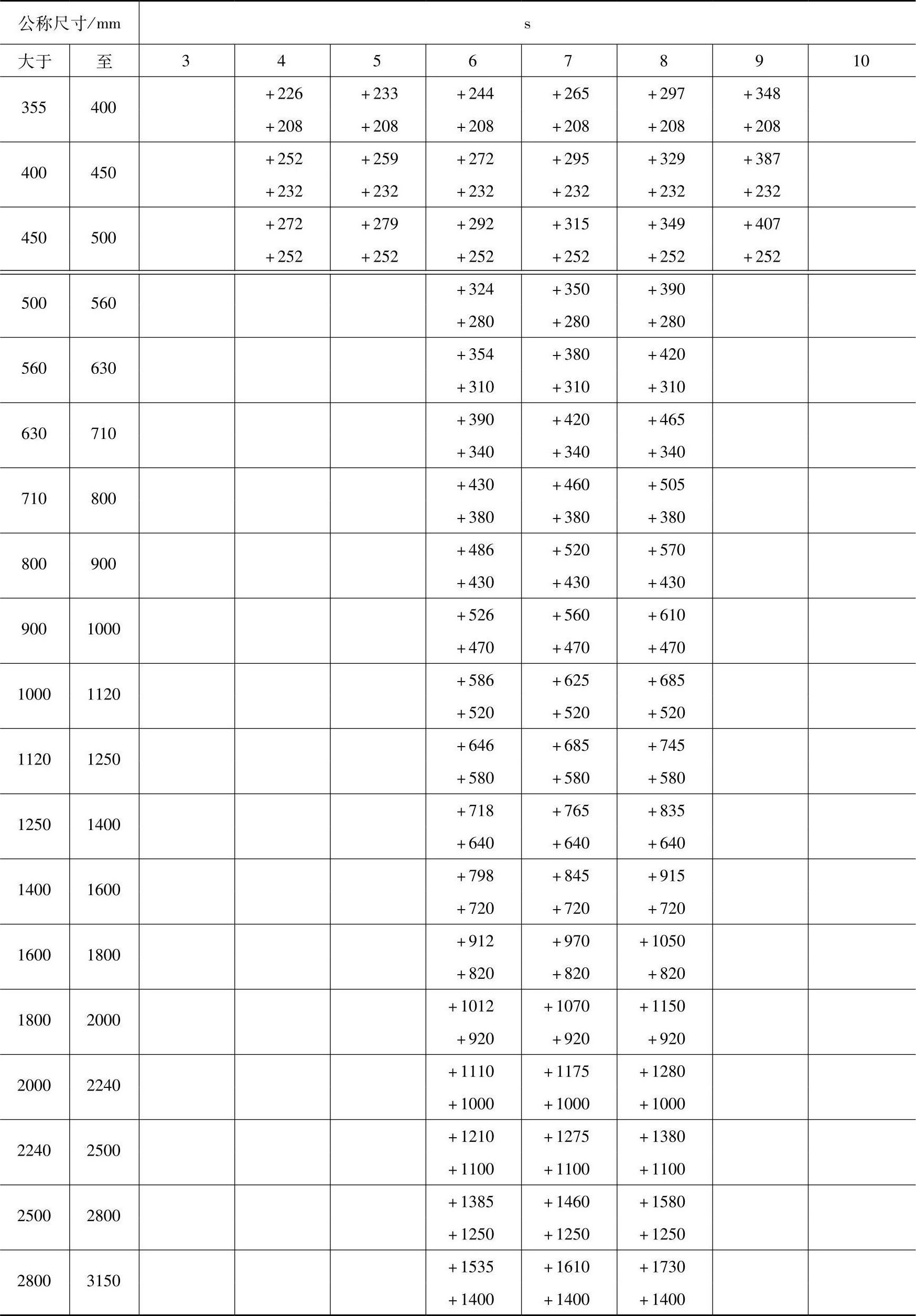
表1-36 轴t和u的极限偏差 (μm)
(续)

注:公称尺寸至24mm的t5至t8的偏差值未列入表内,建议以u5至u8代替。如非要t5至t8,则可按GB/T 1800.1计算。
表1-37 轴v、x和y的极限偏差 (μm)
(续)
注:1.公称尺寸至14mm的v5至v8的偏差值未列入表内,建议以x5至x8代替。如非要v5至v8,则可按GB/T1800.1计算。
2.公称尺寸至18mm的y6至y10的偏差值未列入表内,建议以z6至z10代替。如非要y6至y10,则可按GB/T1800.1计算。
表1-38 轴z和za的极限偏差 (μm)

(续)
(续)
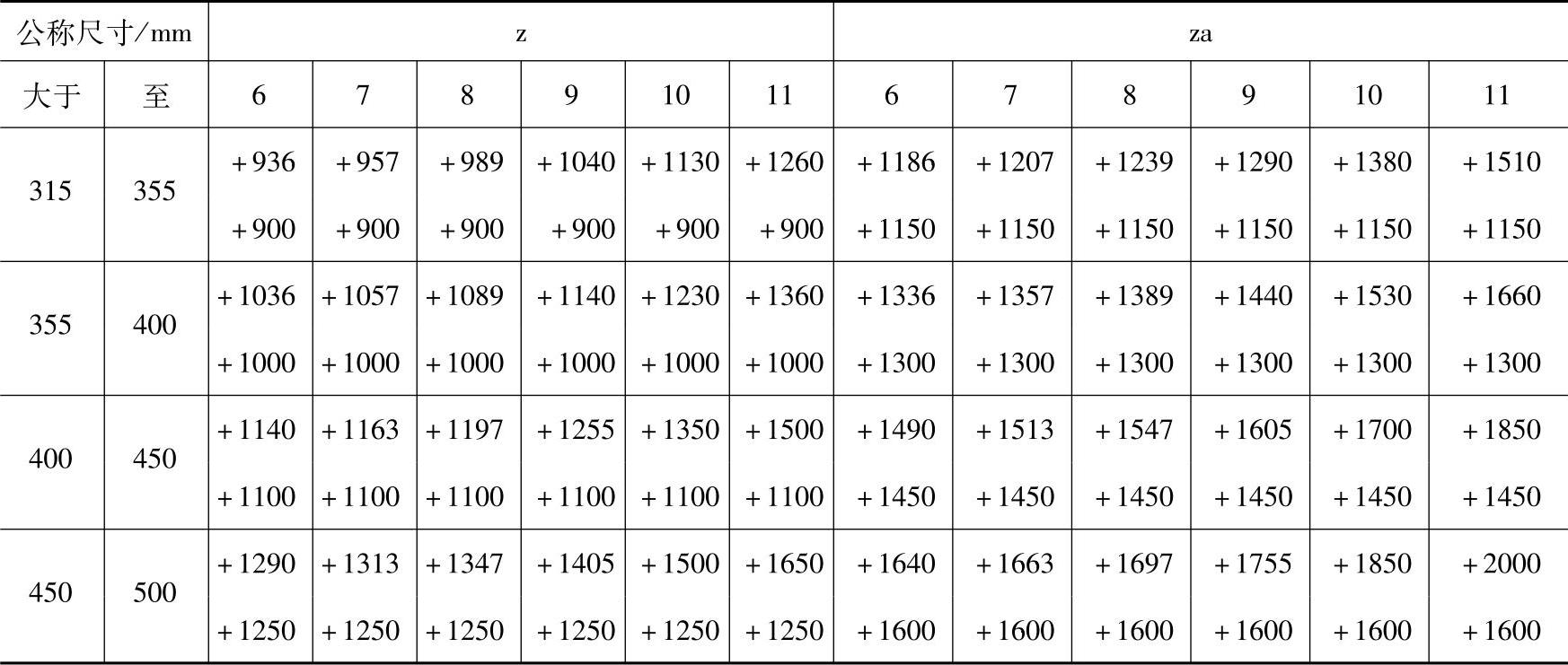
表1-39 轴zb和zc的极限偏差 (μm)
(续)
(4)孔、轴公差带的图示
GB/T 1800.2—2009附录A给出了孔、轴公差带的图示。
1)孔公差带的图示
图1-25和图1-26给出了选择孔的公差带的图示。图1-25是以基本偏差(A至ZC)图示的孔公差带,图1-26是以公差等级(IT5至IT11)图示的同一孔公差带。
为了比较,图中的公差带是以大于6~10mm的公称尺寸段给出的ES、EI和IT的数值绘制的;对该公称尺寸段无基本偏差T、V和Y的公差带。而是以大于24~30mm的公称尺寸段给出的数值绘制的。
2)轴公差带的图示
图1-27和图1-28给出了选择轴的公差带的图示。图1-27是以基本偏差(a至zc)图示的轴公差带,图1-28是以公差等级(IT5至IT11)图示的同一轴公差带。
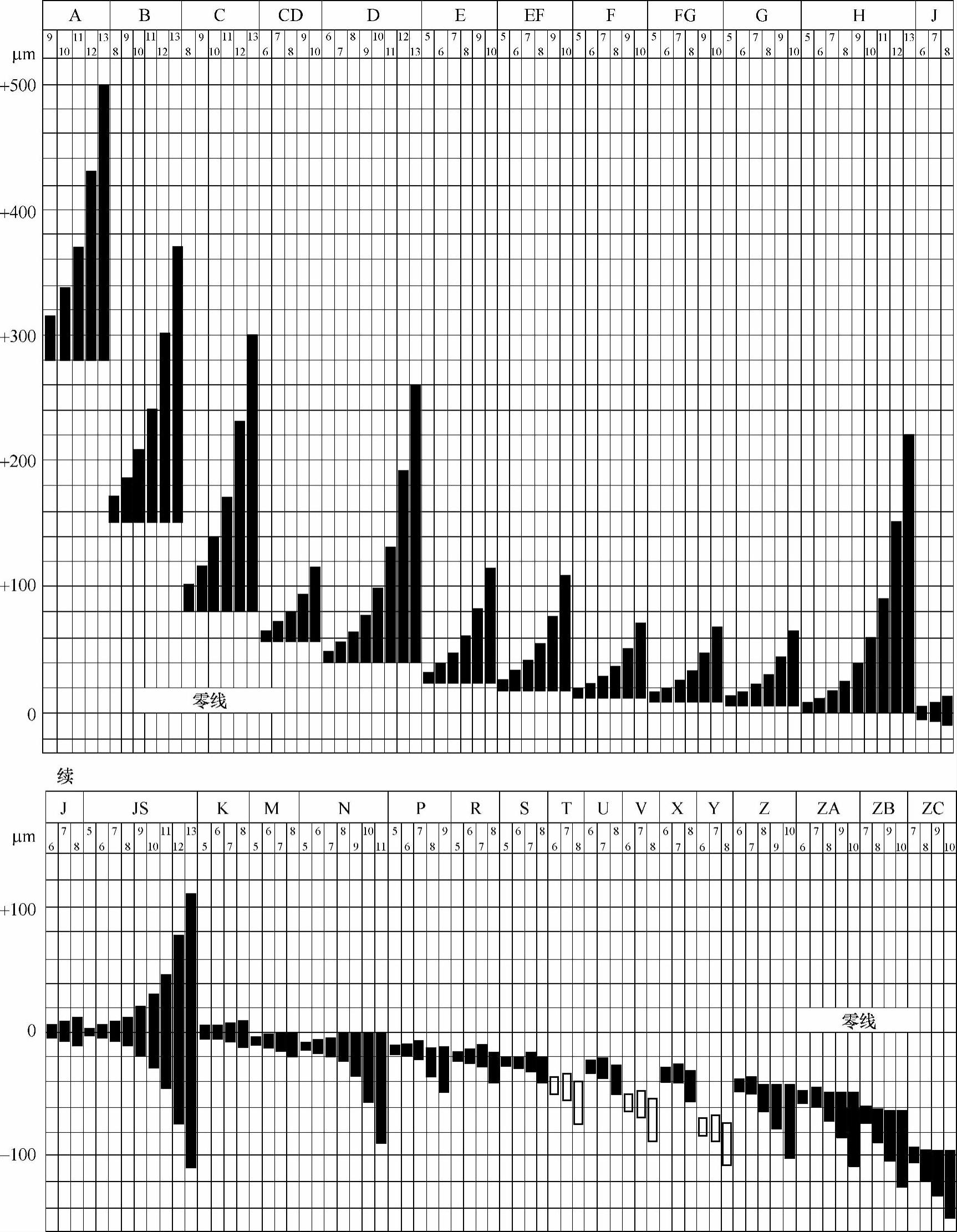
图1-25 以基本偏差图示的孔公差带

图1-26 以公差等级图示的孔公差带

图1-27 以基本偏差图示的轴公差带
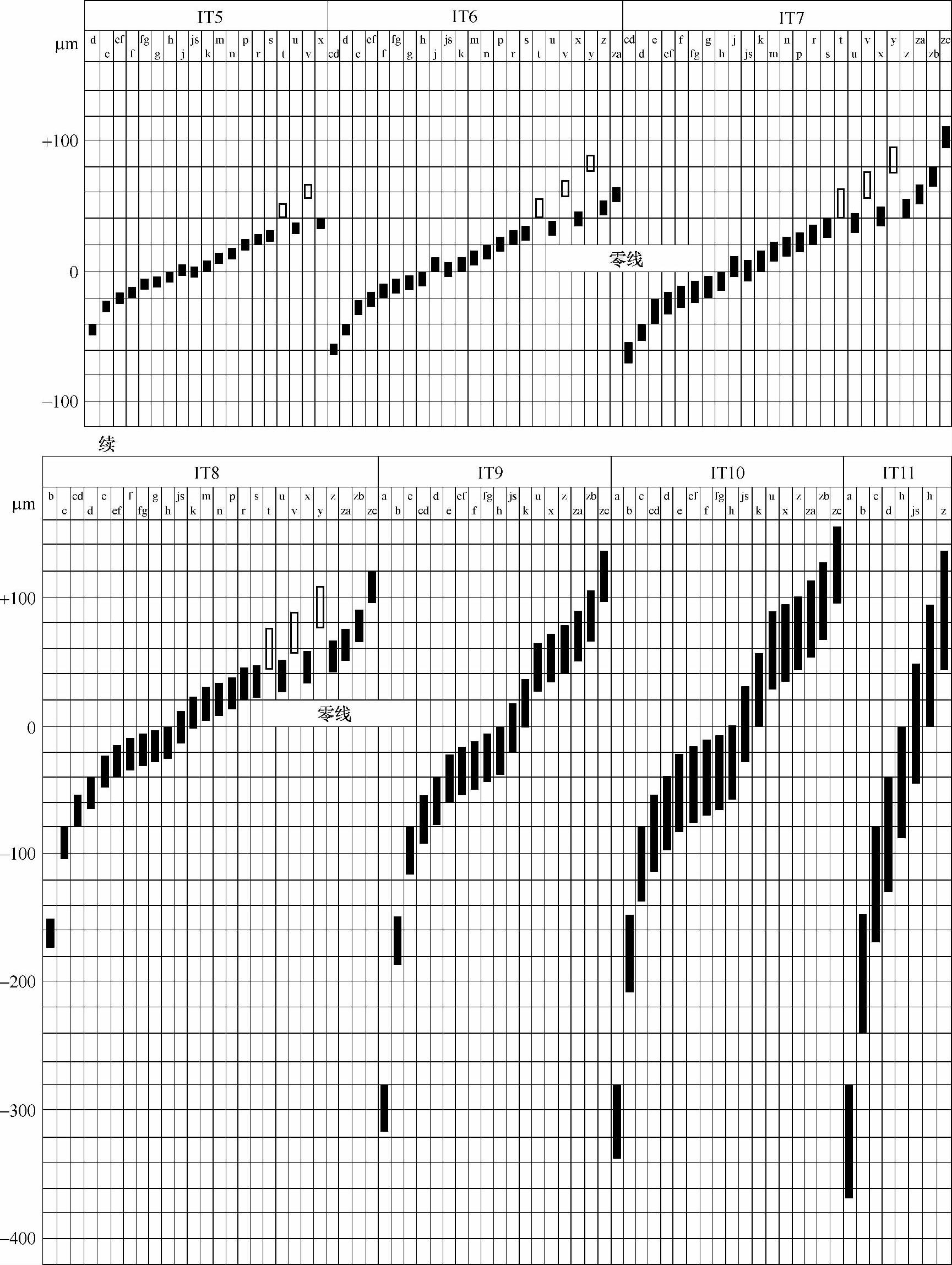
图1-28 以公差等级图示的轴公差带
为了比较,图中公差带是以大于6~10mm公称尺寸段给出的es、ei和IT的数值绘制的;对该公称尺寸段中无基本偏差的t、v和y的公差带,而是以大于24~30mm的公称尺寸段给出的数值绘制的。
(5)公称尺寸大于3150至10000mm的标准公差和基本偏差
GB/T 1801—2009附录C提供了公称尺寸大于3150至10000mm的标准公差和基本偏差,分别示于表1-40和表1-41。
表1-40 标准公差值(GB/T 1801—2009)

表1-41 孔、轴的基本偏差数值(GB/T 1801—2009) (μm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。