



【摘要】:压力容器及受压部件,符合下列条件之一者,焊后均需要进行热处理:1)焊件的壁厚超过以下要求。表6-8 压力容器焊件进行焊后热处理的壁厚界限3)压力容器及受压部件的制造图样,应注明该焊件是盛装极度毒性或高度毒性介质的容器。B、C类接头局部热处理时,焊缝每侧加热宽度不小于筒体壁厚的2倍。
压力容器及受压部件,符合下列条件之一者,焊后均需要进行热处理:
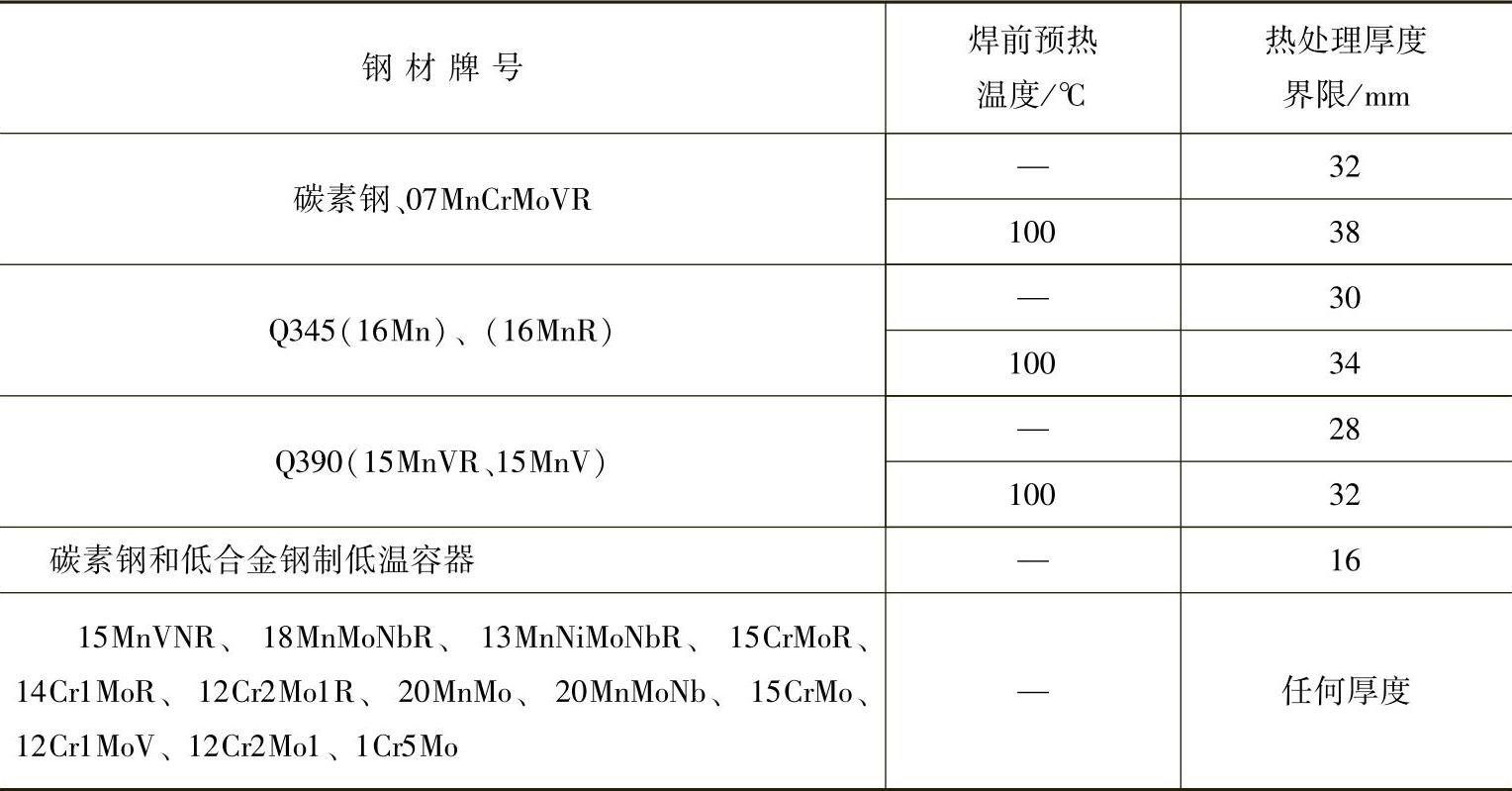
1)焊件的壁厚超过以下要求。压力容器焊件进行焊后热处理的壁厚界限见表6-8。
2)压力容器及受压部件的制造图样,注明该焊件是有应力腐蚀危险的容器(如盛装液化石油气、液氨等)。
表6-8 压力容器焊件进行焊后热处理的壁厚界限
3)压力容器及受压部件的制造图样,应注明该焊件是盛装极度毒性或高度毒性介质的容器。
4)容器的封头是用冷加工制作成形的。(https://www.xing528.com)
5)用碳素钢和Q345(16MnR)钢,冷加工制作或中温成形的筒节,其厚度大于或等于圆筒内径的3%;其他低合金钢,其厚度大于或等于圆筒内径的2.5%,成形后进行热处理或与焊件焊完后一并热处理。
6)焊后热处理方法。
①炉内整体进行热处理的焊接接头应该优先采用。
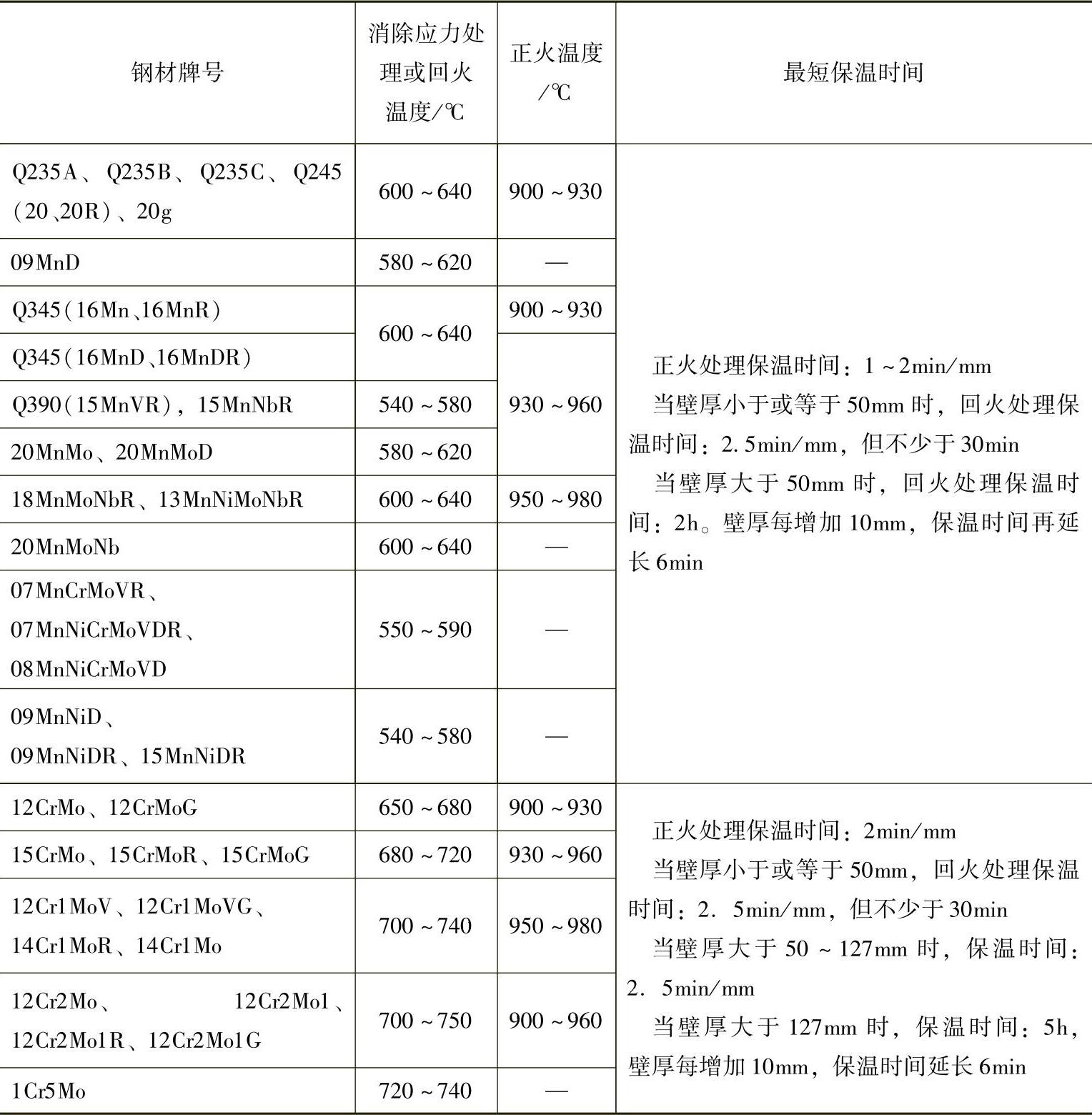
②局部热处理:B、C、D类的焊接接头、球形封头与筒体相接的A类接头,以及焊接缺陷部位的补焊等,允许采用局部热处理的方法。B、C类接头局部热处理时,焊缝每侧加热宽度不小于筒体壁厚的2倍。D类接头局部热处理时,焊缝每侧加热宽度不小于壳体壁厚的6倍。进行局部加热时,靠近加热带的部位要采取保温措施,降低温度梯度,防止产生新的应力。常用的压力容器用钢焊接接头焊后热处理的工艺参数见表6-9。
表6-9 常用的压力容器用钢焊接接头焊后热处理的工艺参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。