



熔化极脉冲氩弧焊是指使用熔化电极的脉冲氩弧焊。
1.熔化极气体保护焊
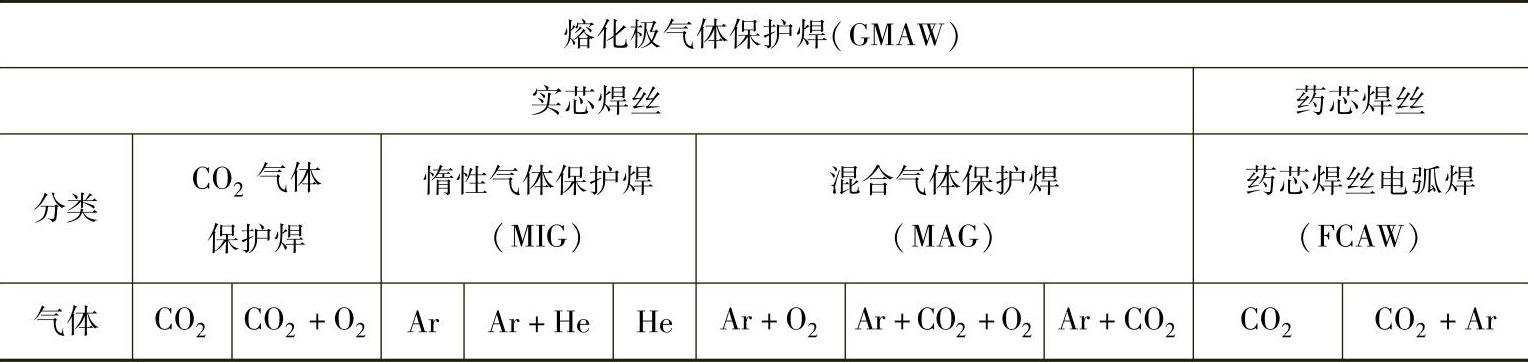
熔化极气体保护焊是利用熔化电极的气体保护焊。使用熔化极的惰性气体保护焊被称为熔化极惰性气体保护焊。熔化极气体保护焊的分类,通常根据保护气体种类和焊丝的形式不同分类,见表2-9。
表2-9 熔化极气体保护焊的分类
2.熔化极脉冲氩弧焊的工艺特点
(1)熔化极脉冲氩弧焊的冶金特点
1)在熔化极脉冲氩弧焊时,熔池的冷却速度比连续电流焊接时快,从而有利于细化晶粒和缩短熔池液体金属存在时间,也缩短了高温脆性温度区间停留的时间。(https://www.xing528.com)
2)由于熔化极脉冲氩弧焊的电流脉动,将引起熔滴过渡的可控性和电弧力的脉动,这样有利于加快熔池冶金反应及熔池内的气体逸出。
3)熔化极脉冲氩弧焊能够严格控制焊接热输入,还能够较精确地控制熔池形状和熔合比。
4)熔化极脉冲氩弧焊可以提高焊缝的抗裂性、抗气孔性、提高焊缝的强度和冲击韧度等力学性能。
(2)熔化极脉冲氩弧焊的焊接工艺特点
1)熔化极脉冲氩弧焊具有较宽的电流调节范围:由于熔化极脉冲氩弧焊的工作电流范围是一个相当宽的电流区域,同一个直径的焊丝,能够获得脉冲射流过渡的电流能在几十安~几百安范围内调节,与钨极氩弧焊相比,既能焊接薄板,又能焊接厚板,生产效率高。
2)可有效地控制热输入和改善接头性能:由于有些材料的热敏感性较大,因此在焊接过程中,对焊接热输入要严格地控制。采用熔化极脉冲氩弧焊,即使母材得到较大的熔深,又可以控制焊接电流在较低的水平,这样不仅使焊缝热影响区小,减小了热影响区金属过热,同时可获得良好的热影响区组织,使焊接接头具有良好的韧性以及降低了产生裂纹的倾向。
3)熔化极脉冲氩弧焊便于控制熔滴过渡及焊缝成形:通过对脉冲参数的调节,能精确控制电弧能量及熔滴过渡,达到对焊缝熔池金属的加热是间歇性的,从而对熔池体积和形状进行较精确的控制,不仅形成的熔池体积小,而且还达到熔池金属在任何位置均不致于因熔池金属的重力而流淌,有利于进行全位置焊接及薄板的焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。