



1.粉末激光烧结工艺的基本原理
粉末激光烧结加工过程是采用铺粉辊将一层粉末材料平铺在已成型零件的上表面,并加热至恰好低于该粉末烧结点的某一温度,控制系统控制激光束按照该层的截面轮廓在粉层上扫描,使粉末的温度升至熔化点,进行烧结并与下面已成型的部分实现粘接。当一层截面烧结完后,工作台下降一个层的厚度,铺料辊又在上面铺上一层均匀密实的粉末,进行新一层截面的烧结,直至完成整个模型。在成型过程中,未经烧结的粉末对模型的空腔和悬臂部分起着支撑作用,不必像SLA工艺那样另行生成支撑工艺结构。SLS使用的激光器是CO2激光器,使用的原料有蜡、聚碳酸酯、尼龙、纤细尼龙、合成尼龙、金属,以及一些发展中的物料。
当实体构建完成且原型部分充分冷却后,粉末块上升至初始的位置,将其取出并放置到后处理工作台上,用刷子刷去表面粉末,露出加工件,其余残留的粉末可用压缩空气除去。
图2-52和图2-53分别给出了SLS系统的工艺原理和基本组成,包括CO2激光器和光学系统、粉料送进与回收系统、升降机构、工作台、构造室等。
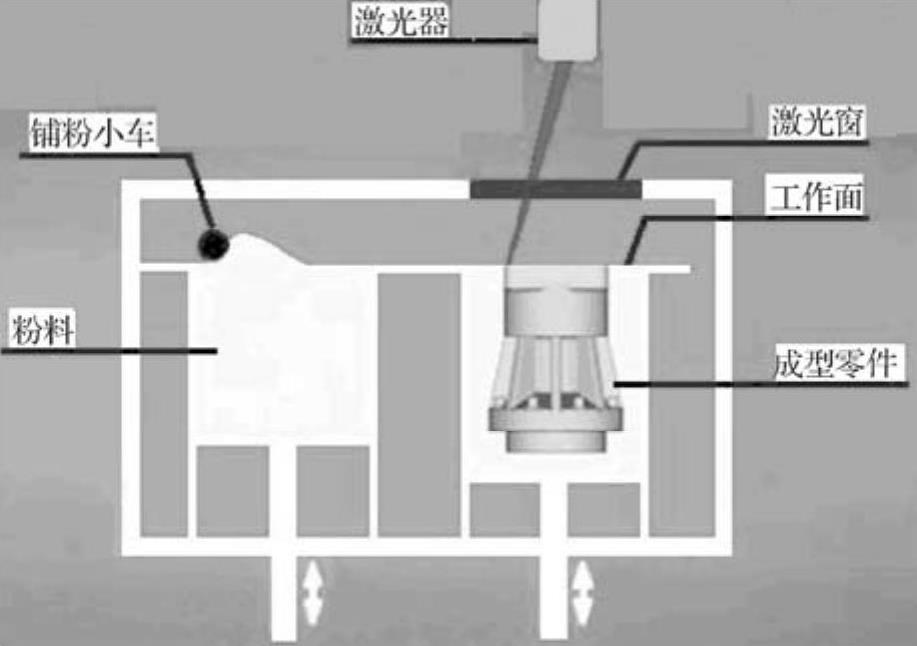
图2-52 粉末激光烧结工艺原理图
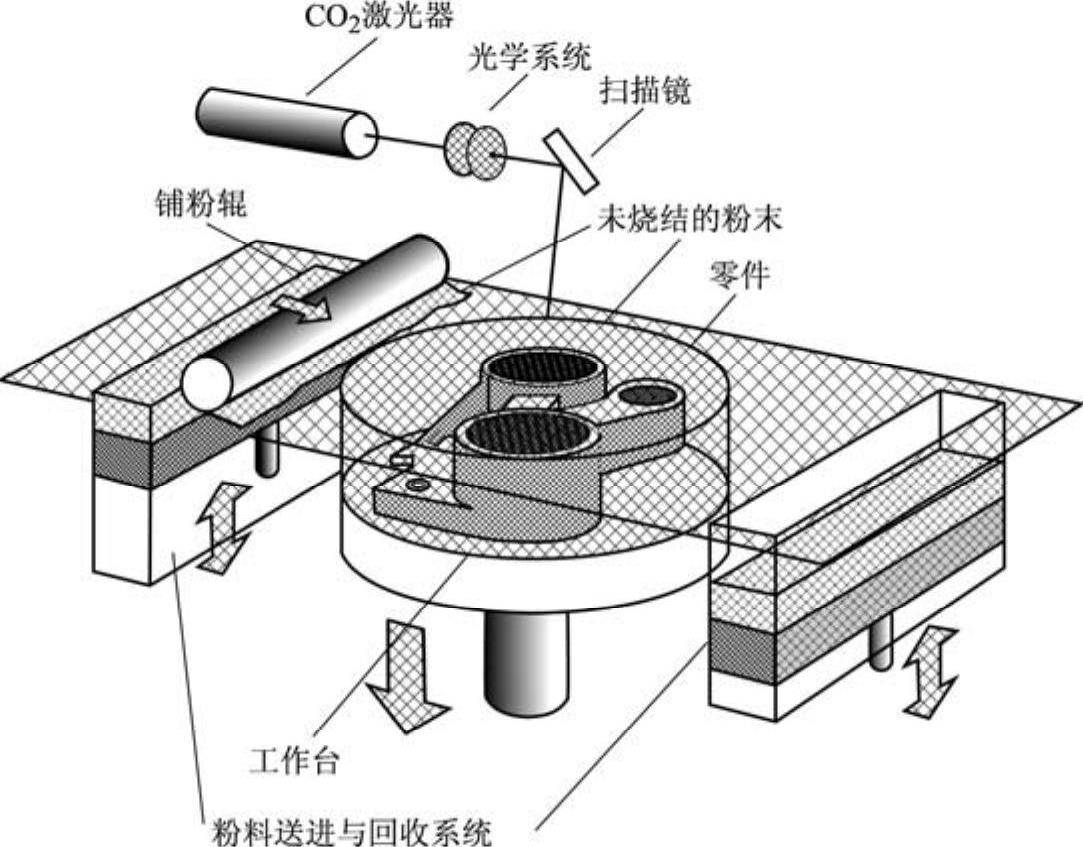
图2-53 粉末激光烧结系统的基本组成
2.粉末激光烧结工艺的特点
粉末激光烧结工艺和其他增材成型工艺相比,其最大的独特性是能够直接制作金属制品,同时该工艺还具有如下一些优点:(https://www.xing528.com)
(1)可采用多种材料 从原理上说,这种方法可采用加热时粘度降低的任何粉末材料,通过材料或各类含粘结剂的涂层颗粒制造出任何造型,适应不同的需要。
(2)可制造多种原型 由于可用多种材料,粉末激光烧结工艺按采用的原料不同可以直接生产复杂形状的原型、型腔模三维构件或部件及工具。例如,制造可安装为最终产品模型的概念原型、蜡模铸造模型及其他少量母模生产、直接制造金属注塑模等。
(3)高精度 依赖于使用的材料种类和粒径、产品的几何形状和复杂程度,该工艺一般能够达到工件整体范围内±(0.05~2.5)mm的偏差。当粉末粒径为0.1mm以下时,成型后的原型精度可达±l%。
(4)无需支撑结构 和LOM工艺一样,SLS工艺也无需设计和需要支撑结构,叠层过程中出现的悬空层面可直接由未烧结的粉末来实现支撑。
(5)材料利用率高 由于SLS工艺过程不需要支撑结构,也不像LOM工艺那样出现许多工艺废料,也不需要制作基底支撑,所以该工艺方法在常见的几种增材成型工艺中材料利用率是最高的,材料的利用率基本可以认为是100%。SLS工艺中的多数粉末的价格较便宜,所以SLS模型的成本相比较来看也是较低的。
但是,粉末激光烧结工艺的缺点也比较突出,具体如下:
(1)表面粗糙 由于SLS工艺的原材料是粉状的,原型的建造是由材料粉层经过加热熔化而实现逐层粘接的,因此原型表面严格讲是粉粒状的,因而表面质量不高。
(2)烧结过程挥发异味气体SLS工艺中的粉层粘接是需要激光能源使其加热而达到熔化状态,高分子材料或者粉粒在激光烧结熔化时一般要挥发异味气体。
(3)有时需要比较复杂的辅助工艺SLS技术视所用的材料而异,有时需要比较复杂的辅助工艺过程。以聚酰胺粉末烧结为例,为避免激光扫描烧结过程中材料因高温起火燃烧,必须在机器的工作空间充入阻燃气体,一般为氮气。为了使粉状材料可靠地烧结,必须将机器的整个工作空间内直接参与造型工作的所有机件,以及所使用的粉状材料预先加热到规定的温度,这个预热过程常常需要数小时。造型工作完成后,为了除去工件表面的浮粉,需要使用软刷和压缩空气,而这一步骤必须在封闭空间中完成,以免造成粉尘污染。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。