



20世纪70年代末到80年代初期,美国3M公司的Alan J.Hebert(1978年)、日本的小玉秀男(1980年)、美国UVP公司的Charles W.Hull(1982年)和日本的丸谷洋二(1983年),在不同的地点各自独立地提出了快速成型的概念,即利用连续层的选区固化产生三维实体的新思想。Charles W.Hull在UVP的继续支持下,完成了一个能自动建造零件的,被称为SLA—1的完整系统。同年,Charles W.Hull和UVP的股东们一起建立了3D Systems公司,并于1988年首次推出SLA—250机型,如图4-6所示。
目前,研究光固化成型(SLA)设备的单位有美国的3D Systems公司、Aaroflex公司,德国的EOS公司、F&S公司,法国的Laser 3D公司,日本的SONY/D-MEC公司、Teijin Seiki公司、Denken Engieering公司、Meiko公司、Unipid公司、CMET公司,以色列的Cubital公司以及国内的西安交通大学、上海联泰科技有限公司、华中科技大学等。
在上述研究SLA设备的众多公司中,美国3D Systems公司的SLA技术在国际市场上占的比例最大。3D Systems公司在继1988年推出第一台商品化设备SLA—250以来,又于1997年推出了SLA250HR、SLA3500、SLA5000三种机型,在光固化成型设备技术方面有了长足的进步。其中,SLA3500和SLA5000使用半导体激励的固体激光器,扫描速度分别达到2.54m/s和5m/s,成层厚最小可达0.05mm。此外,还采用了一种称为Zephyer再涂层系统system的新技术。该技术是在每一成型层上,用一种真空吸附式刮板在该层上涂一层0.05~0.1mm的待固化树脂,使成型时间平均缩短了20%。SLA3500和SLA5000两种型号设备如图4-7和图4-8所示。该公司于1999年推出SLA7000机型,如图4-9所示。SLA7000与SLA5000机型相比,成型体积虽然大致相同,但其扫描速度却达到了9.52m/s,平均成型速度提高了4倍,成型层厚最小可达0.025mm,精度提高了1倍。3D Systems公司推出的较新的机型还有Vipersi2 SLA(见图4-10)及Viper Pro SLA系统。Viper Pro SLA系统装备了2000mW激光器,激光扫描最大速度可达25m/s,升降台的垂直精度为0.001mm,有三种规格的最大成型尺寸,分别为中等尺寸(Medium size)的650mm×350mm×300mm、大型尺寸(Large size)的650mm×750mm×550mm及超大尺寸(Extra large size)的1500mm×750mm×500mm。3D Systems公司Viper Pro SLA机型如图4-11所示。3D Systems公司最新推出的机型为iPro系列,其机型如图4-12所示。型号有iPro8000、iPro8000MP、iPro9000与iPro9000XL等,可更换不同尺寸的液槽以满足不同建造空间的需要。

图4-6 3D Systems公司的SLA—250机型
图4-7 3D Systems公司的SLA3500机型

图4-8 3D Systems公司的SLA5000机型

图4-9 3D Systems公司的SLA7000机型

图4-10 3D Systems公司的Vipersi2 SLA机型

图4-11 3D Systems公司Viper Pro SLA机型
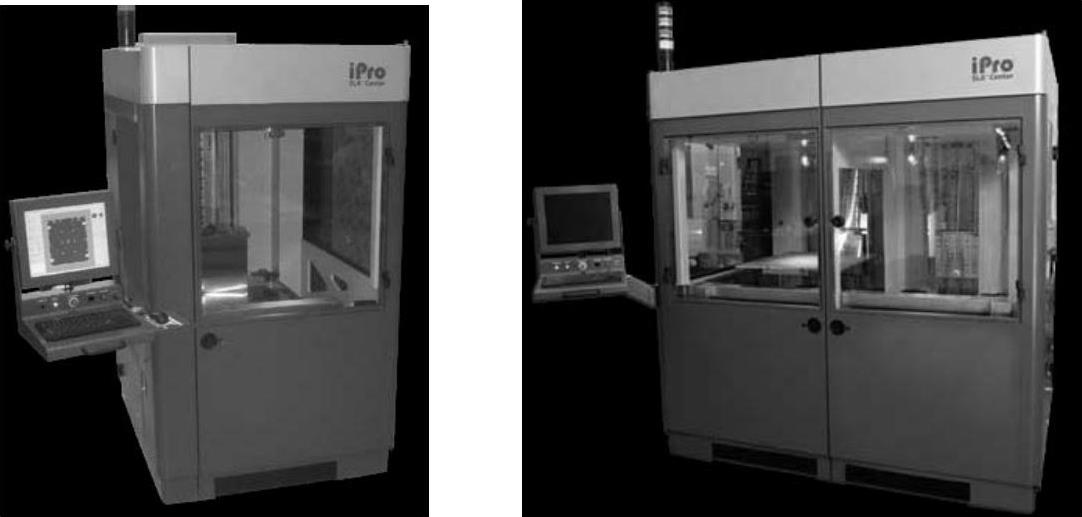
图4-12 3D Systems公司新近推出的iPro机型
国内西安交通大学在光固化成型技术、设备、材料等方面进行了大量的研究工作,推出了自行研制与开发的SPS、LPS和CP三种机型。每种机型有不同的规格系列,其工作原理都是光固化成型原理。其中SPS600和LPS600成型机如图4-13和图4-14所示,该系列激光成型机主要性能指标与技术特征如下:

图4-13 西安交通大学的SPS600成型机

图4-14 西安交通大学LPS600成型机(https://www.xing528.com)
1)该成型机的激光器、扫描与光聚焦系统两关键部件从国外引进,扫描速度SPS最大可达7m/s、LPS可达2m/s,精度达±0.1mm;全范围扫描分辨率达3.6μm,整机控制精度达50μm,高于国外同类机器水平,保证了可靠性;扫描光斑直径0.2mm,SPS激光器寿命大于5000h,LPS激光器寿命大于2000h,与国外水平相同。
2)采用了快速排序分层法,大大加快分层速度,且具有对分层数据自动诊断和修复功能;采用矢量扫描路径优化方法,省去AOM,降低了成本。
3)采用国际上创新的YLSF成型工艺,大大减小了翘曲等变形误差,提高了原型件制作质量。该成型工艺优于美国3D Systems公司的工艺方法,其拐角误差采用自适应延时控制,减少了轮廓误差的影响。
4)零件成型精度达±0.1mm(<100mm)或0.1%(>100mm),与国际水平相同;样件测试尺寸合格率达到美国3D Systems公司SLA系列机器的水平,高于日本CMET公司Soup型机器的水平。
5)不同材料与结构,可调整回流量,从而改善涂层质量;可以采用不同公司、不同牌号的树脂,有良好的兼容性和开放性,优于美国3D Systems公司、日本CMET公司的同类产品。
6)零件模型管理和成型数据生成软件在Windows95下自主开发、整机自制,用户界面中文,具有优异的交互性和易学性;三维STL模型的检视、分层过程与编辑、支撑结构的设计全部实现了图视化操作;成型控制软件是在DOS下开发的,保证了满足控制的实时性要求。
上海联泰科技有限公司开发的光固化成型设备主要有RS—350H、RS—350S、RS—600H和RS—600S等机型。图4-15为该公司开发的RS—600S光固化成型机。
西安交通大学近期开发了一款基于SLA的面成型3D打印机,如图4-16所示。面成型技术是利用直接投影技术,每一层的图片由投影机投射到工作台照射树脂,使其逐层固化成型。该技术不是利用激光头去固化成型,取而代之的是使用成本极为便宜的LED灯照射。成型速度快,精度高,设备体积小,使用LED紫外灯作光源,加工方式简单可靠,在加工较小件时,更能体现其高精度的特点。

图4-15 上海联泰公司的RS—600S光固化成型机

图4-16 基于SLA的面成型3D打印机
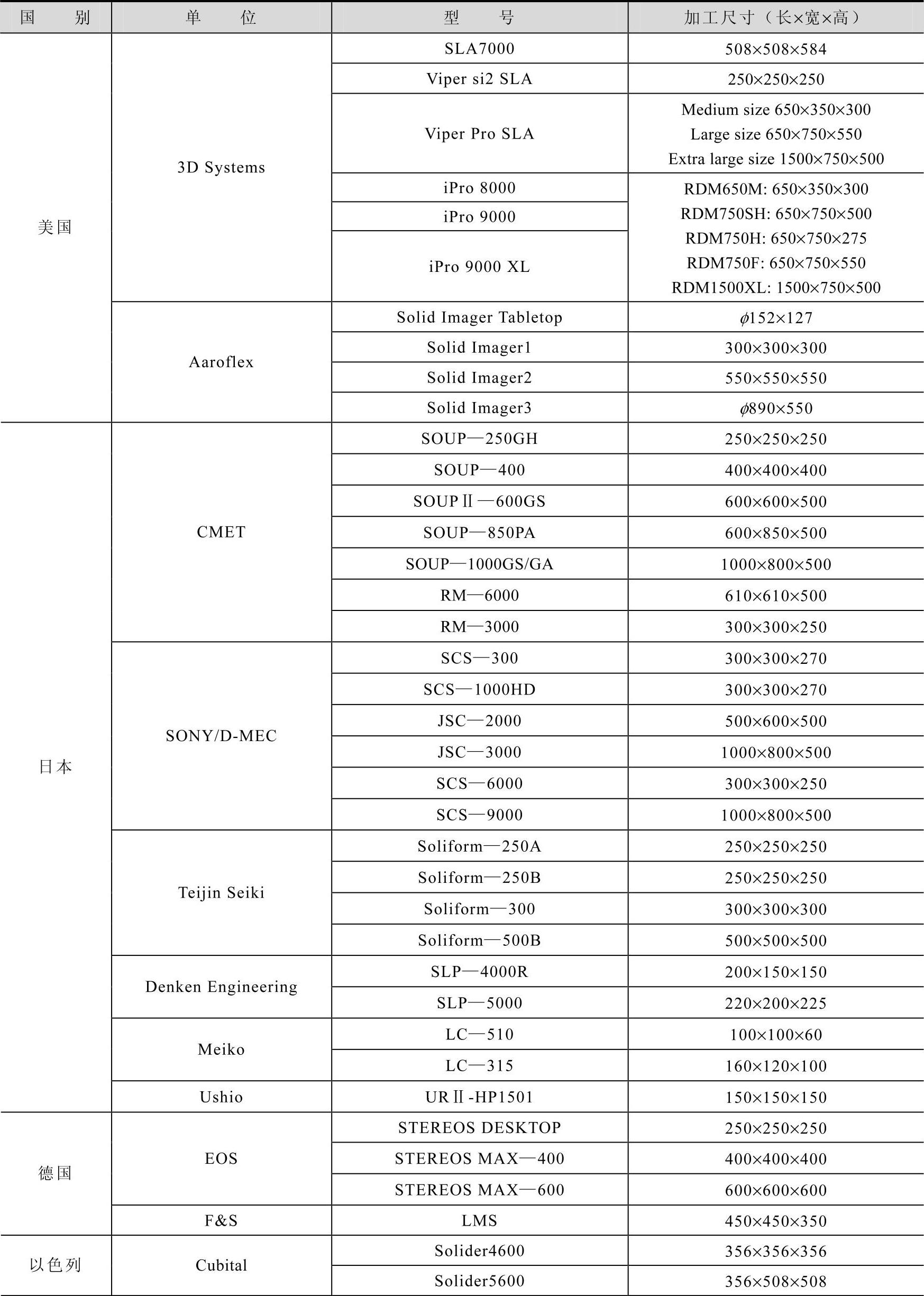
国产光固化SLA设备制作的模型如图4-17所示。目前部分国内外各类光固化成型(SLA)设备的主要参数见表4-2。
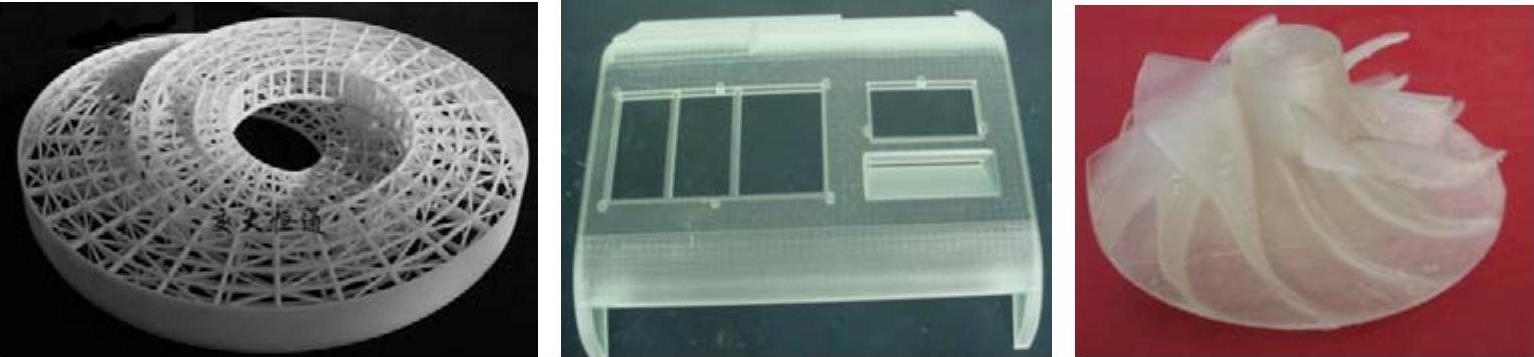
图4-17 国产光固化SLA设备制作的模型
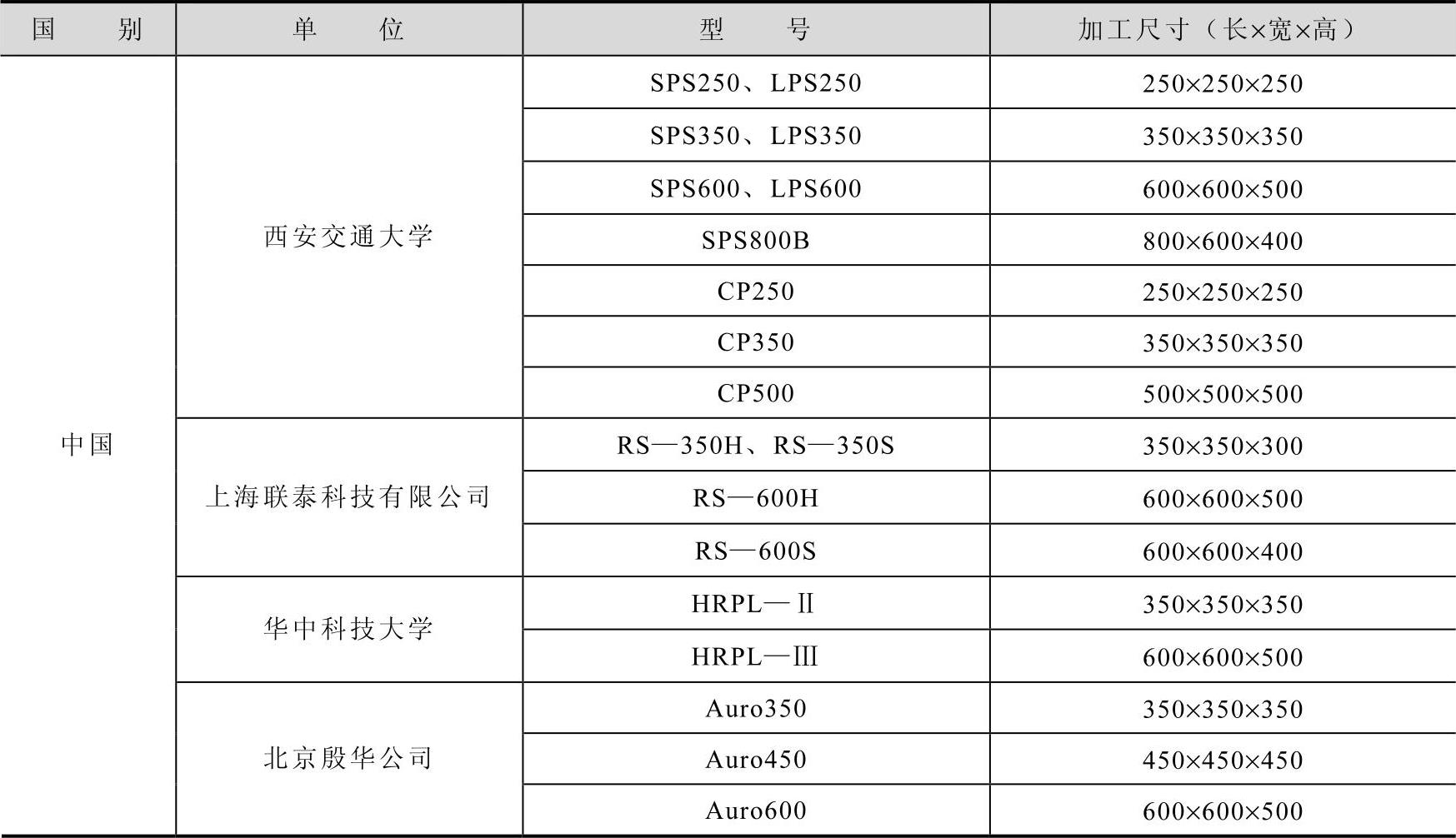
表4-2 国内外部分光固化成型(SLA)设备的主要参数 (单位:mm)

(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。